
For procurement teams and system integrators, sourcing precision mechanical components such as enclosures, heat sinks, and busbars often becomes a hidden bottleneck. Electronic assemblies cannot function reliably if machined parts arrive with dimensional errors, inconsistent finishes, or missing documentation. When mechanical and electronic sourcing remain separate, integration risks multiply before the pilot build even begins.
TPS (a china cnc milling service factory) Elektronik’s EMS CNC milling service eliminates these disconnects. By running precision machining and electronics assembly under one roof, we close the gap between mechanical tolerances and electrical requirements. This approach reduces supplier interfaces, shortens lead times, and produces components that fit correctly the first time.
1. What TPS EMS CNC milling service is and why integration matters
The TPS EMS CNC milling service is a fully integrated manufacturing capability within our Electronic Manufacturing Services (EMS) portfolio. It is not a standalone machining operation. Precision-machined components — heat sinks, enclosures, mounting brackets, busbars, and fixtures — are designed, machined, inspected, and delivered in coordination with your PCB assembly, cable harnessing, and system integration requirements.
This integration creates a fundamental difference from sourcing parts from a pure machine shop. A job shop delivers parts to a drawing. China cnc milling service factory TPS delivers parts verified to fit into your electronic assembly workflow. Inspection reports reference the same datums used by assembly fixtures. Thermal and grounding requirements flow into the machining plan before any metal is cut. When you send an RFQ for a power electronics assembly, mechanical parts are evaluated together with the electronics they must support.

For procurement teams managing multiple vendors, this consolidation reduces supply chain friction. One partner provides DFM feedback that spans both machining constraints and PCB assembly needs. Critical features — mounting surfaces, connector cutouts, thermal interfaces — are inspected against the same quality standards applied to your electronics.
For a broader technical perspective, see our guides on types of milling machines and top CNC milling machine options.
2. CNC milling vs CNC turning: selecting the right process
Many projects require both prismatic and rotational parts. Selecting the wrong process wastes material and increases cost. Understanding the practical difference between CNC milling and turning helps optimize sourcing decisions.
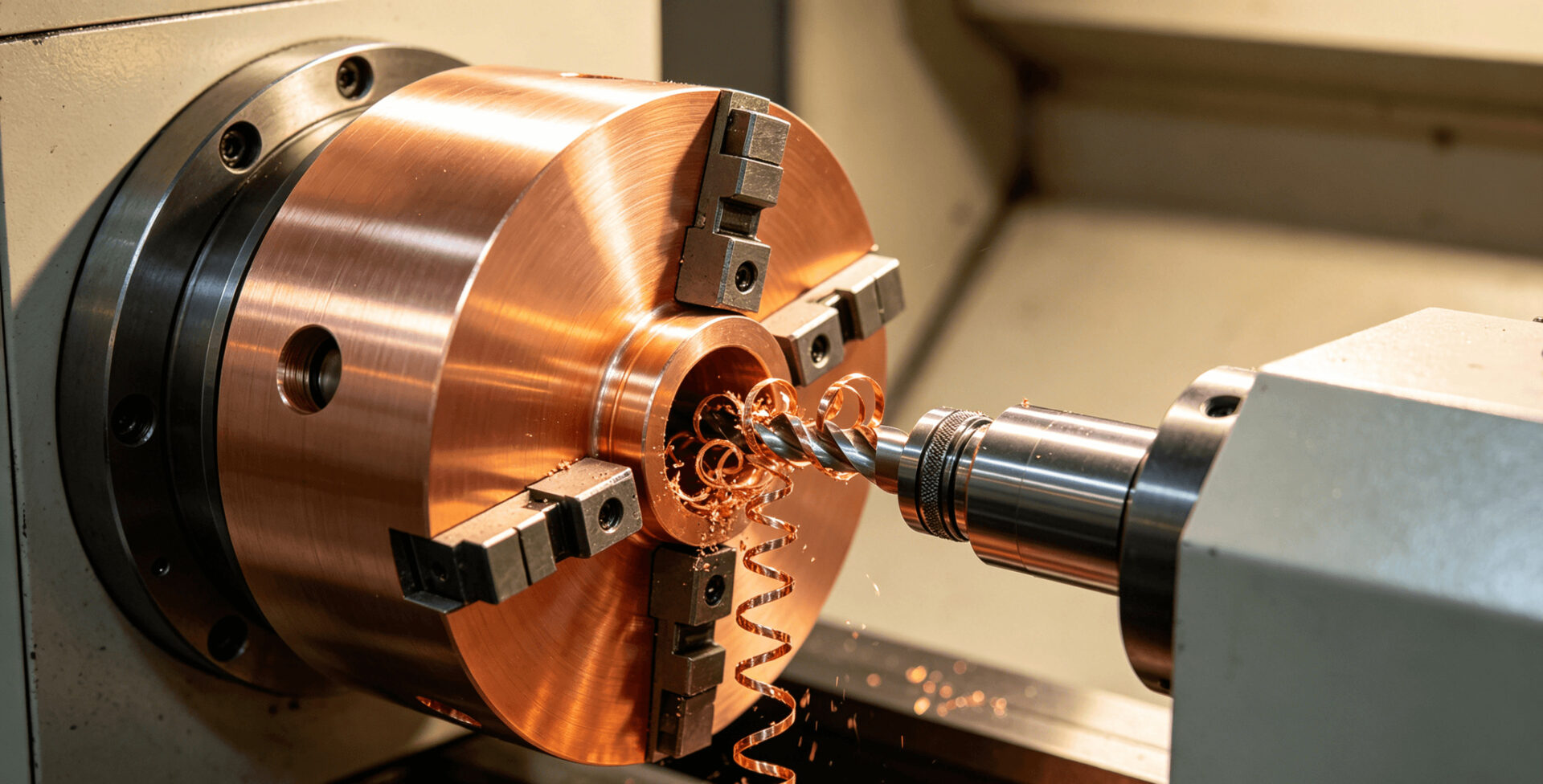
During CNC milling, the workpiece stays fixed while a rotating cutting tool removes material. It is the preferred method for enclosures, panels, heat sinks, and brackets. Flat surfaces, pockets, slots, and complex 3D contours all produced by milling. Modern equipment includes 3-axis machines for basic prismatic parts and 4-axis or 3+2 positioning for components requiring angled features.
During CNC turning, the workpiece spins at high speed while a stationary tool shapes it. This process creates cylindrical parts such as standoffs, spacers, bushings, and connector bodies. When a cylindrical sensor housing needs off-axis drilled holes or milled flats, a combined mill-turn approach reduces setups and improves consistency.
Savvy procurement teams identify which parts in their BOM fall into each category. Bundling both milling and turning with one supplier eliminates intermediate inspections between vendors. It also ensures that prismatic and rotational components share the same material batch, surface finish specifications, and quality documentation framework.
For a deeper comparison of equipment types, refer to our guide to milling machine types.
3. Material capabilities: aluminum, copper, steel, and engineering plastics
Material selection determines machinability, thermal performance, weight, and cost. TPS machines a broad range of metals and engineering plastics, using specific cutting parameters and tooling strategies for each material group. The most common categories for electronics applications are summarized below.
3.1 Aluminum: the standard for electronics enclosures and heat sinks
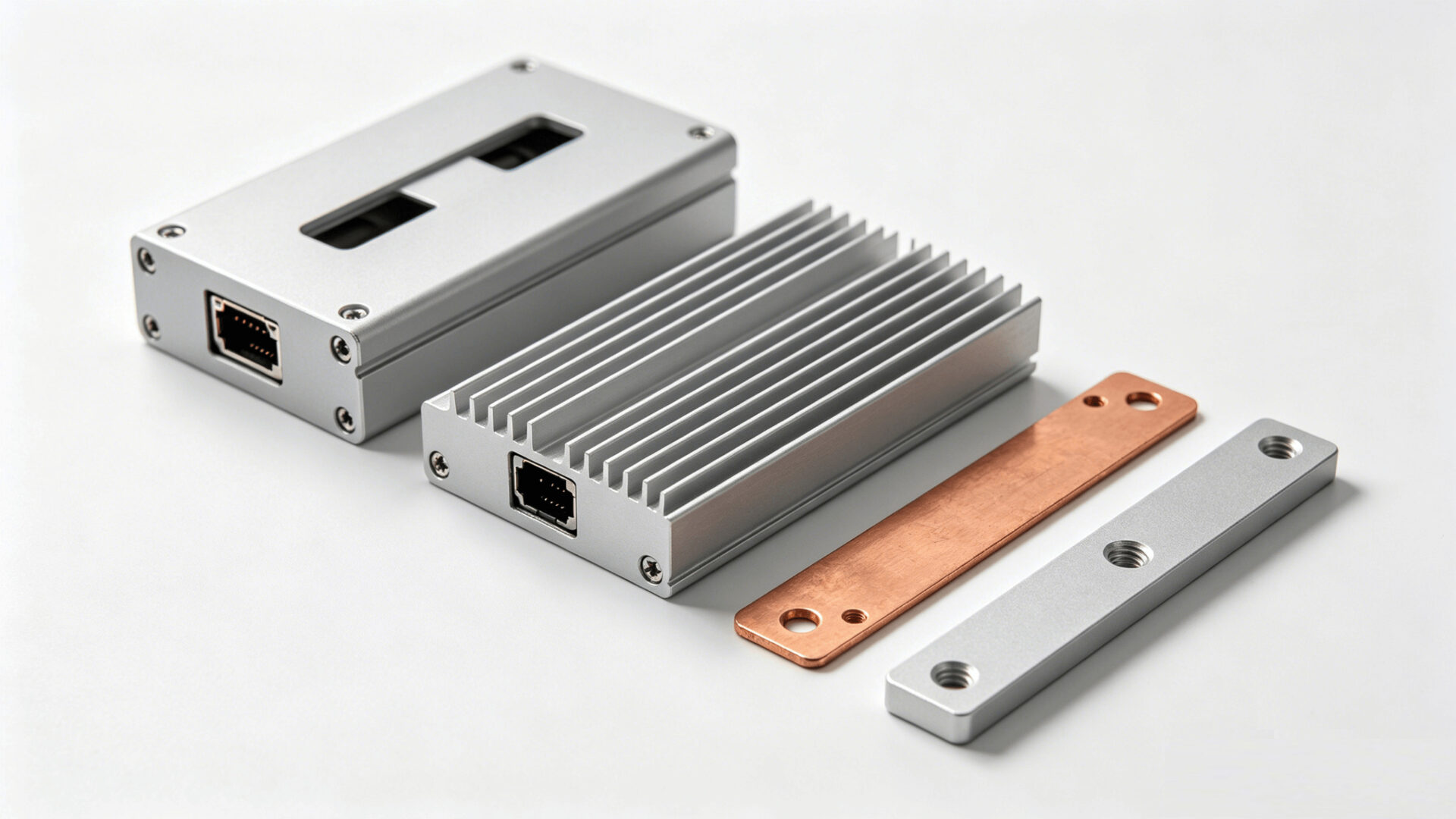
Aluminum alloys — including AL6061 and AL6063 — are the most frequently machined materials for electronics. They offer an excellent strength-to-weight ratio, good thermal conductivity, natural corrosion resistance, and high machinability. TPS routinely produces finned heat sinks, IP-rated enclosures, front panels, and structural brackets from aluminum extrusions and plate stock.
After machining, aluminum parts can anodized for surface hardness and appearance, powder-coated in RAL 7035 or custom colors, or chem-film treated for improved corrosion resistance. These finishing options managed within the same production flow, eliminating the need to ship parts to a separate finishing vendor.
3.2 Copper: high-conductivity busbars and thermal components
For power electronics applications, copper is indispensable. Its electrical and thermal conductivity — roughly double that of aluminum — makes it the material of choice for busbars, heat spreaders, and high-current connectors. TPS machines copper components from solid stock, optimizing geometry for minimal impedance and efficient heat transfer.
Copper presents unique machining challenges. It is softer than steel and tends to gum cutting tools if speeds and feeds are incorrect. TPS uses sharp, polished carbide tooling and controlled coolant delivery to produce clean edges and consistent surface finishes on copper parts. For applications requiring both conductivity and wear resistance, tellurium copper or chromium copper alloys may be specified.
3.3 Stainless steel: strength and corrosion resistance for harsh environments
Stainless steel — typically 304 or 316 grades — specified when components must withstand mechanical stress, high temperatures, or corrosive environments. Common applications include mounting hardware for outdoor equipment, medical device chassis components, and food-grade machinery parts.
Stainless steel is harder to machine than aluminum. It requires slower cutting speeds, rigid fixturing, and specialized carbide or ceramic tooling. TPS’s machining centers are equipped with the spindle power and coolant systems necessary for consistent stainless steel production. Post-machining treatments such as passivation or electropolishing enhance corrosion resistance.
4. Precision and tolerances: ISO 2768, GD&T, and inspection methods
Precision in CNC machining defined by tolerances — the permissible variation from a nominal dimension. For electronics enclosures, even small deviations create assembly problems: PCBs do not align with mounting standoffs, connector cutouts shift relative to board-mounted ports, and thermal pads lose contact with heat sink surfaces.
TPS achieves tolerances as tight as ±0.005 mm on critical features using high-speed spindles, thermal compensation, and adaptive toolpaths. Standard machining tolerances follow ISO 2768 — the international standard for general tolerances on linear dimensions and geometrical tolerances.
Inspection is not a final step. It integrated throughout the process. TPS uses:
- Coordinate Measuring Machines (CMM) for dimensional verification against CAD models.
- Optical comparators for quick profile and contour checks.
- Laser scanners for complex freeform surfaces.
- In-process probing that checks critical dimensions between machining operations.
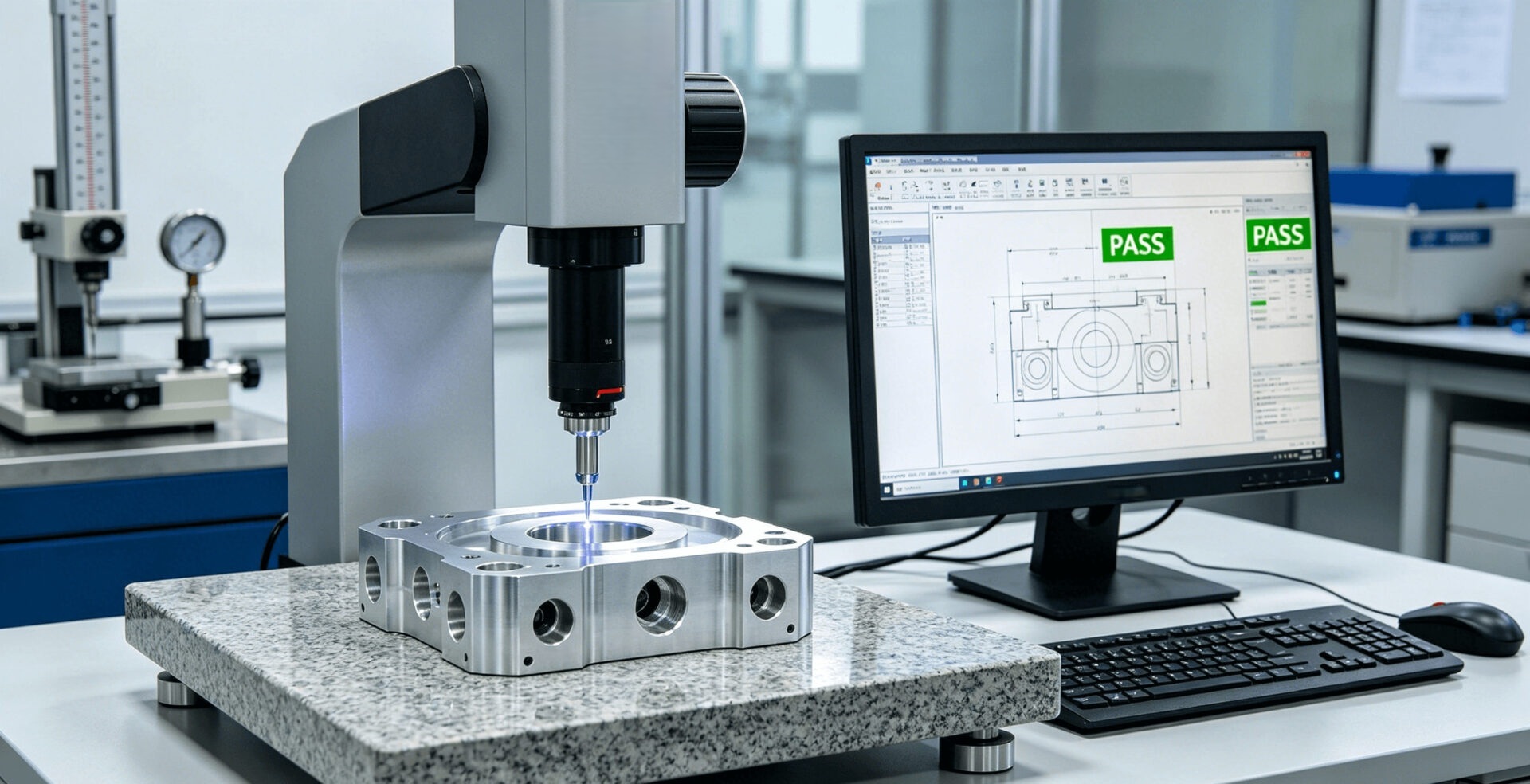
Full dimensional reports provided with every production lot. For projects requiring First Article Inspection (FAI) per AS9102 or PPAP documentation, TPS structures inspection workflows accordingly.
5. DFM and fixture strategy: reducing scrap, rework, and lead time
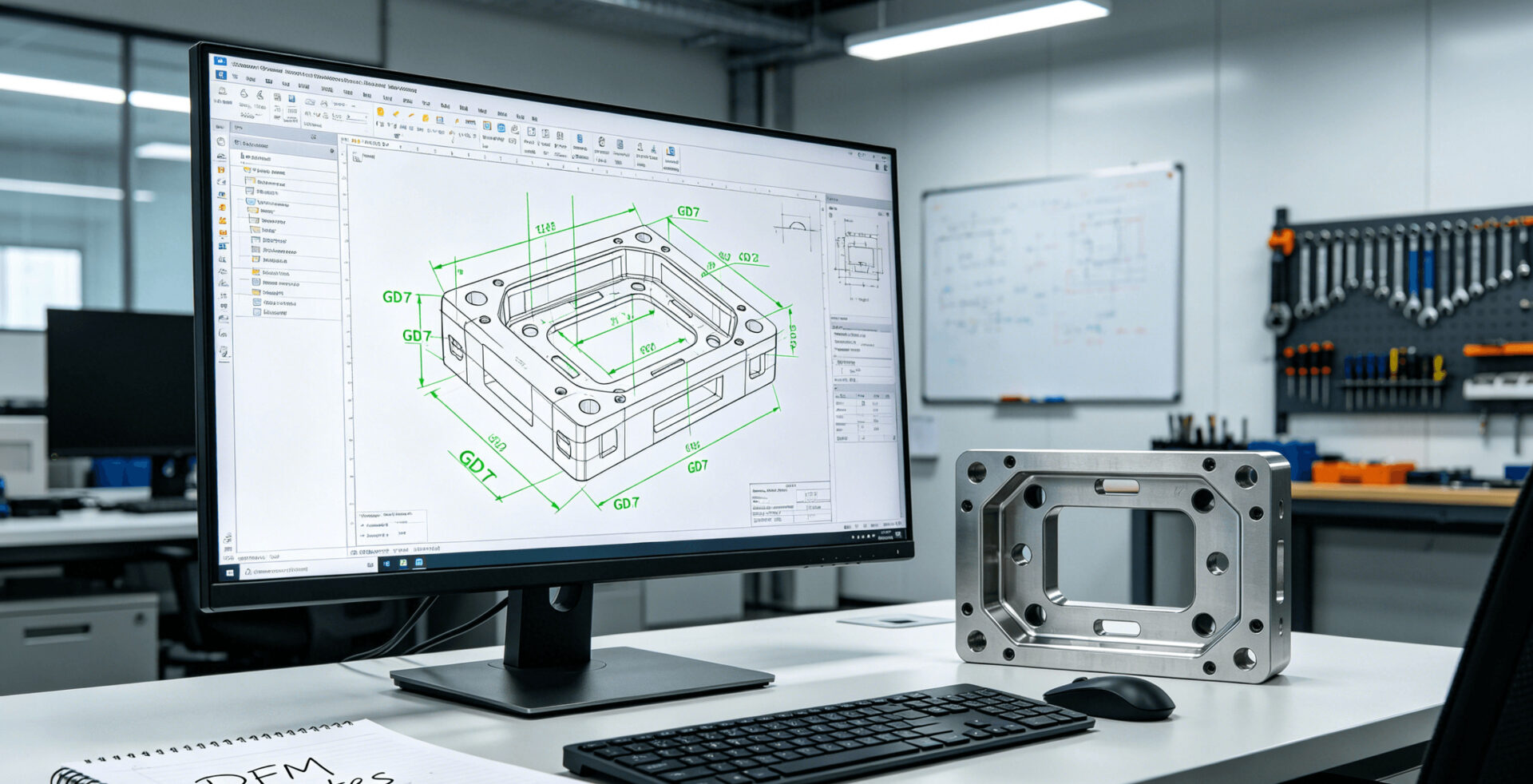
Design for Manufacturability is the most cost-effective intervention point in any CNC machining project. A drawing with over-toleranced features, inaccessible internal corners, or unspecified datum references generates higher quotes, longer lead times, and elevated scrap rates. TPS provides DFM feedback before machining begins, evaluating tolerance chains, tool access, and workholding concepts against the part geometry.
Fixture strategy is equally critical for repeatability. Thin-walled enclosures can distort under clamping pressure without proper support. Parts with multiple setups need consistent location references between operations. TPS designs modular and vacuum fixturing solutions that minimize vibration, reduce setup time, and maintain datum integrity across production runs.
For further detail, see our dedicated resource on EMS CNC milling for electronics: RFQ, DFM & fixture strategy.
6. From prototype to series production: scalable machining workflows
A common procurement challenge is the transition from prototype to volume production. Prototype shops that excel at quick-turn, one-off parts often struggle with series repeatability. Conversely, high-volume production facilities may have minimum order quantities that exceed prototype budgets. TPS bridges this gap.
Prototypes are machined on the same equipment and with the same process documentation used for series production. This means that lessons learned during prototype builds — optimal feeds and speeds, fixture refinements, inspection reference points — transfer directly to pilot runs and full-scale manufacturing. There is no process requalification between phases.
This production approach is documented in our guide on EMS CNC milling: high-precision machining from prototype to production.
7. Certifications and quality management: IATF 16949, ISO 13485, ISO 9001
For regulated industries, machining precision alone is insufficient without a certified quality management system. TPS Elektronik operates under an integrated management system certified to IATF 16949 (automotive quality), ISO 13485 (medical devices), and ISO 9001 (general quality management). These certifications ensure that every machined component is produced under documented, auditable process controls.
For medical device OEMs, ISO 13485 certification means that machining processes support traceability requirements essential for FDA submissions and EU Medical Device Regulation compliance. For automotive suppliers, IATF 16949 ensures that production part approval processes (PPAP) are integrated into the machining workflow.
Safety compliance for CNC-machined electrical equipment follows IEC 60204-1, which specifies requirements for electrical equipment of machines.
8. Application areas: power electronics, medical devices, and industrial automation
TPS CNC milling and turning services span several high-demand sectors:
- Power electronics: Water-cooled and air-cooled heat sinks machined from solid aluminum or copper, laminated busbars for low-inductance power distribution, and custom enclosures designed for thermal management and EMC shielding. TPS designs heat sinks as integrated electro-thermal-mechanical components, optimizing fin geometry for minimal thermal resistance.
- Medical devices: Precision-machined aluminum enclosures, fluidics manifolds, and mounting brackets for diagnostic and surgical equipment. Our ISO 13485 certified processes support the traceability and documentation requirements of FDA 510(k) and EU MDR submissions.
- Industrial automation: Control cabinet panels, DIN-rail mounting plates, sensor housings, and robotic end-effector components. Machined from aluminum, stainless steel, or engineering plastics depending on the operating environment.
- Test and measurement: Instrument housings with precisely positioned connector cutouts, RF shielding enclosures, and custom fixture plates for automated test equipment.
9. RFQ checklist: what to prepare for your CNC machining quotation
To receive an accurate and fast quotation, provide the following information:
- CAD models: 3D models in STEP or IGES format. Native CAD files (SolidWorks, Inventor) are also accepted.
- 2D drawings: PDF or DWG files with GD&T annotations, critical dimensions, and surface finish specifications.
- Material specification: Alloy grade (e.g., AL6061-T6, Cu-ETP, SS304), form (plate, extrusion, bar stock), and any required material certificates.
- Quantities: Prototype quantity, pilot run volume, and target series production volume.
- Surface finishing: Anodizing (type and color), powder coating (RAL code), passivation, electropolishing, or chem-film.
- Inspection requirements: Standard dimensional report, CMM report, FAI per AS9102, PPAP Level 3.
- Certifications: ISO 9001 included as standard; specify if ISO 13485 or IATF 16949 documentation is required.
- Target lead time: Desired delivery date for prototypes and production quantities.
10. Frequently asked questions
What is the difference between TPS CNC milling service and a standard machine shop?
TPS integrates CNC milling within its EMS portfolio. Machined parts are designed, inspected, and delivered in coordination with your PCB assembly and system integration requirements. Inspection reports reference the same datums used by assembly fixtures. Thermal and grounding requirements influence the machining plan. A standalone machine shop delivers parts to a drawing without this assembly context.
What materials can TPS CNC machine?
Aluminum alloys (AL6061, AL6063), copper (Cu-ETP, tellurium copper), stainless steel (304, 316), mild steel, brass, bronze, and selected engineering plastics. Material selection is guided by your application’s mechanical, thermal, and electrical requirements.
What tolerances can TPS achieve?
TPS achieves tolerances as tight as ±0.005 mm on critical features. Standard machining follows ISO 2768 general tolerances. Achievable tolerance depends on part geometry, material, and feature type — tighter tolerances may require additional operations or specialized fixturing.
Can TPS handle both prototype and series production?
Yes. Prototypes machined on the same equipment as series production, using identical process documentation. This ensures a seamless transition from prototype to pilot to volume production without process requalification.
What certifications does TPS hold?
TPS Elektronik certified to IATF 16949 (automotive), ISO 13485 (medical devices), and ISO 9001 (general quality management). These certifications ensure documented, auditable process controls across all machining operations.
Where can I learn more about TPS CNC machining capabilities?
Visit the TPS CNC milling service page or read our technical resources on precision CNC machining and EMS CNC milling for electronics.


