
Für Systemintegratoren, Schaltschrankbauer, Einkaufsteams und Elektroingenieure ist CNC-Fräsen selten „nur Zerspanung“.
Es ist ein entscheidender Faktor für Termine, Qualität und Montagefähigkeit.
Gehäuse, Kühlkörper, Halterungen und mechanische Schnittstellen bestimmen, ob Baugruppen ohne Nacharbeit montiert, getestet und ausgeliefert werden können.
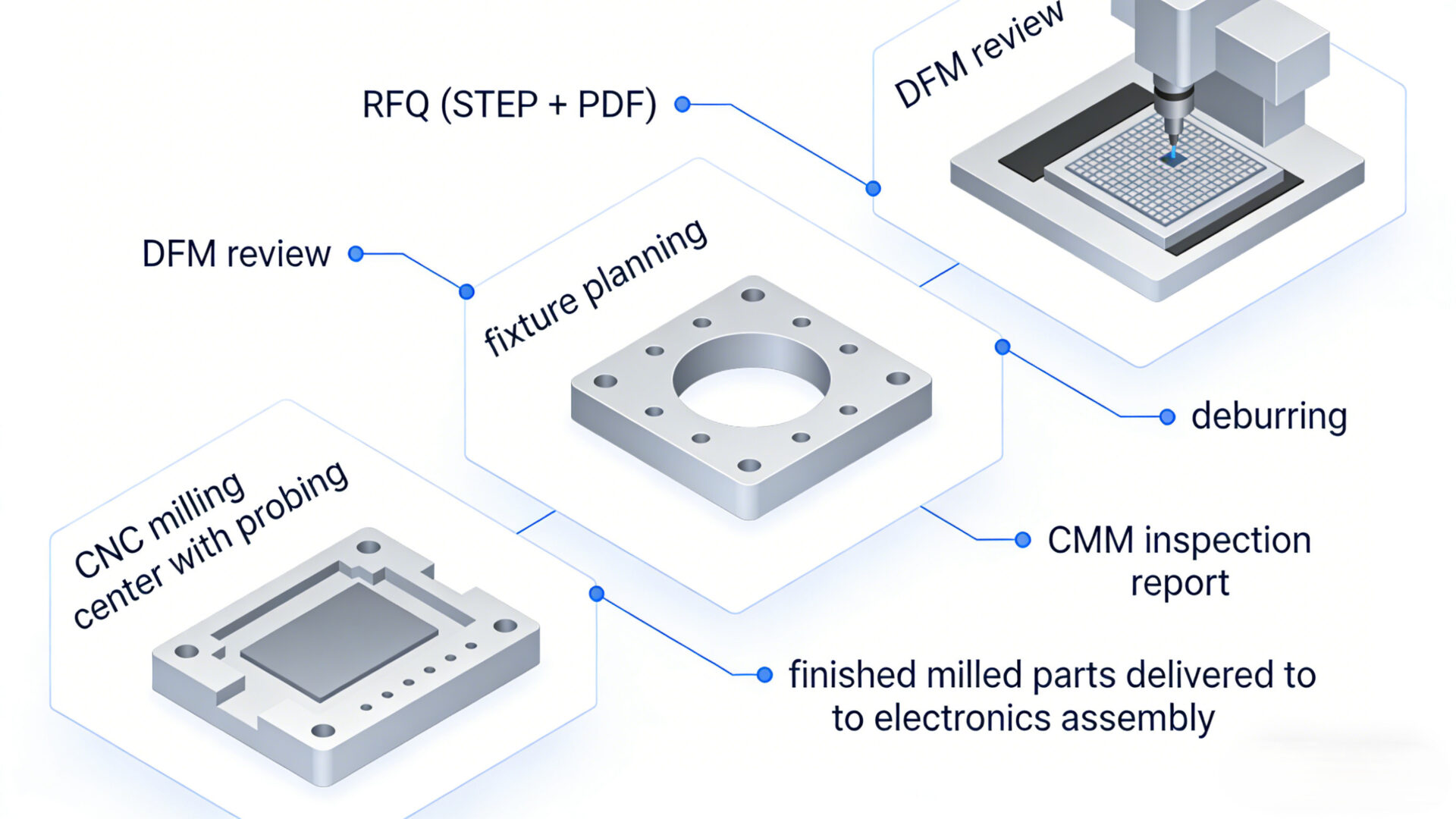
TPS Elektronik betrachtet CNC-Fräsen als Teil eines EMS-orientierten Prozesses:
mit frühem DFM-Feedback, In-Process-Messung, dokumentierter Endprüfung und reproduzierbaren Abläufen vom Prototyp bis zur Serie.
1) Warum EMS-orientiertes CNC-Fräsen RFQ-Entscheidungen beeinflusst
In der Entscheidungsphase geht es weniger um die reine Machbarkeit als um Planbarkeit:
- Werden Teile termingerecht geliefert?
- Passen sie ohne Nacharbeit in die Baugruppe?
- Sind Messberichte und Dokumentation für Einkauf und Technik ausreichend?
In Elektronikprojekten entstehen Probleme häufig an mechanischen Schnittstellen:
- Erdungskontaktflächen
- Steckerausschnitte
- Dichtflächen
- thermische Kontaktflächen
- Montagezugänglichkeit
- Toleranzketten
Ein EMS-orientierter Ansatz verbindet CNC-Fräsen mit diesen Anforderungen.
DFM, Spannkonzept, In-Process-Messung und Endprüfung werden als zusammenhängender Prozess betrachtet.
Das kann dazu beitragen, späte Änderungen zu reduzieren und Freigabeprozesse zu strukturieren.
2) Kompetenzen im Überblick: Fräsen, Drehen, EDM, Messtechnik
Viele Anfragen zielen auf einen Lieferanten, der mehr als reine Bearbeitung bietet.
Eine typische Prozesskette umfasst:
- CNC-Fräsen (3-/4-Achsen sowie 3+2-Bearbeitung)
- CNC-Drehen oder kombinierte Fräs-/Drehprozesse
- EDM und Schleifen (bei Bedarf)
- Messtechnik und dokumentierte Prüfung
Dies reduziert Schnittstellen zwischen Lieferanten und vereinfacht die Abstimmung.
2.1 3-/4-Achsen + 3+2: praxisgerechter Ansatz
Viele Elektronikbauteile sind prismatisch:
- Gehäuse
- Kühlkörper
- Montageplatten
- Halterungen
Für diese Anwendungen ist 3-/4-Achsen-Fräsen mit 3+2-Positionierung häufig ausreichend.
Vorteile:
- geringere Komplexität
- stabile Prozesse
- kontrollierbare Kosten
2.2 CNC-Fräsen und CNC-Drehen in einer Prozesskette
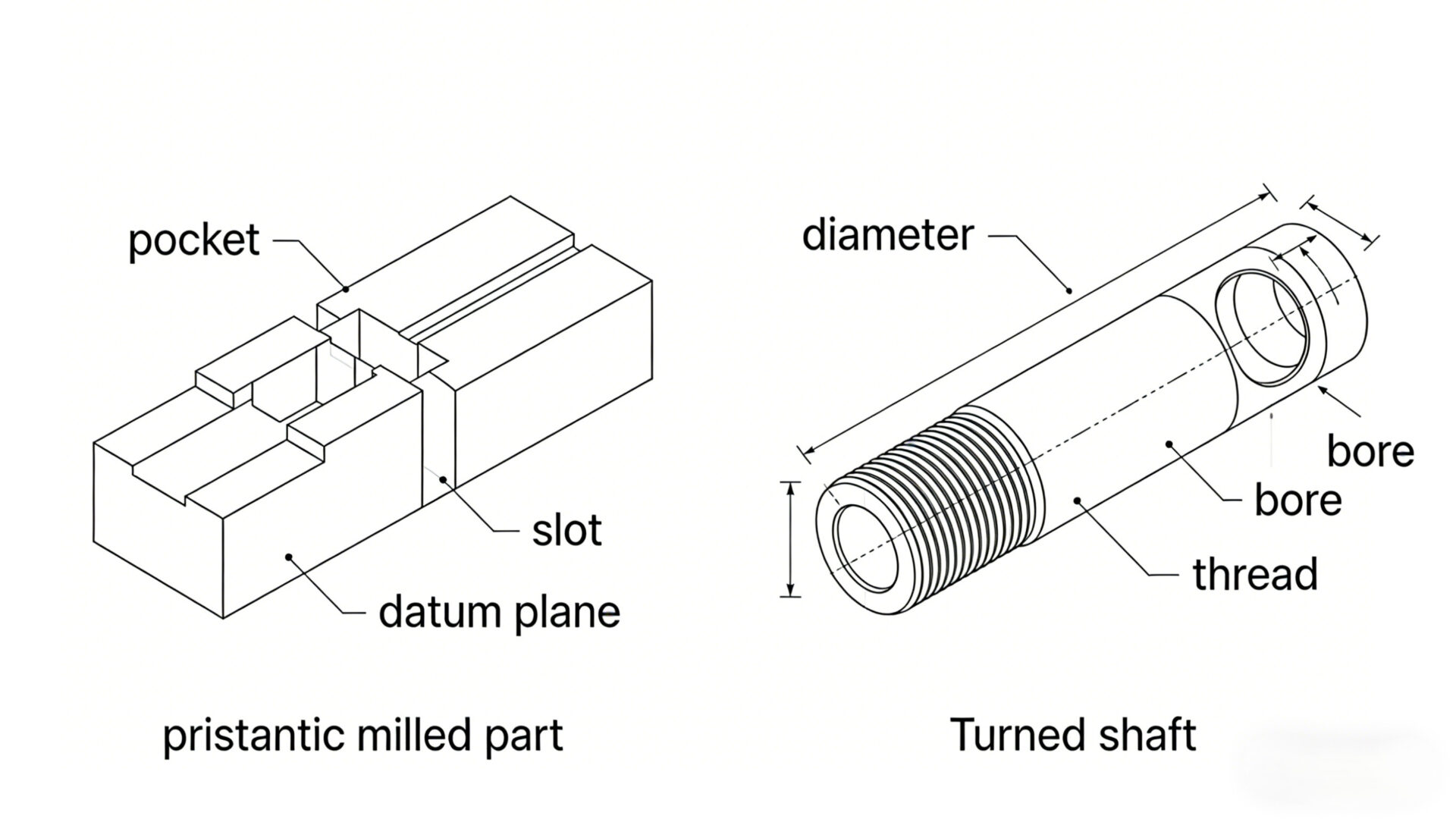
Fräsen und Drehen unterscheiden sich in der Geometrie:
- Fräsen: prismatische Features (Taschen, Ebenen, Konturen)
- Drehen: rotationssymmetrische Features (Wellen, Durchmesser, Bohrungen)
Viele Baugruppen enthalten beide Geometriearten.
Eine kombinierte Prozesskette kann helfen, Übergaben zu reduzieren und Prüfprozesse zu vereinheitlichen.
2.3 EDM und Schleifen bei speziellen Anforderungen
EDM und Schleifen kommen zum Einsatz, wenn Standardwerkzeuge an Grenzen stoßen, z. B. bei:
- scharfen Innenkanten
- engen Schlitzgeometrien
- speziellen Oberflächenanforderungen
- engen Form- und Lagetoleranzen
Diese Verfahren werden in der Regel gezielt eingesetzt.
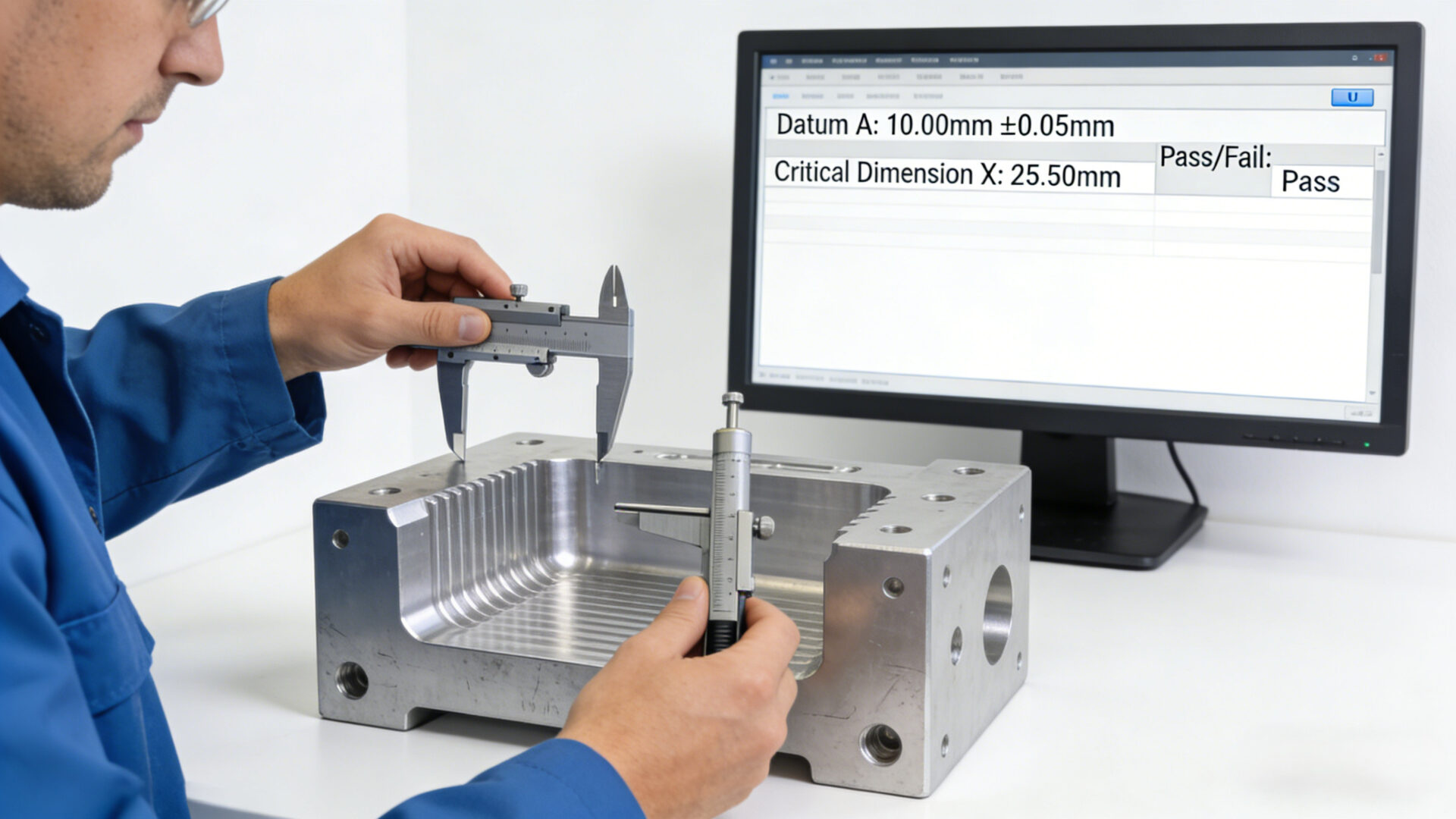
2.4 Messtechnik und Dokumentation
Dokumentation ist ein wichtiger Bestandteil eines RFQ.
Typische Elemente:
- In-Process-Probing
- KMG/CMM-Messungen
- Messberichte
- Materialzeugnisse
Für Serienprojekte kann zusätzlich SPC (z. B. Cp/Cpk) relevant sein, sofern sinnvoll.

3) CNC-Fräsen vs. CNC-Drehen: Auswahl für Baugruppen
Die Auswahl hängt von der Geometrie und dem Einsatz ab.
CNC-Fräsen eignet sich für:
- Gehäuse
- Kühlkörper
- Halterungen
- Montageplatten
- Schnittstellenflächen
CNC-Drehen eignet sich für:
- Wellen
- Buchsen
- Distanzhülsen
- gedrehte Passungen
Kombinierte Prozesse sind sinnvoll, wenn beide Geometriearten in einer Baugruppe vorkommen.
Für EMS-Projekte kann dies dazu beitragen, Schnittstellen zu reduzieren und die Konsistenz der Dokumentation zu verbessern.
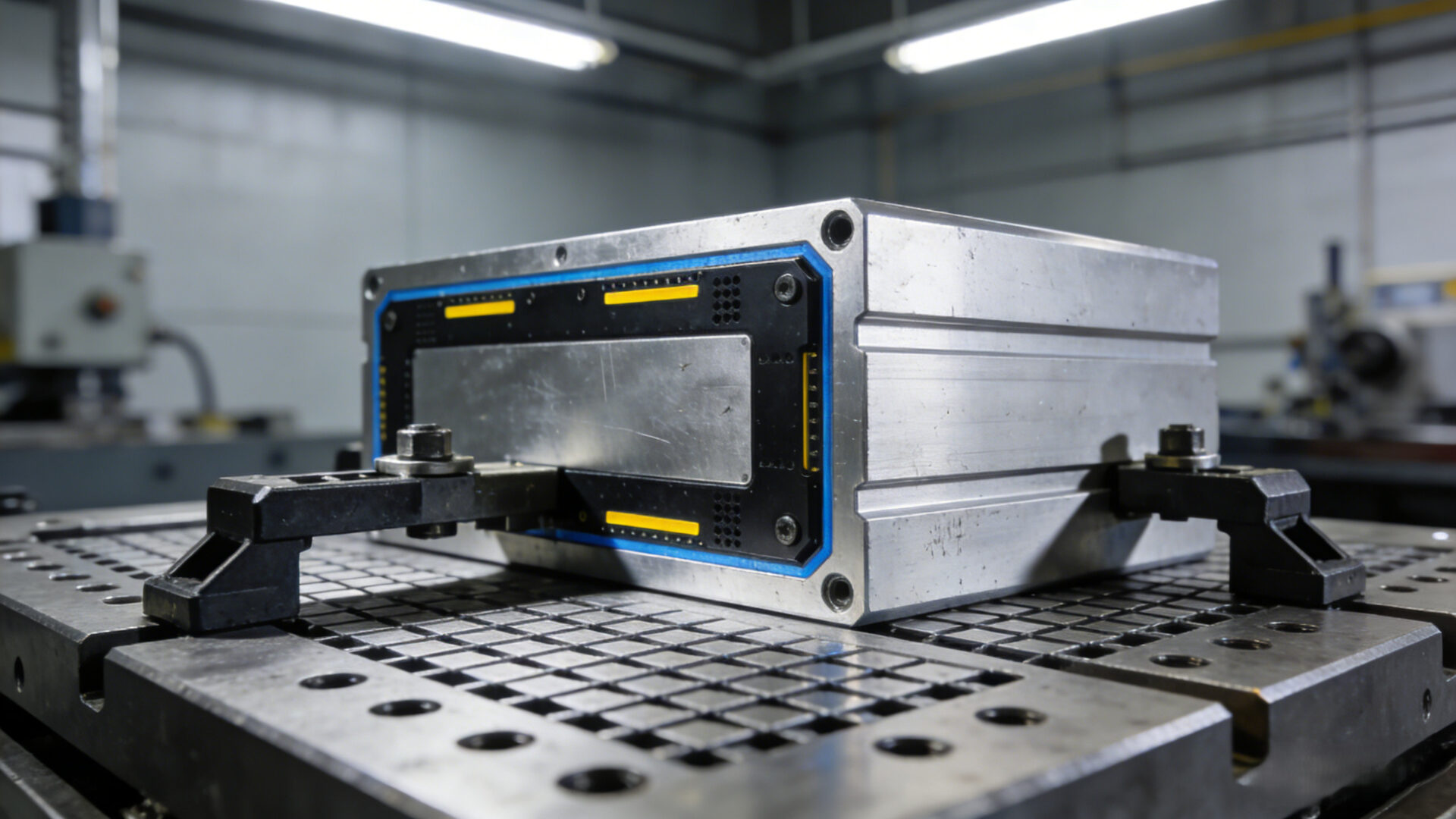
4) Spannkonzept & DFM: Einfluss auf Qualität und Kosten
Das Spannkonzept beeinflusst die Wiederholgenauigkeit maßgeblich, insbesondere bei:
- Dünnwandteilen
- großen Flächen (Ebenheit)
- funktionalen Kontaktflächen
Wichtige DFM-Aspekte
- Bezugs-/Datumstrategie: einheitliche Referenzen für Fertigung und Prüfung
- Spannzugang: möglichst wenige Umspannvorgänge
- Dünnwandstrategie: Kontrolle von Vibration und Verzug
- Oberflächenanforderungen: nur dort definieren, wo funktional notwendig
- Entgraten: klare Anforderungen an Kantenbruch
Ziel ist ein stabiler und reproduzierbarer Fertigungsprozess.
5) Bewertungskriterien für Einkäufer
Bei der Lieferantenauswahl steht nicht die Maschine im Mittelpunkt, sondern die Prozessfähigkeit.
Typische Bewertungspunkte
- Fähigkeitsprofil: Achsen, Bauraum, typische Toleranzen
- Prozessverständnis: DFM-Feedback und Messkonzept
- Wiederholbarkeit: definierte Prozesse und Prüfpläne
- Programmabdeckung: Prototyp und Serie
- Qualitätssystem: Dokumentation und Rückverfolgbarkeit
Normen wie ISO 9001 oder GD&T (ASME Y14.5) können als Orientierung dienen, ersetzen jedoch nicht projektspezifische Anforderungen.
6) Leistungsumfang, Nacharbeit und Kostenrisiken
Ein vollständiger CNC-Frässervice umfasst typischerweise:
- Fräsen
- Bohren und Gewindeschneiden
- Entgraten
- Prüfung und Dokumentation
Kostenbetrachtung
Ein niedriger Stückpreis kann mit folgenden Risiken verbunden sein:
- erhöhter Ausschuss
- Verzögerungen
- unvollständige Dokumentation
- inkonsistente Entgratung
Für Integratoren wirken sich diese Faktoren häufig auf Montage und Liefertermine aus.
Nacharbeit (Repair/Rework)
Wenn Nacharbeit möglich oder wahrscheinlich ist, sollte dies im RFQ definiert werden:
- zulässige Verfahren
- Dokumentationsanforderungen
- Freigabeprozesse
7) RFQ-Checkliste
Eine klare RFQ reduziert Rückfragen und beschleunigt Angebote.
Empfohlene Inhalte
- Dateien: STEP + PDF-Zeichnung
- Material: Werkstoff, Zustand, ggf. Zertifikate
- Kritische Merkmale: Bezugsflächen und Schnittstellen
- Oberflächen: funktionale Anforderungen (z. B. Ra)
- Prüfumfang: Messberichte, FAI/PPAP (falls erforderlich)
- Mengen: Prototyp, Pilot, Jahresbedarf
- Rahmenbedingungen: Lieferzeit, Verpackung, Kennzeichnung
Nächster Schritt: Mit TPS CNC-Fräsen für Ihr EMS-Programm besprechen →
FAQ
Was ist der Unterschied zwischen CNC-Fräsen und CNC-Drehen?
Fräsen erzeugt prismatische Geometrien, Drehen rotationssymmetrische.
Was unterscheidet Prototypen- von Serienfertigung?
Prototypen erfordern flexible Prozesse und schnelles DFM.
Serienfertigung erfordert stabile Abläufe, reproduzierbare Ergebnisse und definierte Prüfpläne.
Welche Informationen gehören in ein RFQ?
CAD-Daten, Zeichnungen, Material, kritische Merkmale, Prüfumfang und Mengen.
Ist ein niedriger Preis immer vorteilhaft?
Nicht unbedingt. Zusätzlicher Aufwand durch Nacharbeit oder Verzögerungen kann die Gesamtkosten erhöhen.
Warum ist das Spannkonzept wichtig?
Es beeinflusst Maßhaltigkeit, Verzug und die Übereinstimmung zwischen Fertigung und Prüfung.