Systemintegratoren und Schaltschrankbauer wissen, dass ein Rechenzentrumsschrank mehr ist als ein Stahlgehäuse. Er ist die strukturelle Plattform für Stromverteilung, Kabelmanagement, Wärmekontrolle und Gerätesicherheit. Als ein großer Systemintegrator eine neue Generation modularer Rechenzentren einführen wollte, erwartete er, dass die Schrank-Lieferkette der unkomplizierte Teil des Projekts sein würde. Stattdessen wurde sie zum Engpass. Ein Lieferant schnitt die Platten per Laser. The Ein anderer übernahm das Biegen. Ein dritter kümmerte sich um Schweißen und Pulverbeschichten. Toleranzabweichungen summierten sich über die gesamte Kette. Schränke kamen mit Türrahmen an, die nicht rechtwinklig schlossen, mit Montageschienen, die unterlegt werden mussten. Und mit Oberflächen, die zwischen den Chargen variierten. Was Wochen an Integrationszeit verschwendete und die Projektmarge mit jedem Nacharbeitszyklus schmälerte.
Die steel plate cutting service von TPS Elektronik wurden eingesetzt, um diese fragmentierte Lieferkette zu konsolidieren. Durch die Kombination von Faserlaserschneiden, CNC-Abkantpressen-Formgebung, MIG- und WIG-Schweißen und Pulverbeschichtung unter einem einzigen Qualitätsmanagementsystem — zertifiziert nach ISO 9001 und IATF 16949. Eliminierte TPS die Schnittstellenrisiken, die Nacharbeit und Verzögerungen verursachten. Diese Fallstudie beschreibt, wie TPS die Fertigung von Rechenzentrumsschränken für eine große Industrieinstallation optimiert hat und warum integrierte Blechverarbeitung in der BoFu-Phase der Lieferantenbewertung entscheidend ist.
1. Die Herausforderung der Lieferkette: fragmentierte Schrankfertigung
Das neue modulare Rechenzentrumsdesign des Integrators erforderte 42U-Schränke, die mit präzisen Maßtoleranzen gefertigt wurden. Eine Fehlausrichtung des Türrahmens von nur 2 mm würde verhindern, dass der Verriegelungsmechanismus einrastet. Ein Montageschienenabstand außerhalb des EIA‑310‑D-Standards von 465 mm würde Server-Slide-Rails klemmen lassen. Und Inkonsistenzen in der Oberflächenbeschaffenheit zwischen den Chargen würden die kosmetischen Abnahmekriterien des Endkunden nicht bestehen.
Zunächst beschaffte der Integrator die Schrankfertigung über drei separate Lieferanten: einen für das Laserschneiden von Stahlplatten, einen für das Abkantpressen-Biegen und einen dritten für Schweißen und Pulverbeschichten. Diese fragmentierte Kette brachte mehrere Quellen für Maßabweichungen mit sich. Der Schneid-Lieferant arbeitete nach einer eigenen Toleranzinterpretation. The Der Biegebetrieb wendete eine andere Biegezugabe an. Das Schweißhaus kompensierte kumulierte Fehler mit zusätzlichen Vorrichtungen. Als die fertigen Schränke ankamen, musste das eigene Qualitätsteam des Integrators jede Einheit vermessen, unterlegen und anpassen. Was pro Schrank Stunden an zusätzlicher Arbeit bedeutete und den gesamten Einsatzzeitplan verzögerte. Die Situation wurde dadurch erschwert, dass der Kunde gleichzeitig die Elektronikmontage, die Integration der Stromverteilung und die Feldinstallation managte. All dies hing davon ab, dass die Schränke rechtzeitig bereitstanden.
2. Die TPS-Lösung: integrierter Stahlplatten-Zuschnitt und Fertigung
TPS Elektronik schlug vor, die gesamte Schrankfertigungskette in einen einzigen EMS-Workflow zu konsolidieren. Statt drei Lieferanten mit drei Qualitätssystemen würde ein Partner die Verantwortung für den Stahlplatten-Zuschnitt, das CNC-Biegen, Schweißen, die Oberflächenveredelung, Montage und dokumentierte Prüfung übernehmen. Der integrierte Ansatz von TPS stellt sicher, dass Elektronik und Mechanik perfekt aufeinander abgestimmt sind. Von einzelnen Metallteilen bis hin zu kompletten schlüsselfertigen Schaltschrankprojekten, alles unter dokumentierten Qualitätsprozessen nach ISO 9001 und IATF 16949.[reference:5]
2.1 Laserschneiden: gleichbleibende Kantenqualität und Planheit
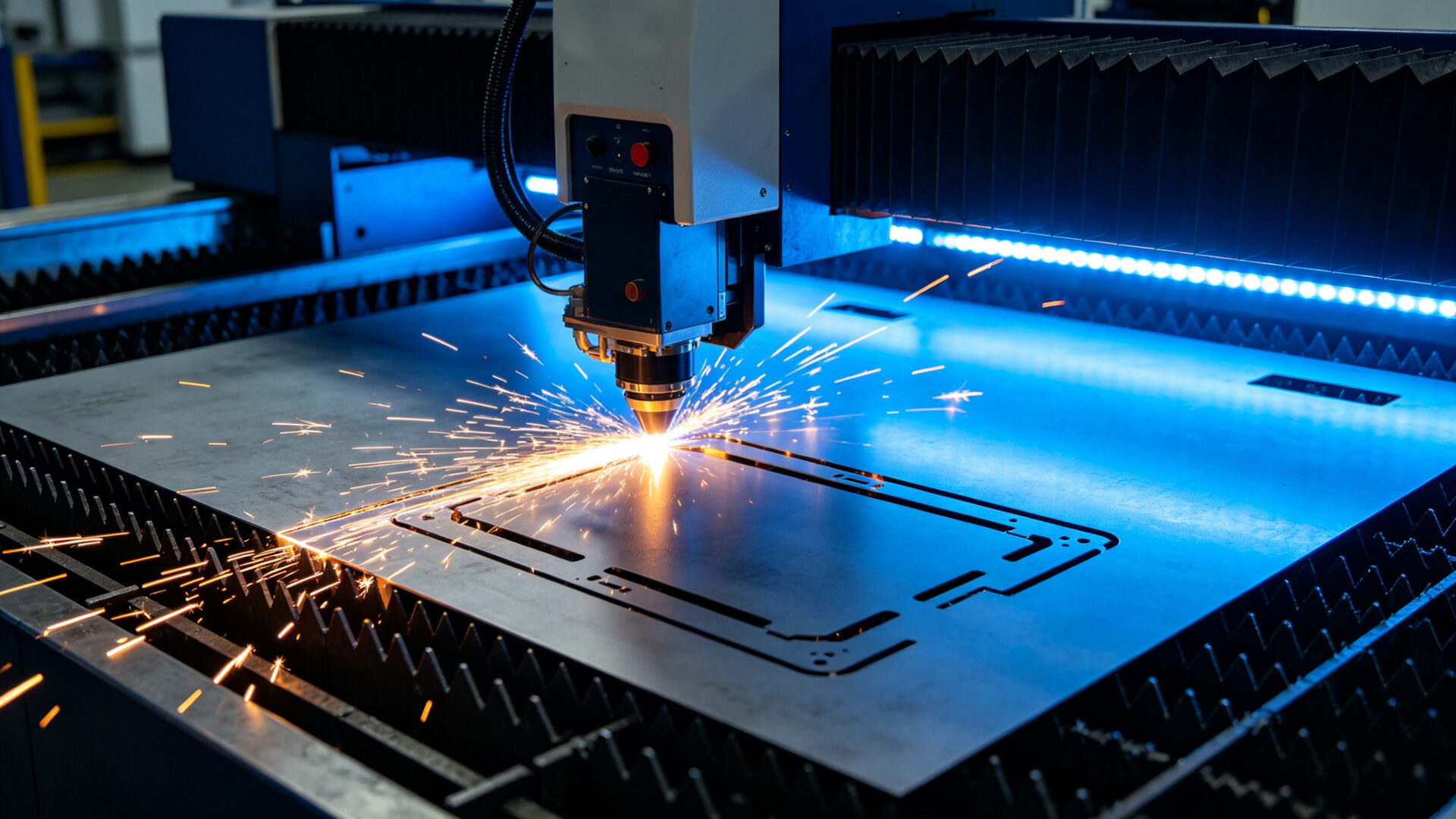
Der erste Schritt bestand darin, den gesamten Stahlplatten-Zuschnitt unter einem Dach mit Faserlaser-Technologie zusammenzuführen. Die Laserschneidfähigkeit von TPS erreicht Toleranzen von ±0,1–0,2 mm bei kaltgewalzten Stahlblechen von 0,8 mm bis 8 mm Dicke. Für die Schrankplatten — typischerweise 1,5 mm bis 3,0 mm kaltgewalzter Stahl — stellte dieser Toleranzbereich sicher, dass Türrahmen, Seitenwände und Montagehalterungen alle mit gleichbleibender Kantenqualität und Planheit aus der Schneidstufe hervorgingen. Anders als in der vorherigen Lieferkette, in der das Schneidwerk keine Einsicht hatte, wie seine Teile nachgelagert geformt werden würden, programmierten die TPS-Ingenieure die Laserbahnen mit Blick auf Biegen und Schweißen: Mikro-Tab-Positionen wurden so gewählt, dass sie nicht mit Biegelinien interferierten, und Lochgeometrien wurden vor dem Materialzuschnitt gegen den Hardware-Einfügeplan verifiziert. Das hauseigene Faserlaserschneiden, kombiniert mit Revolver- und hydraulischem Stanzen für Lüftungsschlitze und Ausbrüche, bietet die Flexibilität, die sowohl für den Prototypen- als auch den Serienbau erforderlich ist.
2.2 CNC-Biegen: Präzisionsumformung ohne Nacharbeit
Nach dem Schneiden gehen die Platten zur CNC-Abkantpressen-Formgebung. TPS verwendet Offline-Programmierung und Biegesimulation, um sicherzustellen, dass das erste physische Teil dem CAD-Modell entspricht. Die Auswahl des Biegeradius, der Loch-zu-Biegung-Abstand und die Flanschlänge werden während des DFM vor dem Biegen überprüft. Dies ist besonders wichtig für Rechenzentrumsschränke, bei denen mehrere Platten — Vordertür, Rücktür, Seitenwände und interne Montageschienen — zu einem rechtwinkligen, starren Rahmen montiert werden müssen. Eine Biegewinkelabweichung von ±0,5° an einer Platte kann sich über vier Ecken aufsummieren und einen Schrank erzeugen, der sichtbar aus dem Winkel gerät. Durch die Kontrolle der gesamten Prozesskette hält TPS die Biegewinkel-Konsistenz innerhalb von ±0,5° und Maßtoleranzen von ±0,2–0,4 mm über die Produktionschargen hinweg ein. Für eine tiefergehende technische Referenz, wie das Biegen in die Elektronikgehäuse-Fertigung integriert wird, siehe den detaillierten Leitfaden zur EMS-Blechverarbeitung für Elektronikgehäuse.

2.3 Schweißen und Fügen: strukturelle Integrität mit dokumentierter Qualität
Das Schweißen ist die Phase, in der die strukturelle Integrität aufgebaut wird und in der viele Fertiger Verzug verursachen, der die Endpassung beeinträchtigt. TPS setzt MIG-Schweißen für strukturelle Rahmenverbindungen ein — wie das Verbinden der oberen und unteren Schrankrahmen mit den Eckpfosten — und WIG-Schweißen für kosmetische oder Präzisionsverbindungen, wie Türrahmenecken, die für den Endkunden sichtbar sind. Die Schweißparameter werden durch dokumentierte Verfahren kontrolliert, und Vorrichtungen werden so konstruiert, dass sie die Teile während des Abkühlens in Position halten und den Verzug minimieren. Für einen detaillierten Vergleich der für die Blechfertigung relevanten Schweißtechniken siehe die technischen Leitfäden zu MIG-Schweißen und MIG vs. WIG-Schweißen.
2.4 Oberflächenveredelung und Montage: Pulverbeschichten, Hardware und Endprüfung
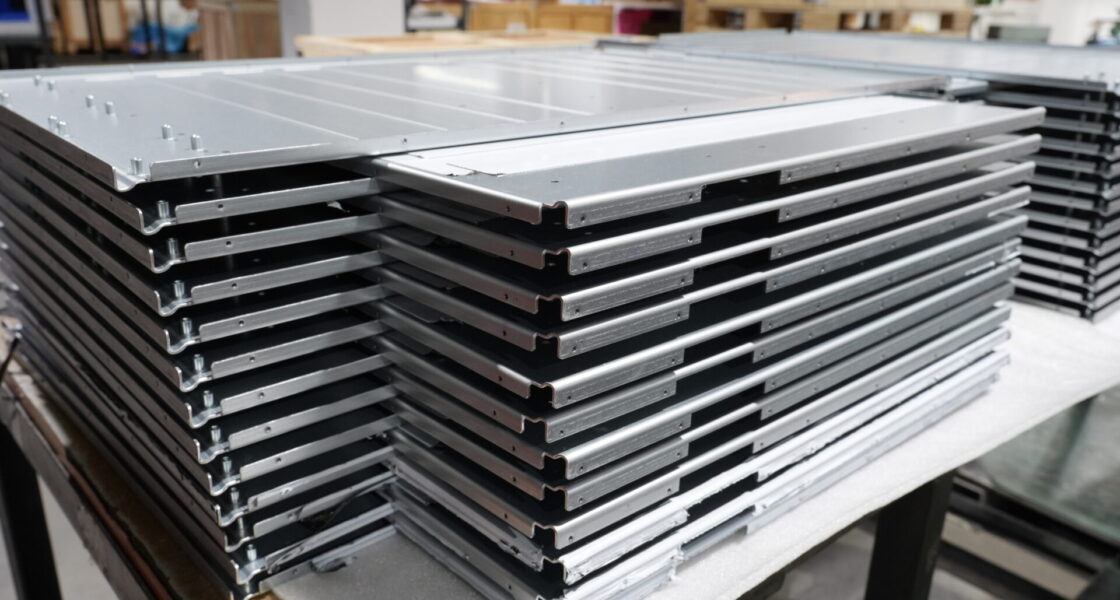
Die letzten Stufen des integrierten Workflows von TPS umfassen Entgraten, Oberflächenvorbereitung, Pulverbeschichtung in RAL 7035 Lichtgrau (die Standardausführung für Rechenzentrumsschränke), Hardware-Einfügen (PEM-Muttern, Stehbolzen und Käfigmuttern) und die Endmontage. Der Pulverbeschichtungsprozess ist so kalibriert, dass er eine gleichmäßige Schichtdicke auf allen Platten liefert und sicherstellt, dass die Erdungsdurchgängigkeit an den Kontaktflächen erhalten bleibt. Ein kritisches Detail für Schränke, die Stromverteilungsausrüstung enthalten und die Sicherheitsanforderungen der IEC 60204‑1 und IEC 61439 erfüllen müssen. Eine Erstmusterprüfung (First Article Inspection, FAI) wird am ersten Schrank jeder Produktionscharge durchgeführt, wobei Maßprotokolle und Materialzertifikate als Teil des Dokumentationspakets bereitgestellt werden. PPAP ist auf Anfrage erhältlich.
3. Messbare Ergebnisse und Auswirkungen auf die Beschaffung
Der Übergang von einer Drei-Lieferanten-Kette zum integrierten Fertigungs-Workflow von TPS brachte messbare Verbesserungen. Die Wareneingangs-Prüfdaten des Integrators zeigten einen signifikanten Rückgang der Nichtkonformitätsberichte im Zusammenhang mit Maßabweichungen. The Die Schränke kamen rechtwinklig an, mit gleichbleibender Türflucht und Montageschienenabständen, die gegen den 19-Zoll-EIA‑310‑D-Standard verifiziert waren. Die Anzahl der Stunden, die der Integrator für Nacharbeit aufwendete — Justieren von Montageschienen, Neuausrichten von Türrahmen und Ausbessern von Oberflächen — wurde drastisch reduziert. Und das mit jedem Schrank-Los gelieferte Dokumentationspaket unterstützte die eigenen Compliance-Einreichungen des Integrators für die CE-Kennzeichnung und die Kundenabnahme.
Für Beschaffungsteams, die Blechpartner in der BoFu-Phase bewerten, veranschaulicht dieser Fall drei Entscheidungskriterien jenseits des Stückpreises. Erstens eliminiert eine integrierte Prozesskette die Toleranzakkumulation, die auftritt, wenn Schneiden, Biegen und Schweißen von getrennten Lieferanten ausgeführt werden. Zweitens identifiziert das DFM-Feedback während der Angebotsphase Fertigbarkeitsprobleme, bevor Material geschnitten wird, und reduziert so Durchlaufzeit und Ausschuss. Drittens liefert die dokumentierte Prüfung — FAI, Maßprotokolle und Materialzertifikate. Einen objektiven Konformitätsnachweis, der sowohl interne Qualitätsaudits als auch die Endkundenabnahme unterstützt. Für weiterführende Informationen, wie TPS integrierte Fertigungs-Workflows strukturiert, siehe die Übersicht zur EMS-Blechverarbeitung für Elektronikgehäuse und die detaillierte Fallstudie zur EMS-Blechbearbeitung und Rohrbiegen.
4. RFQ-Checkliste für die Schrankfertigung
- CAD-Daten: 3D-STEP-Dateien und 2D-DXF-Zeichnungen mit GD&T-Anmerkungen für kritische Merkmale (Türflucht, Montageschienenpositionen).
- Materialspezifikation: Stahlsorte (z. B. S235, S355, DC01), Blechdicke und Oberflächenanforderungen (Standard RAL 7035 Pulverbeschichtung).
- Stückzahlen und Zeitplan: Prototypenmenge, Pilotserienvolumen, Serienproduktionsvolumen und Ziel-Liefertermine.
- Prüfanforderungen: FAI, Maßprotokolle, Materialzertifikate, PPAP falls zutreffend.
- Hardware und Montage: PEM-Einpressmuttern, Käfigmuttern, Montageschienen, Erdungsbolzen und etwaige Unterbaugruppen-Anforderungen.
- Anwendbare Normen: EIA‑310‑D (19-Zoll-Montage), IEC 60204‑1 (Maschinensicherheit), IEC 61439 (Niederspannungs-Schaltgeräte), UL 508A falls zutreffend.
5. FAQ
Welche Stahldicken kann TPS für die Schrankfertigung laser-schneiden?
TPS laser-schneidet Stahlblech von 0,8 mm bis 8 mm und deckt damit den gesamten Bereich ab, der für Rechenzentrumsschrank-Platten, Montagehalterungen und Strukturkomponenten benötigt wird. Für dickere Strukturteile stehen alternative Schneidverfahren wie Plasma- oder Stanzschneiden zur Verfügung.
Wie stellt TPS gleichbleibende Schrankabmessungen über Produktionschargen hinweg sicher?
Durch die Kontrolle der gesamten Prozesskette — Schneiden, Biegen, Schweißen und Oberflächenveredelung — unter einem Qualitätssystem eliminiert TPS die Toleranzakkumulation, die zwischen getrennten Lieferanten auftritt. Biegewinkel werden innerhalb von ±0,5° und Maßtoleranzen innerhalb von ±0,2–0,4 mm gehalten, verifiziert durch eine Erstmusterprüfung an jeder Produktionscharge.
Kann TPS kundenspezifische Hardware während der Fertigung in den Schrank integrieren?
Ja. TPS führt das Einbringen von Hardware — PEM-Muttern, Stehbolzen, Käfigmuttern und Erdungshardware — als Teil des integrierten Fertigungsprozesses durch. Dies stellt sicher, dass die Montagepunkte genau relativ zur Schrankstruktur positioniert sind und eliminiert die Notwendigkeit von Nachbohren oder Nacharbeit nach der Lieferung.
Welche Dokumentation wird mit den Schranklieferungen bereitgestellt?
Die Standarddokumentation umfasst Maßprotokolle, Materialzertifikate und FAI-Berichte. PPAP-Dokumentation ist auf Anfrage erhältlich. Für Schränke, die Stromverteilungsausrüstung beherbergen, stellt TPS Dokumentation bereit, die die Konformität mit den Anforderungen der IEC 60204‑1 und IEC 61439 unterstützt.
Wo finde ich weitere Informationen zu den Blechfertigungsfähigkeiten von TPS?
Besuchen Sie die TPS-Serviceseite für Blechverarbeitung oder lesen Sie die technischen Leitfäden zur EMS-Blechverarbeitung für Elektronikgehäuse und zur integrierten Rohrbiege- und Blechfertigung.


