System integrators, panel builders, and procurement teams rarely lose time because a magnetic component cannot be specified in principle. Delays usually occur elsewhere: winding goods are quoted too late, tested too narrowly, or documented insufficiently for transfer into production.
TPS Elektronik approaches EMS winding goods as a production-oriented workflow. This includes design support, coil winding, insulation decisions, impregnation or over-moulding, electrical testing, and delivery as ready-to-install magnetic subassemblies.
1. Why EMS winding goods affect RFQ outcomes
In electronics manufacturing, winding goods are rarely “just coils”. They often sit at the interface between power electronics, control systems, insulation concepts, thermal limits, EMC behavior, and field reliability.
A transformer may meet nominal electrical values and still delay a project if creepage, leakage behavior, acoustic aspects, assembly space, or termination logic are not considered early enough.
For this reason, experienced buyers evaluate a coil winding service not only by winding capability. They also look at whether the supplier can translate electrical targets into a stable and repeatable production process.
For EMS-driven projects, this typically includes alignment of:
- electrical parameters such as inductance, resistance, turns ratio, and hipot requirements,
- mechanical constraints such as pin layout, mounting space, and lead direction,
- insulation systems and environmental exposure,
- test depth, traceability, and delivery condition.
EMS winding goods are rarely sourced as isolated parts. They are usually part of a larger assembly, validation plan, or volume ramp-up. This makes specification quality especially important.
For procurement teams, the main RFQ risk is incomplete information. Terms such as “custom coil winding” or “coil winding service” may sound specific, but often leave important details open, including:
- core material and geometry,
- insulation system,
- acceptance criteria,
- potting or impregnation requirements,
- documentation scope.
These gaps can extend quotation cycles, create additional clarification rounds, or lead to redesign work later in the project.
For engineering teams, the risk is manufacturability. A concept may look electrically sound but still be difficult to reproduce in series production. Winding tension, insulation build-up, interleaving, winding window utilization, and termination design all influence whether a prototype can be transferred into a repeatable process.
If your project requires alignment between design intent and production feasibility, the TPS EMS winding goods service page is a suitable starting point.
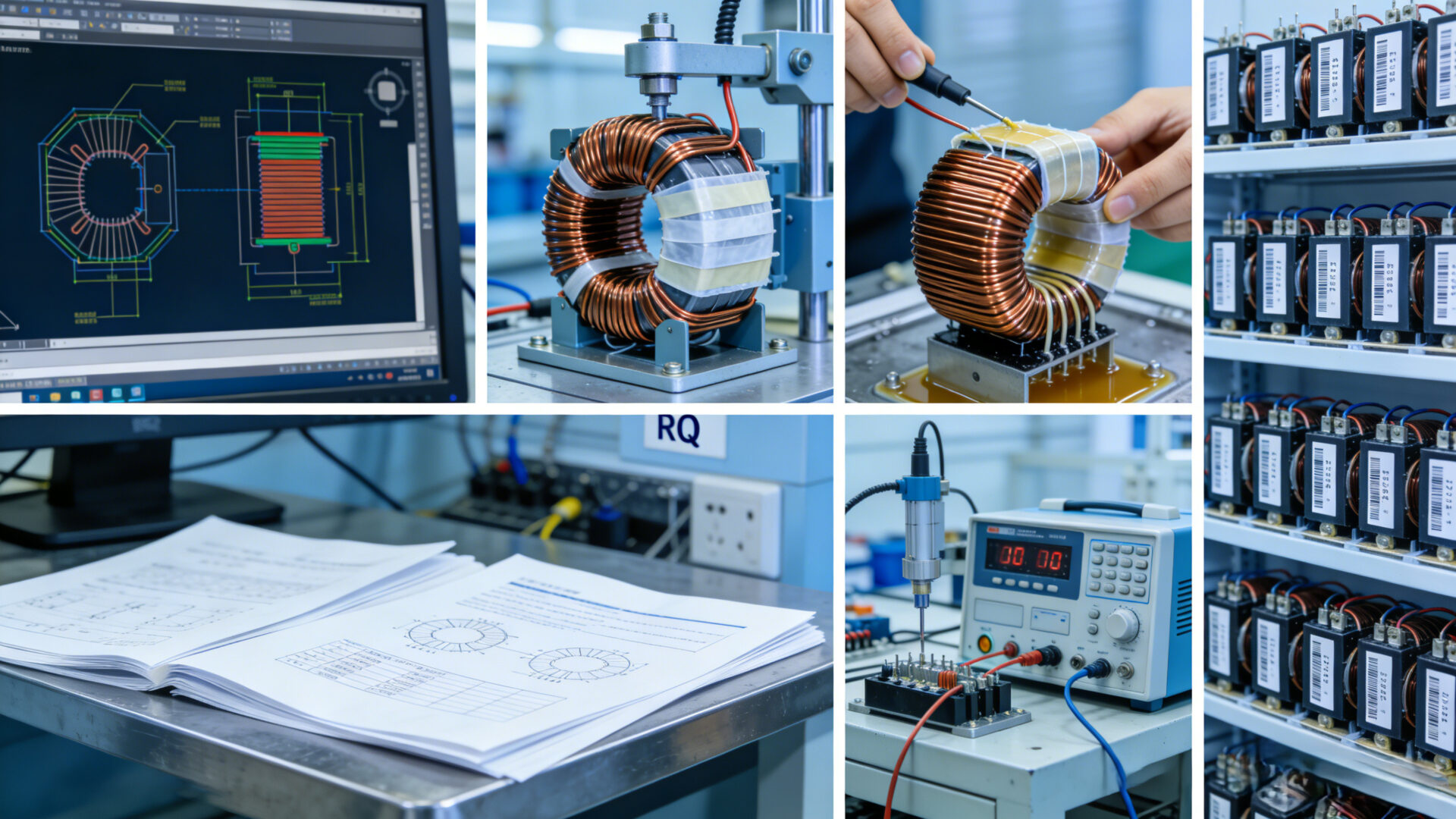
Typical EMS workflow for winding goods from specification to shipment-ready assemblies.
2. What counts as EMS winding goods in real projects
Search terms such as “coil winding”, “coil winding technology”, or “special coil winding services” are broad. In real RFQs, the scope is usually more specific.
EMS winding goods typically refer to wound magnetic or inductive components supplied as assembly-ready subassemblies. This may include defined testing, traceability, and documentation requirements rather than only a semi-finished wound part.
2.1 Transformers
Transformer projects range from power and signal designs to high-frequency SMPS applications. Beyond winding itself, important considerations include leakage behavior, insulation concept, termination repeatability, available assembly space, and defined test procedures.
This is particularly relevant in medical, industrial, and power-electronics applications, where electrical, mechanical, and documentation requirements often need to be aligned early.
TPS’s resource on medical and high-frequency transformer winding can support internal discussions around compact designs, insulation approaches, and application-specific constraints.
2.2 Inductors and chokes
Inductors and chokes are used in filters, energy storage stages, drive systems, and EMC-related applications. In addition to nominal inductance, relevant factors include:
- conductor geometry,
- core behavior under bias,
- thermal performance,
- insulation stress,
- mechanical integration.
For example, a dV/dt choke should not only be assessed by its inductance value. Installation conditions, insulation requirements, acoustic behavior, and thermal behavior can also affect suitability.
In some cases, ribbon or flat-wire winding can support improved packing density, reduced losses, or more favorable thermal behavior. Related applications include toroidal filters, PFC magnetics, and dV/dt chokes.
Further details can be found in TPS resources on toroidal coils, dV/dt chokes, and transformers.
2.3 Solenoids and special coil geometries
This category includes solenoids, electromagnets, and specialized geometries such as Helmholtz coils or coaxial coils. These applications often require coordination between winding design, mechanical integration, and application-specific parameters.
Relevant design and production questions may include:
- winding pattern,
- paired windings,
- pole pieces,
- mounting concept,
- over-moulding,
- process repeatability.
Search terms such as “oscillate coil winding” often point to specific winding patterns or process-control requirements rather than a standardized product category. Therefore, RFQs should focus on the required geometry, insulation structure, and process consistency.
For laboratory or field-uniformity applications, the TPS Helmholtz coil guide can provide useful orientation.
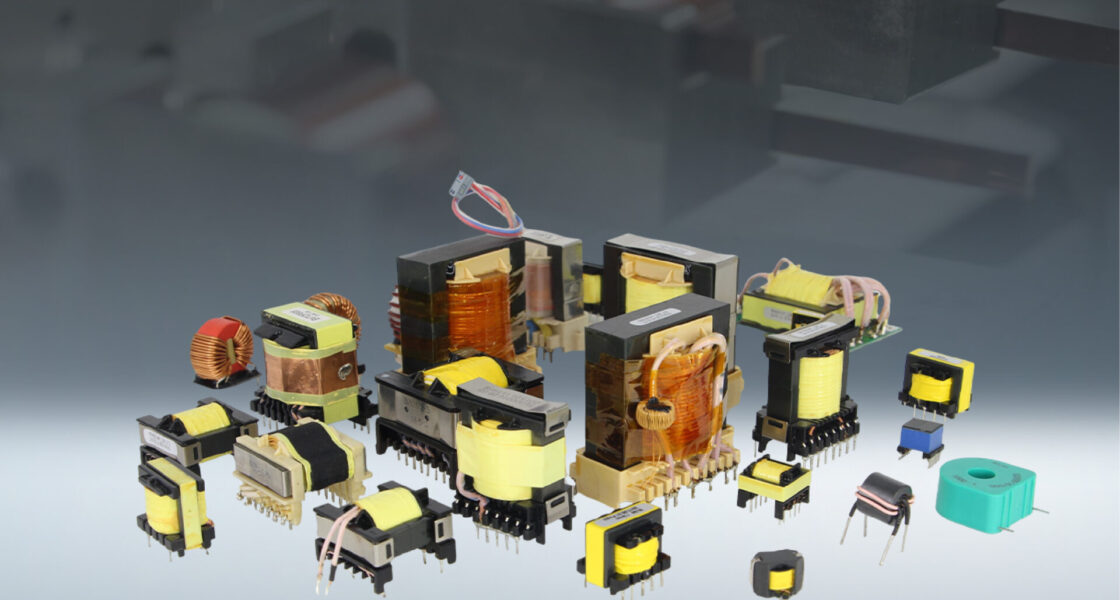
Examples of winding goods used in industrial and laboratory applications.

3. Coil winding technology before production release
The term “coil winding technology” should be understood as the full relationship between design, material selection, and process capability. It determines whether a component can be manufactured consistently at the required volume.
Key variables include:
- conductor material and geometry,
- insulation build and materials,
- core type and magnetic behavior,
- winding sequence and tension control,
- termination design.
Material selection depends on application-specific trade-offs. Copper is commonly used, while aluminum may be considered in selected applications where weight, cost structure, or thermal requirements support it. Round wire, flat wire, ribbon, and litz wire each address different technical requirements.
Insulation should be specified early because it influences dielectric strength, thermal class, chemical resistance, and long-term behavior. A shared understanding between engineering and procurement helps prevent late-stage changes.
Core selection also affects manufacturability. Ferrite, powder, and air-core designs differ in terms of losses, saturation behavior, leakage field, and size efficiency.
At process level, repeatability depends on controlled winding parameters and defined inspection criteria. The key question for buyers is therefore not only which machine is used, but whether the supplier can support consistent results from prototype to series production.
4. From design input to tested winding assembly
An EMS winding workflow typically starts before the first turn is wound. A DFM review should examine electrical requirements, insulation concept, mechanical integration, thermal assumptions, and termination design.
A typical production route may include:
- winding and insulation layering,
- mechanical fixation and termination,
- impregnation, potting, or over-moulding,
- electrical testing and marking,
- packaging for assembly integration.
The exact sequence depends on the application. However, the expected scope should be visible in the RFQ from the beginning.
Impregnation, potting, and over-moulding are functional process steps, not merely cosmetic additions. Depending on the application, they can support mechanical stability, environmental resistance, dielectric behavior, acoustic damping, and handling robustness.
Small-format coils often require precise handling, fine routing, and close visual inspection. Larger power components may require additional focus on thermal behavior, insulation compatibility, and mechanical robustness.
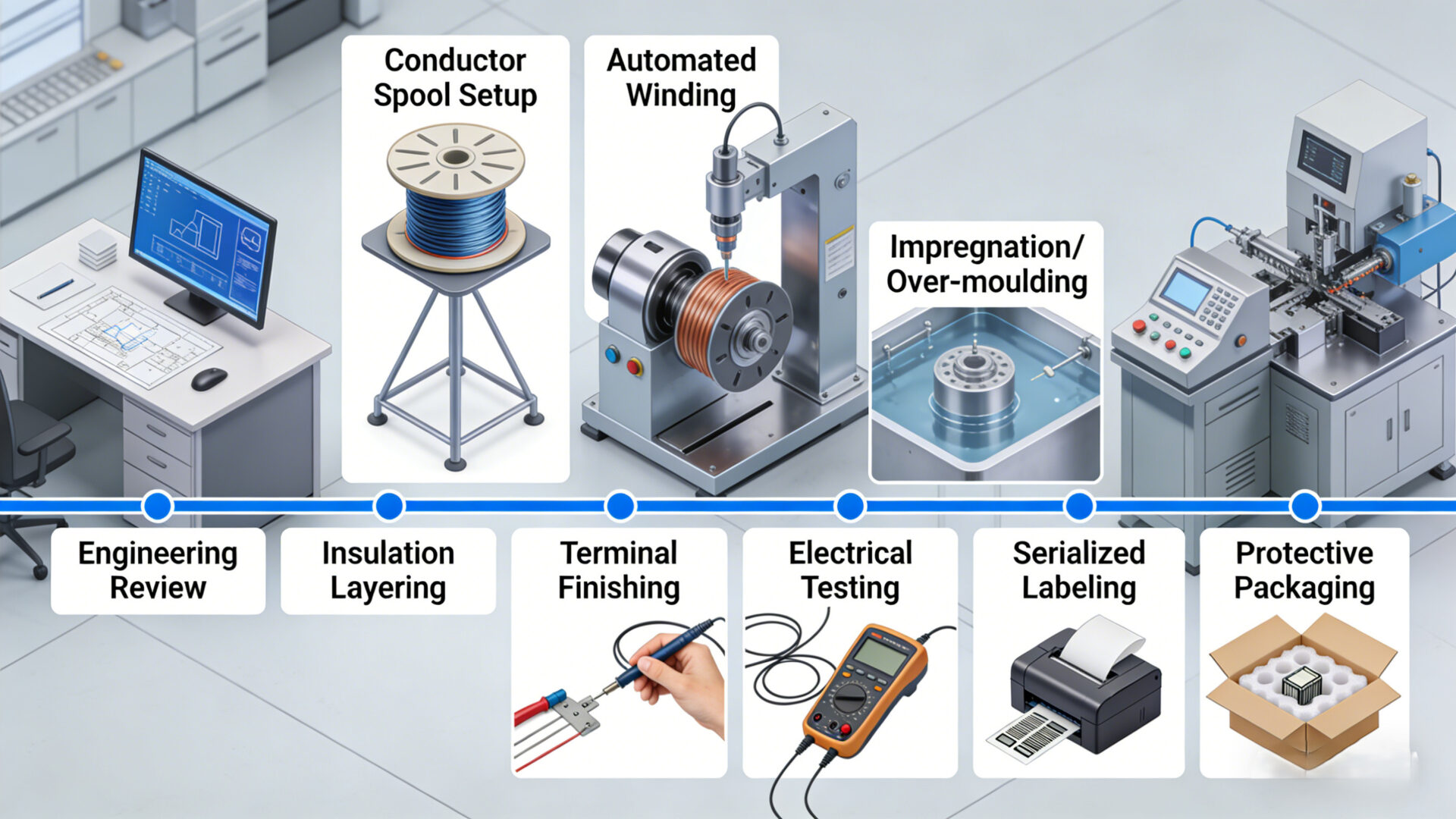
Typical production flow from design validation to tested winding assemblies.
5. Quality, standards and documentation
Quality requirements for winding goods should be defined in measurable terms. Typical checks may include:
- DCR,
- inductance,
- L/Q,
- polarity,
- hipot,
- insulation resistance.
Documentation becomes particularly relevant in regulated, safety-related, or customer-audited environments. Depending on the project, this may include traceability, acceptance criteria, defined test procedures, and batch-related records.
Where applicable, reference frameworks such as ISO 9001, IEC 61558-1, or insulation system guidance can provide orientation. However, these references do not replace a project-specific specification.
In many cases, the practical question is simple: can the delivered component be inspected, documented, and integrated into production with the required level of confidence? A clear RFQ should therefore define not only nominal values, but also the evidence required for acceptance.
6. Cost and lead-time drivers
Cost and lead time depend on several interacting factors. These include material availability, winding complexity, insulation requirements, core sourcing, tooling or fixtures, testing scope, and documentation.
Typical cost and lead-time drivers include:
- special cores or difficult-to-source materials,
- complex winding structures,
- tight mechanical constraints,
- potting, over-moulding, or other protective measures,
- extended testing requirements,
- traceability and documentation requirements.
Improved RFQ clarity is often one of the most effective ways to reduce delays and avoid unnecessary cost increases. Clear target values, realistic insulation requirements, practical documentation expectations, and manufacturable design choices make quotations easier to compare.
A lower initial price may not reflect the full project effort if important technical questions remain unresolved. Supplier comparison should therefore go beyond headline terms such as “coil winding service” or “custom winding”.
Main factors influencing cost and lead time in winding goods production.

7. What to include in your RFQ
A clear RFQ helps engineering, procurement, and manufacturing work from the same technical basis.
At minimum, include:
- application context and operating environment,
- electrical parameters such as inductance, DCR, frequency range, current, turns ratio, and insulation test levels,
- core type or acceptable alternatives,
- conductor type and geometry,
- insulation requirements and thermal class assumptions,
- mechanical constraints, mounting details, pins, leads, potting, or over-moulding expectations,
- test scope and required documentation,
- prototype quantities, pilot quantities, and expected series volumes.
A complete RFQ can reduce clarification loops and improve the comparability of supplier responses.
8. FAQ
What is included in EMS winding goods?
EMS winding goods typically include transformers, inductors, chokes, solenoids, electromagnets, and related wound magnetic assemblies. They are usually supplied as assembly-ready components with defined testing and documentation requirements.
What should buyers evaluate?
Buyers should look beyond winding capability. Relevant factors include manufacturability, insulation concept, termination design, testing capability, documentation quality, and the ability to support transfer from prototype to series production.
When are flat-wire windings useful?
Flat-wire or ribbon windings can be useful when compact design, improved packing density, reduced losses, or thermally optimized geometry are relevant to the application.
Why are test reports important?
Test reports support verification of electrical parameters and production consistency. They can help procurement, quality, and engineering teams assess whether delivered parts meet the agreed requirements.
How can RFQ delays be reduced?
RFQ delays can be reduced by providing complete technical and production requirements from the beginning. This includes electrical targets, insulation expectations, core and conductor data, mechanical constraints, required tests, and volume assumptions.
Next step: Start your RFQ here: TPS EMS Winding Goods →


