System integrators and panel builders know that a data center cabinet is more than a steel box. It is the structural platform for power distribution, cable management, thermal control, and equipment security. When a large system integrator set out to deploy a new generation of modular data centers, they expected the cabinet supply chain to be the straightforward part of the project. Instead, it became the bottleneck. One supplier laser‑cut the panels. Another performed bending. A third handled welding and powder coating. Tolerance mismatches accumulated across the chain. Cabinets arrived with door frames that did not close squarely, which mounting rails that required shimming, and surface finishes that varied between batches. This wasting weeks of integration time and eroding the project’s margin with every rework cycle.
TPS Elektronik’s precision steel plate cutting service were brought in to consolidate this fragmented supply chain. By combining fiber laser cutting, CNC press brake forming, MIG and TIG welding, and powder coating under a single quality management system. Which certified to ISO 9001 and IATF 16949 — TPS eliminated the interface risks that caused rework and delays. This case study describes how TPS streamlined data center cabinet manufacturing for a major industrial deployment. And why integrated sheet metal processing matters at the BoFu stage of supplier evaluation.
1. The supply chain challenge: fragmented cabinet fabrication
The integrator’s new modular data center design required 42U cabinets built to precise dimensional tolerances. A door frame misalignment of even 2 mm would prevent the locking mechanism from engaging. Mounting rail spacing outside the 465 mm EIA‑310‑D standard would make server slide rails bind. And surface finish inconsistencies between batches would fail the end customer’s cosmetic acceptance criteria.
Initially, the integrator sourced cabinet fabrication through three separate suppliers: one for laser cutting steel panels, one for press brake bending, and a third for welding and powder coating. This fragmented chain introduced multiple sources of dimensional variation. The cutting supplier worked to one tolerance interpretation. The bending shop applied a different bend deduction. The welding house compensated for accumulated errors with additional fixturing. When the finished cabinet arrived, the integrator’s own quality team had to measure, shim, and adjust every unit. Which adding hours of labor per cabinet and delaying the overall deployment schedule. The situation further complicated by the fact that the customer was simultaneously managing electronics assembly, power distribution integration, and field installation. All of which depended on cabinets being ready on time.
2. The TPS solution: integrated steel plate cutting and fabrication
TPS Elektronik proposed consolidating the entire cabinet fabrication chain into a single EMS workflow. Instead of three suppliers with three quality systems. One partner would take responsibility for steel plate cutting, CNC bending, welding, surface finishing, assembly, and documented inspection. TPS’s integrated approach ensures that electronics and mechanics perfectly matched. From individual metal parts to complete turnkey control cabinets, all managed under documented quality processes per ISO 9001 and IATF 16949.
2.1 Laser cutting: consistent edge quality and flatness
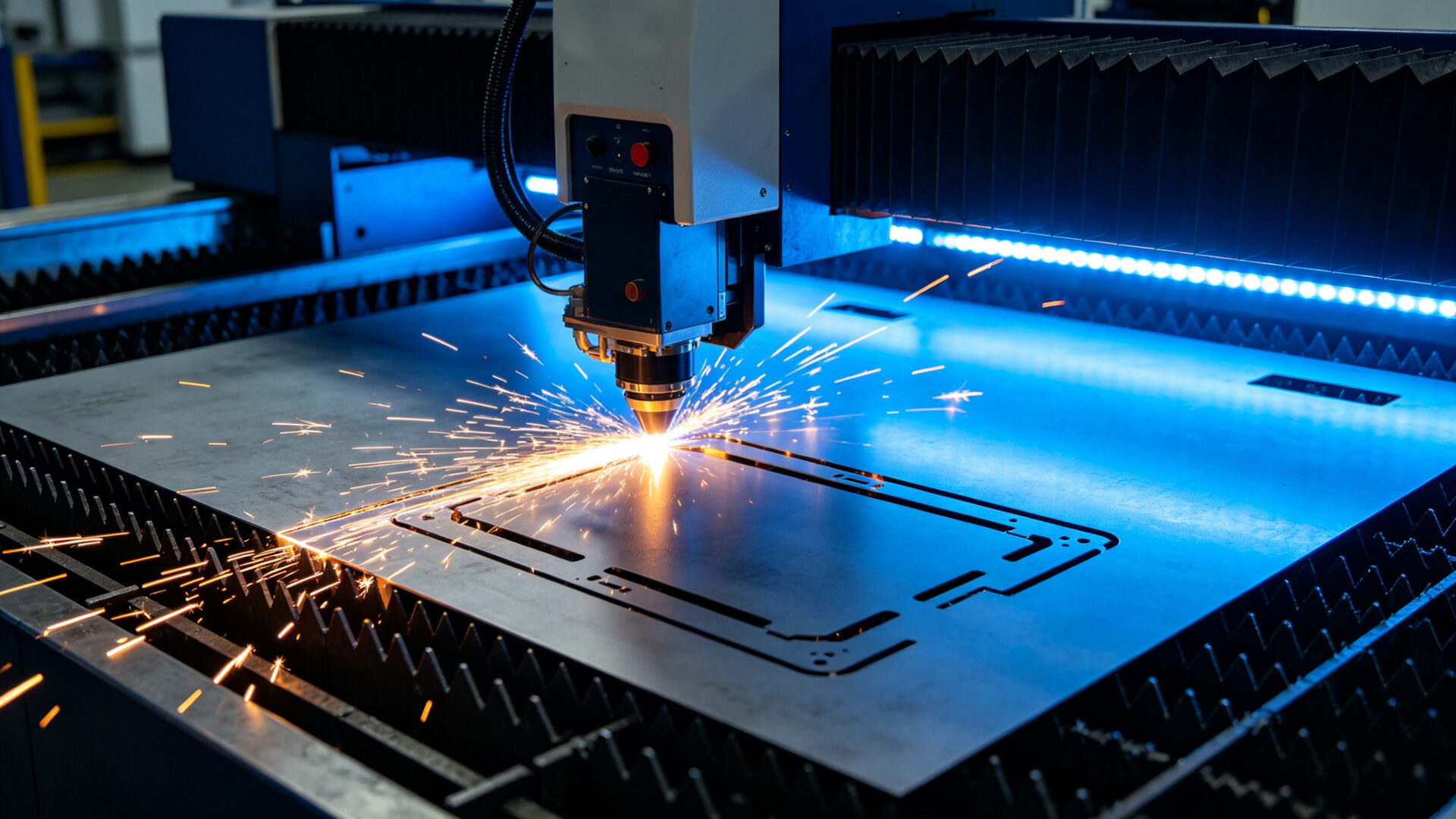
The first step was to bring all steel plate cutting under one roof using fiber laser technology. TPS’s laser cutting capability achieves tolerances of ±0.1–0.2 mm on cold‑rolled steel sheets ranging from 0.8 mm to 8 mm thickness. For the cabinet panels — typically 1.5 mm to 3.0 mm cold‑rolled steel. This tolerance range ensured that door frames, side panels, and mounting brackets all emerged from the cutting stage with consistent edge quality and flatness. Unlike the previous supplier chain, where the cutting shop had no visibility into how its parts would formed downstream, TPS engineers programmed the laser paths with bending and welding in mind: micro‑tab positions were selected to avoid interference with bend lines. And hole geometries were verified against the hardware insertion plan before any metal was cut. In-house fiber laser cutting, combined with turret and hydraulic punching for louvers and knockouts. Which provides the flexibility needed for both prototype and series production.
2.2 CNC bending: precision forming without rework
After cutting, panels move to CNC press brake forming. TPS uses offline programming and bend simulation to ensure that the first physical part matches the CAD model. Bend radius selection, hole‑to‑bend clearance, and flange length are reviewed during DFM before bending begins. This is particularly important for data center cabinets, where multiple panels. Front door, rear door, side panels, and internal mounting rails — must assemble into a square, rigid frame. A bend angle deviation of ±0.5° on one panel can compound across four corners. Which producing a cabinet that racks visibly out of square. By controlling the entire process chain, TPS maintains bend angle consistency within ±0.5° and dimensional tolerances of ±0.2–0.4 mm across production batches. For a deeper technical reference on how bending integrates into electronics enclosure manufacturing, see the detailed guide on EMS sheet metal processing for electronics enclosures.
2.3 Welding and joining: structural integrity with documented quality
Welding is the stage where structural integrity is built and where many fabricators introduce distortion that compromises final fit. TPS applies MIG welding for structural frame connections. Such as joining the cabinet’s top and bottom frames to the corner posts. And TIG welding for cosmetic or precision joints, such as door frame corners that are visible to the end customer. Welding parameters controlled through documented procedures, and fixtures designed to hold parts in position during cooling, minimizing distortion. For a detailed comparison of welding techniques relevant to sheet metal fabrication, refer to the technical guides on MIG welding and MIG vs TIG welding.
2.4 Surface finishing and assembly: powder coating, hardware, and final inspection
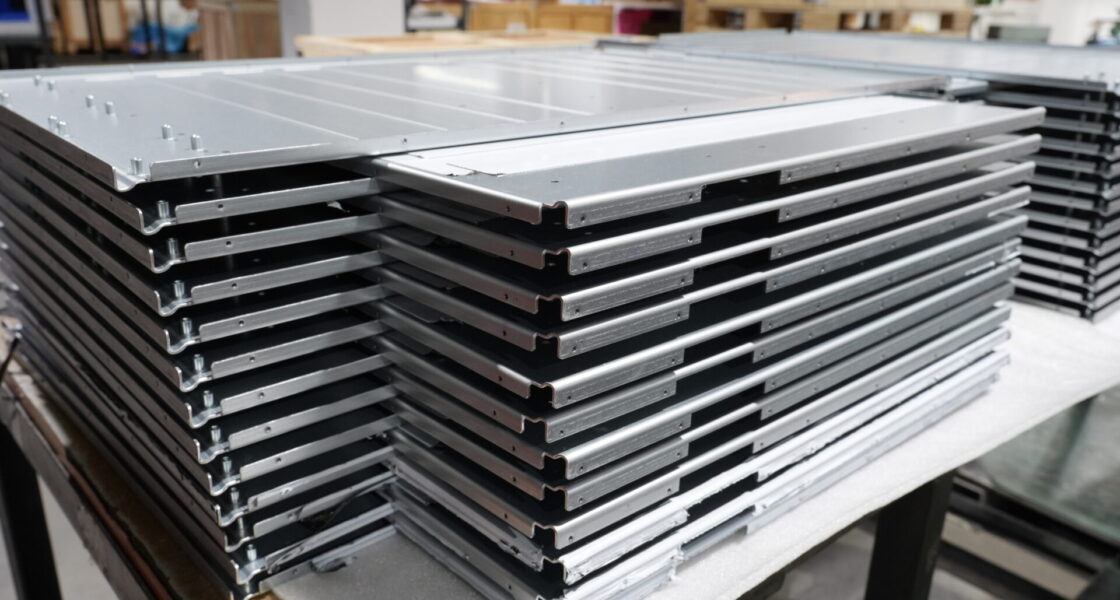
The final stages of TPS’s integrated workflow include deburring, surface preparation, powder coating in RAL 7035 light gray (the standard finish for data center cabinets), hardware insertion (PEM nuts, studs, and cage nuts), and final assembly. The powder coating process calibrated to deliver uniform thickness across all panels, ensuring that grounding continuity is maintained at mating surfaces — a critical detail for cabinets that will house power distribution equipment and must meet the safety requirements of IEC 60204‑1 and IEC 61439. First Article Inspection (FAI) is performed on the first cabinet of every production batch, with dimensional reports and material certificates provided as part of the documentation package. PPAP is available on request.
3. Measurable results and procurement impact
The transition from a three‑supplier chain to TPS’s integrated fabrication workflow produced measurable improvements. The integrator’s incoming inspection data showed a significant reduction in non‑conformance reports related to dimensional issues. Cabinets arrived square, with consistent door alignment and mounting rail spacing verified against the 19‑inch EIA‑310‑D standard. The number of hours the integrator spent on rework — adjusting mounting rails, re‑aligning door frames, and touching up surface finishes — was dramatically reduced. And the documentation package supplied with each cabinet lot supported the integrator’s own compliance submissions for CE marking and customer acceptance.
For procurement teams evaluating sheet metal partners at the BoFu stage, this case illustrates three decision criteria beyond unit price. First, an integrated process chain eliminates the tolerance stack‑up that occurs when cutting, bending, and welding are performed by separate suppliers. Second, DFM feedback during the quoting phase identifies manufacturability issues before material is cut, reducing lead time and scrap. Third, documented inspection — FAI, dimensional reports, and material certificates — provides objective evidence of conformance, supporting both internal quality audits and end‑customer acceptance. For further reading on how TPS structures integrated fabrication workflows, see the overview on EMS sheet metal processing for electronics enclosures and the detailed case study on EMS sheet metal processing and tube bending.
4. RFQ checklist for cabinet fabrication
- CAD data: 3D STEP files and 2D DXF drawings with GD&T annotations for critical features (door alignment, mounting rail positions).
- Material specification: Steel grade (e.g., S235, S355, DC01), sheet thickness, and surface finish requirements (standard RAL 7035 powder coating).
- Quantities and schedule: Prototype quantity, pilot run volume, series production volume, and target delivery dates.
- Inspection requirements: FAI, dimensional reports, material certificates, PPAP if applicable.
- Hardware and assembly: PEM inserts, cage nuts, mounting rails, grounding studs, and any sub‑assembly requirements.
- Applicable standards: EIA‑310‑D (19‑inch mounting), IEC 60204‑1 (machine safety), IEC 61439 (low‑voltage switchgear), UL 508A if applicable.
5. FAQ
What thickness of steel can TPS laser‑cut for cabinet fabrication?
TPS laser cutting processes sheet steel from 0.8 mm to 8 mm, covering the full range needed for data center cabinet panels, mounting brackets, and structural components. For thicker structural members, alternative cutting processes such as plasma or punching are available.
How does TPS ensure consistent cabinet dimensions across production batches?
By controlling the complete process chain — cutting, bending, welding, and finishing — under one quality system, TPS eliminates the tolerance stack‑up that occurs between separate suppliers. Bend angles are maintained within ±0.5°, and dimensional tolerances within ±0.2–0.4 mm, verified by First Article Inspection on every production batch.
Can TPS integrate customer‑specified hardware into the cabinet during fabrication?
Yes. TPS performs hardware insertion — PEM nuts, studs, cage nuts, and grounding hardware — as part of the integrated fabrication process. This ensures that mounting points are accurately positioned relative to the cabinet structure, eliminating the need for post‑delivery drilling or rework.
What documentation is provided with cabinet deliveries?
Standard documentation includes dimensional reports, material certificates, and FAI reports. PPAP documentation is available on request. For cabinets that will house power distribution equipment, TPS provides documentation supporting compliance with IEC 60204‑1 and IEC 61439 requirements.
Where can I learn more about TPS sheet metal fabrication capabilities?
Visit the TPS sheet metal processing service page, or read the technical guides on EMS sheet metal processing for electronics enclosures and integrated tube bending and sheet metal fabrication.


