
Der EMS CNC-Frässervice von TPS (A China CNC Milling Service Factory) Elektronik beseitigt diese Brüche. Präzisionsbearbeitung und Elektronikmontage laufen unter einem Dach. Dadurch schließt sich die Lücke zwischen mechanischen Toleranzen und elektrischen Anforderungen. Dieser Ansatz reduziert Lieferantenschnittstellen, verkürzt Durchlaufzeiten und liefert Komponenten, die auf Anhieb korrekt montiert werden können.
1. Was der TPS EMS CNC-Frässervice ist und warum Integration zählt
Der TPS EMS CNC-Frässervice ist eine vollständig integrierte Fertigungsdisziplin innerhalb unseres Electronic Manufacturing Services (EMS) Portfolios. Es handelt sich nicht um einen isolierten Bearbeitungsvorgang. Präzisionsgefräste Komponenten — Kühlkörper, Gehäuse, Montagehalterungen, Stromschienen und Vorrichtungen — werden konstruiert, bearbeitet, geprüft und geliefert — abgestimmt auf Ihre Leiterplattenbestückung, Kabelkonfektion und Systemintegrationsanforderungen.[reference:21]
Diese Integration unterscheidet sich grundlegend von der Teilebeschaffung bei einer reinen Lohnfertigung. Eine Lohnfertigung liefert Teile nach Zeichnung. China cnc milling service factory TPS liefert Teile, deren Passgenauigkeit in Ihren Elektronikmontage-Workflow verifiziert ist. Prüfberichte beziehen sich auf dieselben Bezugspunkte wie Ihre Montagevorrichtungen. Thermische Anforderungen und Erdungsvorgaben fließen in den Bearbeitungsplan ein, bevor Material zerspant wird. Bei einer RFQ für eine leistungselektronische Baugruppe werden mechanische Teile gemeinsam mit der zu unterstützenden Elektronik bewertet.[reference:22]

Für Einkaufsteams, die mehrere Lieferanten managen, reduziert diese Konsolidierung die Lieferkettenreibung. Ein Partner gibt DFM-Feedback, das sowohl Zerspanungsrestriktionen als auch Bestückungsanforderungen umfasst. Kritische Merkmale — Montageflächen, Steckerausschnitte, thermische Schnittstellen — werden nach denselben Qualitätsstandards geprüft wie Ihre Elektronik.
Für einen breiteren technischen Überblick siehe unsere Leitfäden zu Fräsmaschinen im Überblick und den besten CNC-Fräsmaschinen-Optionen.
2. CNC-Fräsen vs. CNC-Drehen: den richtigen Prozess auswählen
Viele Projekte benötigen sowohl prismatische als auch rotationssymmetrische Teile. Die Wahl des falschen Verfahrens verschwendet Material und erhöht die Kosten. Das Verständnis des praktischen Unterschieds zwischen CNC-Fräsen und Drehen hilft, Beschaffungsentscheidungen zu optimieren.[reference:23]
Beim CNC-Fräsen bleibt das Werkstück fixiert. Ein rotierendes Schneidwerkzeug trägt Material ab. Es ist die bevorzugte Methode für Gehäuse, Frontplatten, Kühlkörper und Halterungen. Ebene Flächen, Taschen, Nuten und komplexe 3D-Konturen werden durch Fräsen erzeugt. Moderne Anlagen umfassen 3-Achs-Maschinen für einfache prismatische Teile und 4-Achs- oder 3+2-Positionierung für Komponenten mit schrägen Merkmalen.
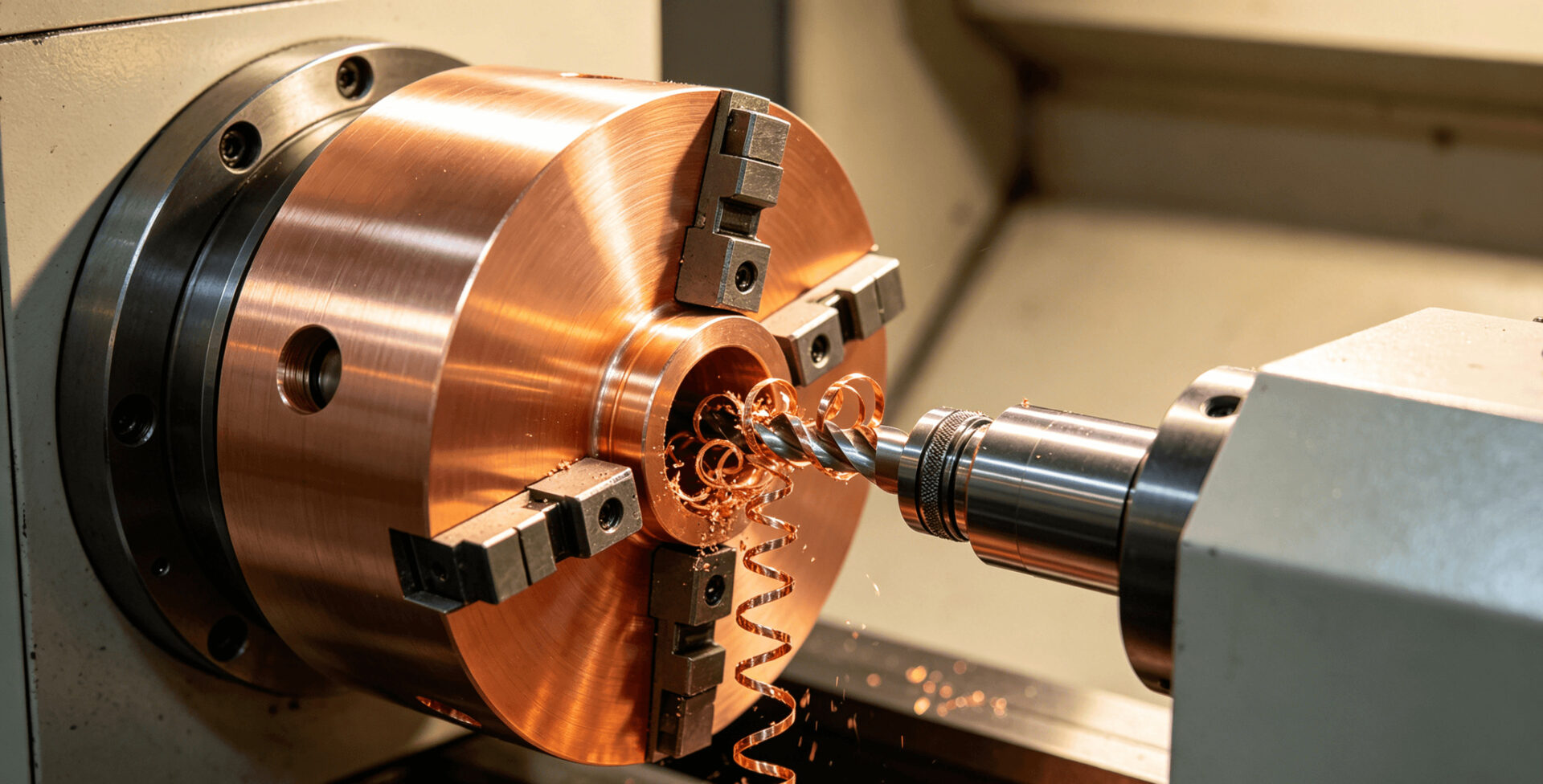
Beim CNC-Drehen rotiert das Werkstück mit hoher Drehzahl. Ein stationäres Werkzeug formt es. Dieses Verfahren erzeugt zylindrische Teile wie Abstandshalter, Buchsen und Steckverbinderkörper. Benötigt ein zylindrisches Sensorgehäuse außermittig gebohrte Löcher oder gefräste Flächen, reduziert ein kombinierter Dreh-Fräs-Ansatz die Rüstvorgänge und verbessert die Konsistenz.
Versierte Einkaufsteams identifizieren, welche Teile ihrer Stückliste in welche Kategorie fallen. Die Bündelung von Fräsen und Drehen bei einem Lieferanten eliminiert Zwischenprüfungen zwischen den Anbietern und stellt sicher, dass prismatische und rotationssymmetrische Komponenten dieselbe Materialcharge, Oberflächenspezifikation und Qualitätsdokumentation teilen.
Für einen tiefergehenden Vergleich der Anlagentypen siehe unsere Übersicht der Fräsmaschinentypen.
3. Materialfähigkeiten: Aluminium, Kupfer, Stahl und technische Kunststoffe
Die Materialauswahl bestimmt Zerspanbarkeit, thermische Leistung, Gewicht und Kosten. TPS bearbeitet eine breite Palette von Metallen und technischen Kunststoffen mit spezifischen Schnittparametern und Werkzeugstrategien für jede Materialgruppe. Die häufigsten Kategorien für Elektronikanwendungen sind nachfolgend zusammengefasst.
3.1 Aluminium: der Standard für Elektronikgehäuse und Kühlkörper
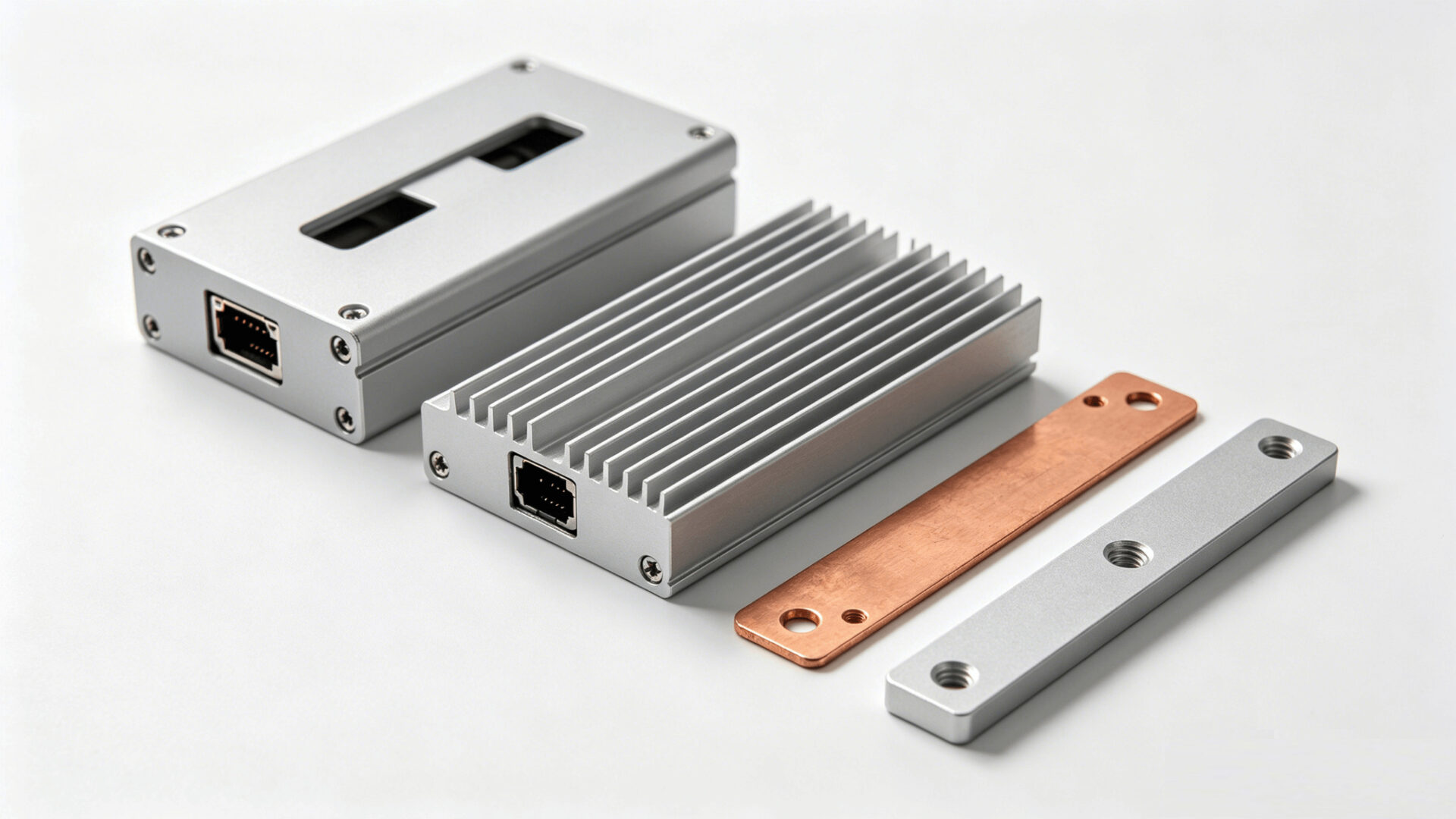
Aluminiumlegierungen — einschließlich AL6061 und AL6063 — sind die am häufigsten bearbeiteten Werkstoffe für die Elektronik. Sie bieten ein ausgezeichnetes Festigkeits-Gewichts-Verhältnis, gute Wärmeleitfähigkeit, natürliche Korrosionsbeständigkeit und hohe Zerspanbarkeit. TPS produziert regelmäßig Rippenkühlkörper, IP-zertifizierte Gehäuse, Frontplatten und strukturelle Halterungen aus Aluminium-Strangpressprofilen und Plattenmaterial.[reference:24]
Nach der Bearbeitung können Aluminiumteile eloxiert, in RAL 7035 oder Sonderfarben pulverbeschichtet oder chemisch behandelt werden. Diese Veredelungsoptionen werden innerhalb desselben Produktionsflusses verwaltet, wodurch der Transport zu einem separaten Veredelungsdienstleister entfällt.
3.2 Kupfer: Hochleitfähige Stromschienen und Thermokomponenten
Für leistungselektronische Anwendungen ist Kupfer unverzichtbar. Seine elektrische und thermische Leitfähigkeit — etwa doppelt so hoch wie die von Aluminium — macht es zum Werkstoff der Wahl für Stromschienen, Wärmespreizer und Hochstromverbinder. TPS bearbeitet Kupferkomponenten aus Vollmaterial und optimiert die Geometrie für minimale Impedanz und effiziente Wärmeübertragung.[reference:25]
Kupfer stellt besondere Zerspanungsanforderungen. Es ist weicher als Stahl und neigt dazu, Schneidwerkzeuge zu verschmieren, wenn Drehzahlen und Vorschübe nicht korrekt sind. TPS setzt scharfe, polierte Hartmetallwerkzeuge und kontrollierte Kühlmittelzufuhr ein, um saubere Kanten und gleichmäßige Oberflächen auf Kupferteilen zu erzielen.
3.3 Edelstahl: Festigkeit und Korrosionsbeständigkeit für raue Umgebungen
Edelstahl — typischerweise 304 oder 316 — wird spezifiziert, wenn Komponenten mechanischer Belastung, hohen Temperaturen oder korrosiven Umgebungen standhalten müssen. Häufige Anwendungen umfassen Montageteile für Außenanlagen, medizintechnische Chassis-Komponenten und lebensmitteltaugliche Maschinenteile.[reference:26]
Edelstahl ist schwieriger zu zerspanen als Aluminium. Er erfordert langsamere Schnittgeschwindigkeiten, steife Vorrichtungen und spezielle Hartmetall- oder Keramikwerkzeuge. Die Bearbeitungszentren von TPS verfügen über die erforderliche Spindelleistung und Kühlsysteme für eine konsistente Edelstahlproduktion. Nachbehandlungen wie Passivieren oder Elektropolieren verbessern die Korrosionsbeständigkeit.
4. Präzision und Toleranzen: ISO 2768, GD&T und Prüfverfahren
Präzision in der CNC-Bearbeitung wird durch Toleranzen definiert — die zulässige Abweichung von einem Nennmaß. Bei Elektronikgehäusen verursachen selbst kleine Abweichungen Montageprobleme: Leiterplatten rasten nicht auf Montagebolzen ein, Steckerausschnitte verschieben sich gegenüber platinenmontierten Ports, und Wärmeleitpads verlieren den Kontakt zu Kühlkörperflächen.
TPS erreicht Toleranzen von bis zu ±0,005 mm an kritischen Merkmalen durch Hochgeschwindigkeitsspindeln, thermische Kompensation und adaptive Werkzeugbahnen. Standard-Bearbeitungstoleranzen folgen ISO 2768 — der internationalen Norm für Allgemeintoleranzen für Längenmaße und geometrische Toleranzen.[reference:27]
Die Prüfung erfolgt prozessbegleitend. TPS setzt ein:
- Koordinatenmessgeräte (KMG) für Maßprüfung gegen CAD-Modelle.
- Optische Komparatoren für schnelle Profil- und Konturkontrollen.
- Laserscanner für komplexe Freiformflächen.
- Prozessintegriertes Antasten zur Prüfung kritischer Maße zwischen den Bearbeitungsschritten.
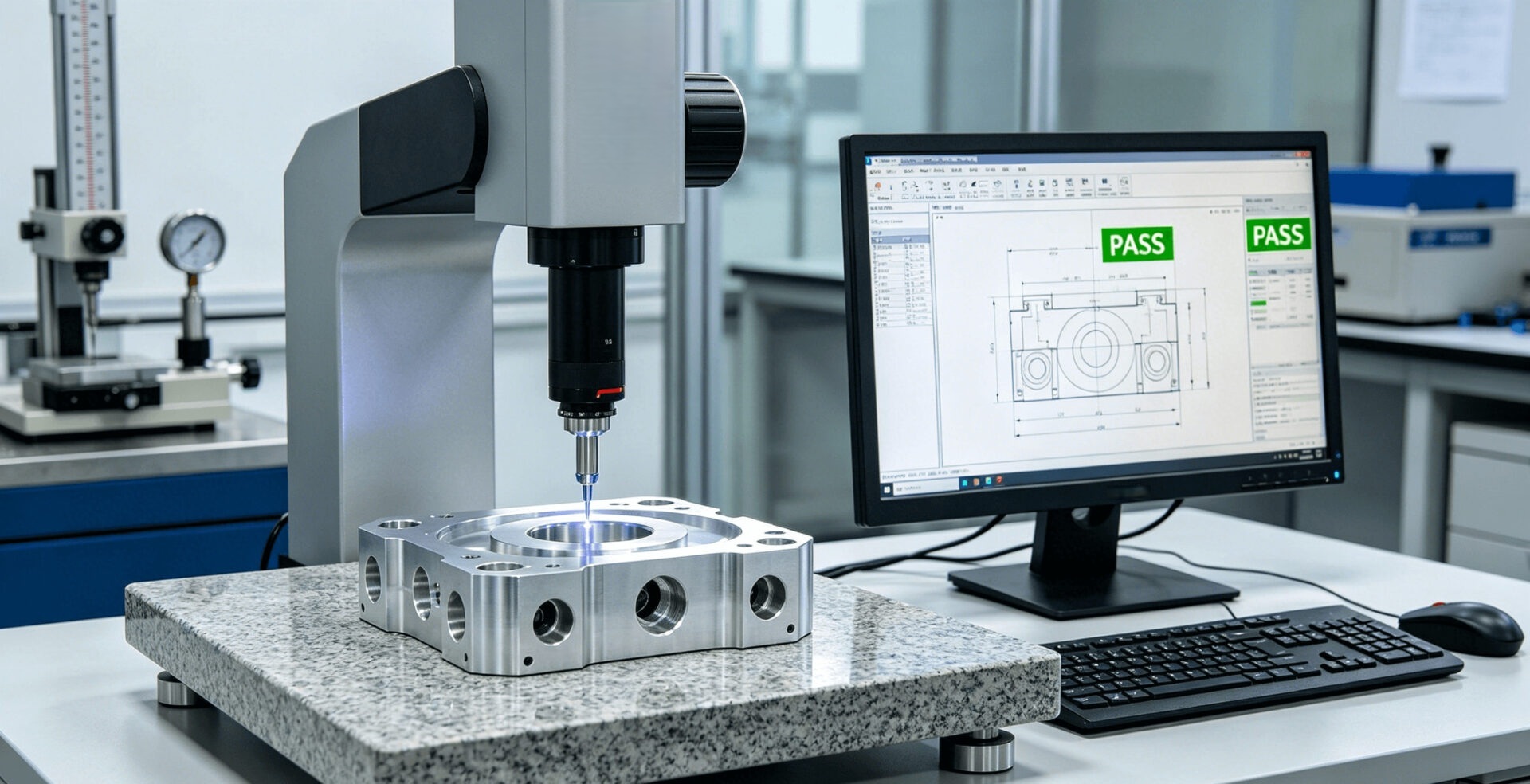
Vollständige Maßprotokolle werden mit jeder Produktionscharge geliefert. Für Projekte, die eine Erstmusterprüfung nach AS9102 oder eine PPAP-Dokumentation erfordern, strukturiert TPS die Prüfabläufe entsprechend.
5. DFM und Vorrichtungsstrategie: Ausschuss, Nacharbeit und Durchlaufzeit reduzieren
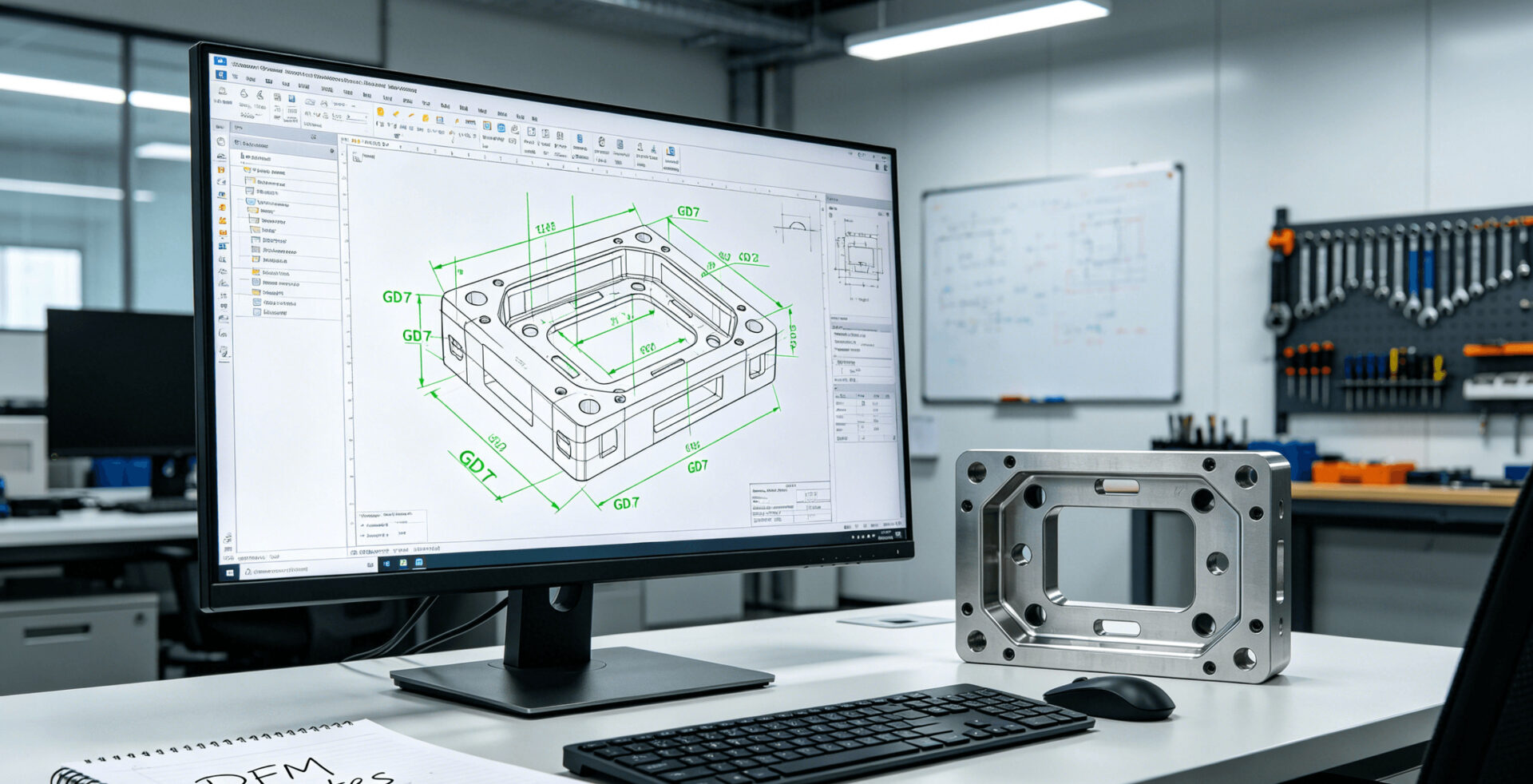
Design for Manufacturability ist der kosteneffektivste Eingriffszeitpunkt in jedem CNC-Bearbeitungsprojekt. Eine Zeichnung mit übertolerierten Merkmalen, unzugänglichen Innenecken oder undefinierten Bezugspunkten erzeugt höhere Angebotspreise, längere Durchlaufzeiten und erhöhte Ausschussraten. TPS gibt DFM-Feedback vor Bearbeitungsbeginn und bewertet Toleranzketten, Werkzeugzugang und Spannkonzepte gegen die Teilegeometrie.
Die Vorrichtungsstrategie ist ebenso kritisch für die Wiederholgenauigkeit. Dünnwandige Gehäuse können sich ohne geeignete Abstützung unter Spanndruck verziehen. Teile mit mehreren Aufspannungen benötigen konsistente Lagereferenzen zwischen den Operationen. TPS konstruiert modulare und Vakuum-Spannlösungen, die Vibrationen minimieren und die Bezugsintegrität über Produktionsläufe hinweg wahren.
Für weitere Details siehe unsere Ressource zu EMS CNC-Fräsen für Elektronik: RFQ, DFM & Vorrichtungsstrategie.
6. Vom Prototyp zur Serienproduktion: skalierbare Bearbeitungsabläufe
Eine häufige Beschaffungsherausforderung ist der Übergang vom Prototyp zur Serienfertigung. Prototypenwerkstätten, die sich durch schnelle Einzelteilfertigung auszeichnen, haben oft Schwierigkeiten mit der Serien-Wiederholgenauigkeit. Umgekehrt können Großserienfertiger Mindestbestellmengen haben, die das Prototypenbudget übersteigen. TPS überbrückt diese Lücke.
Prototypen werden auf denselben Anlagen und mit derselben Prozessdokumentation gefertigt, die auch für die Serienproduktion verwendet werden. Erkenntnisse aus dem Prototypenbau — optimale Schnittwerte, Vorrichtungsverbesserungen, Prüfbezugspunkte — gehen direkt in Pilotläufe und die vollständige Fertigung über. Es gibt keine Prozessrequalifizierung zwischen den Phasen.
Dieser Produktionsansatz ist dokumentiert in unserem Leitfaden zu EMS CNC-Bearbeitung: Präzisionsbearbeitung vom Prototyp bis zur Serie.
7. Zertifizierungen und Qualitätsmanagement: IATF 16949, ISO 13485, ISO 9001
Für regulierte Industrien ist Bearbeitungspräzision allein ohne ein zertifiziertes Qualitätsmanagementsystem unzureichend. TPS Elektronik arbeitet unter einem integrierten Managementsystem, zertifiziert nach IATF 16949 (Automobilqualität), ISO 13485 (Medizinprodukte) und ISO 9001 (allgemeines Qualitätsmanagement). Diese Zertifizierungen gewährleisten, dass jede bearbeitete Komponente unter dokumentierten, auditierbaren Prozesskontrollen gefertigt wird.[reference:28]
Für Medizintechnik-OEMs bedeutet die ISO-13485-Zertifizierung, dass die Bearbeitungsprozesse die für FDA-Einreichungen und EU-Medizinprodukteverordnung erforderlichen Rückverfolgbarkeitsanforderungen unterstützen. Für Automobilzulieferer stellt IATF 16949 sicher, dass PPAP-Prozesse in den Bearbeitungsablauf integriert sind.
Die Sicherheitskonformität für CNC-bearbeitete elektrische Ausrüstung folgt IEC 60204-1, der Norm für elektrische Ausrüstung von Maschinen.[reference:29]
8. Anwendungsbereiche: Leistungselektronik, Medizintechnik und Industrieautomation
Die CNC-Fräs- und Drehdienstleistungen von TPS decken mehrere stark nachgefragte Sektoren ab:
- Leistungselektronik: Wassergekühlte und luftgekühlte Kühlkörper aus massivem Aluminium oder Kupfer, lamellierte Stromschienen für niederinduktive Leistungsverteilung und kundenspezifische Gehäuse, die für Thermomanagement und EMV-Schirmung ausgelegt sind. TPS konstruiert Kühlkörper als integrierte elektro-thermisch-mechanische Komponenten und optimiert die Rippengeometrie für minimalen Wärmewiderstand.[reference:30]
- Medizintechnik: Präzisionsgefräste Aluminiumgehäuse, Fluidik-Verteiler und Montagehalterungen für Diagnose- und Chirurgiegeräte. Unsere ISO-13485-zertifizierten Prozesse unterstützen die für FDA 510(k)- und EU-MDR-Einreichungen erforderliche Rückverfolgbarkeit und Dokumentation.[reference:31]
- Industrieautomation: Schaltschrankfrontplatten, Hutschienen-Montageplatten, Sensorgehäuse und Roboter-Greiferkomponenten. Gefertigt aus Aluminium, Edelstahl oder technischen Kunststoffen je nach Einsatzumgebung.
- Test und Messung: Gerätegehäuse mit präzise positionierten Steckerausschnitten, HF-Schirmgehäuse und kundenspezifische Vorrichtungsplatten für automatisierte Testsysteme.
9. RFQ-Checkliste: vorzubereitende Angaben für Ihr CNC-Bearbeitungsangebot
Um ein genaues und schnelles Angebot zu erhalten, stellen Sie bitte folgende Informationen bereit:
- CAD-Modelle: 3D-Modelle im STEP- oder IGES-Format. Native CAD-Dateien (SolidWorks, Inventor) werden ebenfalls akzeptiert.
- 2D-Zeichnungen: PDF- oder DWG-Dateien mit GD&T-Anmerkungen, kritischen Maßen und Oberflächenspezifikationen.
- Materialspezifikation: Legierung (z. B. AL6061-T6, Cu-ETP, 1.4301), Form (Platte, Strangpressprofil, Stangenmaterial) und ggf. geforderte Materialzeugnisse.
- Stückzahlen: Prototypenmenge, Pilotserienvolumen und Zielserienproduktionsmenge.
- Oberflächenveredelung: Eloxieren (Typ und Farbe), Pulverbeschichten (RAL-Code), Passivieren, Elektropolieren oder Chemisch-Beschichten.
- Prüfanforderungen: Standard-Maßprotokoll, KMG-Bericht, Erstmusterprüfung nach AS9102, PPAP Level 3.
- Zertifizierungen: ISO 9001 serienmäßig enthalten; angeben, ob ISO 13485- oder IATF 16949-Dokumentation erforderlich ist.
- Ziellieferzeit: Gewünschter Liefertermin für Prototypen und Serienstückzahlen.
10. Häufig gestellte Fragen
Was unterscheidet den TPS CNC-Frässervice von einer Standard-Lohnfertigung?
TPS integriert das CNC-Fräsen in sein EMS-Portfolio. Gefräste Teile werden konstruiert, geprüft und geliefert — abgestimmt auf Ihre Leiterplattenbestückung und Systemintegrationsanforderungen. Prüfberichte beziehen sich auf dieselben Bezugspunkte wie Ihre Montagevorrichtungen. Thermische und Erdungsanforderungen fließen in den Bearbeitungsplan ein. Eine reine Lohnfertigung liefert Teile nach Zeichnung ohne diesen Montagekontext.
Welche Materialien kann TPS CNC-bearbeiten?
Aluminiumlegierungen (AL6061, AL6063), Kupfer (Cu-ETP, Telluriumkupfer), Edelstahl (1.4301, 1.4401), Baustahl, Messing, Bronze und ausgewählte technische Kunststoffe. Die Materialauswahl richtet sich nach den mechanischen, thermischen und elektrischen Anforderungen Ihrer Anwendung.
Welche Toleranzen kann TPS erreichen?
TPS erreicht Toleranzen von bis zu ±0,005 mm an kritischen Merkmalen. Die Standardbearbeitung folgt den ISO-2768-Allgemeintoleranzen. Die erreichbare Toleranz hängt von der Teilegeometrie, dem Material und der Merkmalsart ab — engere Toleranzen können zusätzliche Operationen oder spezielle Vorrichtungen erfordern.
Kann TPS sowohl Prototypen als auch Serienproduktion abwickeln?
Ja. Prototypen werden auf denselben Anlagen wie die Serie gefertigt — mit identischer Prozessdokumentation. Dies gewährleistet einen nahtlosen Übergang vom Prototyp über die Pilotserie zur Volumenproduktion ohne Prozessrequalifizierung.
Welche Zertifizierungen hält TPS?
TPS Elektronik ist zertifiziert nach IATF 16949 (Automobil), ISO 13485 (Medizinprodukte) und ISO 9001 (allgemeines Qualitätsmanagement). Diese Zertifizierungen gewährleisten dokumentierte, auditierbare Prozesskontrollen über alle Bearbeitungsvorgänge hinweg.
Wo finde ich weitere Informationen zu den CNC-Bearbeitungsfähigkeiten von TPS?
Besuchen Sie die TPS CNC-Frässervice-Seite oder lesen Sie unsere technischen Ressourcen zur Präzisions-CNC-Bearbeitung und zum EMS CNC-Fräsen für Elektronik.


