Vue d’ensemble
Les intégrateurs systèmes, les tableautiers et les équipes achats rencontrent rarement des difficultés à définir un composant magnétique en principe. Les retards apparaissent généralement à d’autres étapes : devis tardifs, périmètre de test insuffisant ou documentation incomplète pour le passage en production.
Dans ce contexte, les composants bobinés EMS peuvent être envisagés comme un flux de production structuré. Celui-ci comprend le support à la conception, le bobinage, le choix des systèmes d’isolation, l’imprégnation ou le surmoulage, les essais électriques, ainsi que la livraison sous forme de sous-ensembles magnétiques prêts à intégrer.
1. Pourquoi les composants bobinés EMS influencent les RFQ
En fabrication électronique, les composants bobinés ne se limitent pas à de simples bobines. Ils se situent à l’interface entre électronique de puissance, commande, systèmes d’isolation, contraintes thermiques, comportement CEM et fiabilité en service.
Un transformateur peut répondre aux valeurs électriques nominales tout en générant des retards si certains paramètres ne sont pas anticipés, comme les distances d’isolement, les effets de fuite, les contraintes acoustiques ou les conditions d’intégration mécanique.
Pour cette raison, les acheteurs expérimentés ne se limitent pas à la capacité de bobinage. Ils évaluent également la capacité du fournisseur à traduire des exigences électriques en un processus de fabrication stable et reproductible.
Dans les projets EMS, cela implique généralement l’alignement des éléments suivants :
- paramètres électriques (inductance, résistance, rapport de transformation, exigences de test diélectrique),
- contraintes mécaniques (implantation, encombrement, sorties de connexion),
- systèmes d’isolation et conditions d’environnement,
- niveau de test, traçabilité et état de livraison.
Les composants bobinés sont rarement achetés isolément. Ils s’intègrent dans des ensembles plus larges, des phases de validation ou des montées en cadence. La qualité de la spécification devient alors un facteur déterminant.
Risques fréquents dans les RFQ
Pour les équipes achats, le principal risque réside dans des informations incomplètes. Des termes comme « bobinage sur mesure » peuvent sembler précis, tout en laissant en suspens des éléments essentiels :
- matériau et géométrie du noyau,
- système d’isolation,
- critères d’acceptation,
- exigences d’imprégnation ou de surmoulage,
- niveau de documentation.
Ces lacunes peuvent allonger les cycles de devis et entraîner des itérations supplémentaires.
Du côté des équipes d’ingénierie, l’enjeu principal est la fabricabilité. Un concept peut être valide sur le plan électrique, mais difficile à reproduire en série. La tension de bobinage, la structure d’isolation, l’intercalage des couches ou la conception des connexions influencent directement la transférabilité vers la production.
2. Définition des composants bobinés EMS en pratique
Les termes de recherche comme « coil winding » ou « coil winding technology » restent génériques. Dans un RFQ, le périmètre est généralement plus précis.
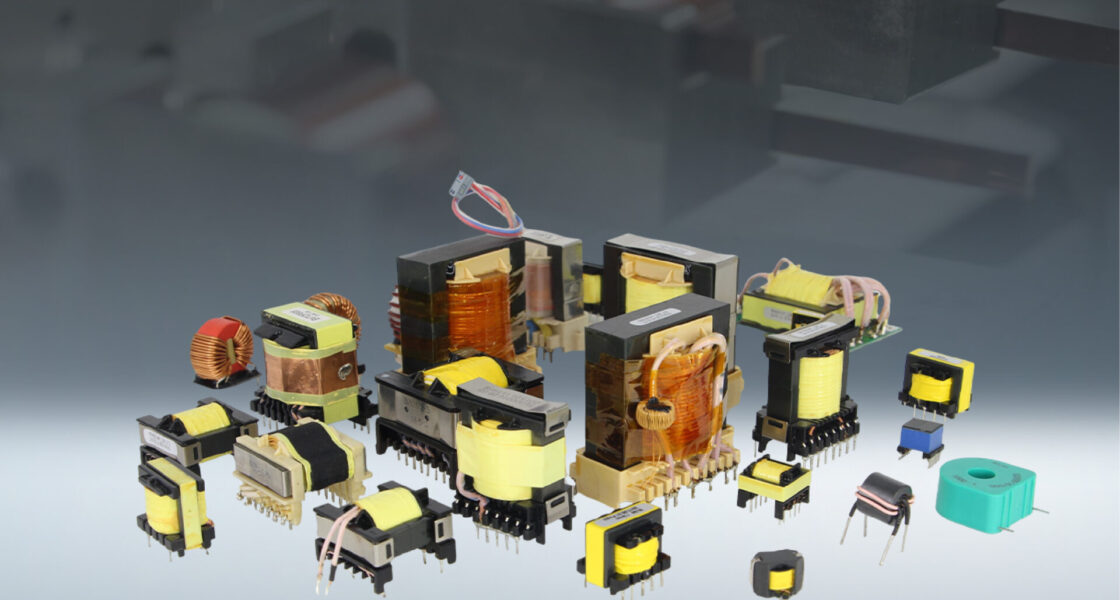
Les composants bobinés EMS désignent le plus souvent des éléments magnétiques ou inductifs livrés sous forme de sous-ensembles prêts à l’intégration, avec un niveau de test et de documentation défini.
2.1 Transformateurs
Les applications couvrent les transformateurs de puissance, de signal et les versions haute fréquence pour alimentations à découpage.
Au-delà du bobinage, plusieurs aspects doivent être pris en compte :
- comportement en fuite,
- concept d’isolation,
- répétabilité des connexions,
- contraintes d’intégration,
- méthodes de test.
Ces points sont particulièrement importants dans les applications industrielles, médicales ou liées à l’électronique de puissance.
2.2 Inductances et selfs
Les inductances et selfs sont utilisées dans les filtres, les étages de stockage d’énergie, les entraînements et les applications CEM.
Outre la valeur d’inductance, plusieurs paramètres sont déterminants :
- géométrie du conducteur,
- comportement du noyau sous polarisation,
- performance thermique,
- contraintes d’isolation,
- intégration mécanique.
Par exemple, une self dV/dt doit être évaluée au-delà de sa valeur nominale, en tenant compte de son environnement d’utilisation et des contraintes associées.
Dans certaines configurations, le bobinage à fil plat ou ruban peut contribuer à une meilleure densité d’enroulement ou à une gestion thermique adaptée.
2.3 Solénoïdes et géométries spécifiques
Cette catégorie inclut les solénoïdes, électroaimants ainsi que des configurations spécifiques comme les bobines de Helmholtz ou coaxiales.
Ces applications nécessitent souvent une coordination entre :
- conception du bobinage,
- intégration mécanique,
- paramètres propres à l’application.
Les recherches telles que « oscillate coil winding » renvoient généralement à des exigences spécifiques de géométrie ou de contrôle du processus plutôt qu’à une catégorie de produit standard.

3. Technologie de bobinage avant industrialisation
La technologie de bobinage ne se limite pas aux équipements. Elle englobe la relation entre conception, choix des matériaux et capacité de production.
Elle conditionne la capacité à fabriquer un composant de manière cohérente au volume requis.
Paramètres clés
- matériau et géométrie du conducteur,
- structure d’isolation,
- type de noyau et comportement magnétique,
- séquence de bobinage et contrôle de tension,
- conception des connexions.
Le choix des matériaux dépend de compromis techniques. Le cuivre est courant, tandis que l’aluminium peut être envisagé dans certains cas spécifiques. Les fils ronds, plats, rubans ou litz répondent à des besoins différents.
L’isolation doit être définie en amont, car elle influence les performances diélectriques, la tenue thermique et la durabilité.
Le choix du noyau impacte également la fabrication. Les ferrites, poudres de fer et bobines à air présentent des comportements distincts en termes de pertes, saturation et encombrement.
Au niveau du processus, la répétabilité repose sur des paramètres maîtrisés et des critères d’inspection définis. La question centrale devient alors : le fournisseur peut-il assurer une transition cohérente du prototype à la production série ?
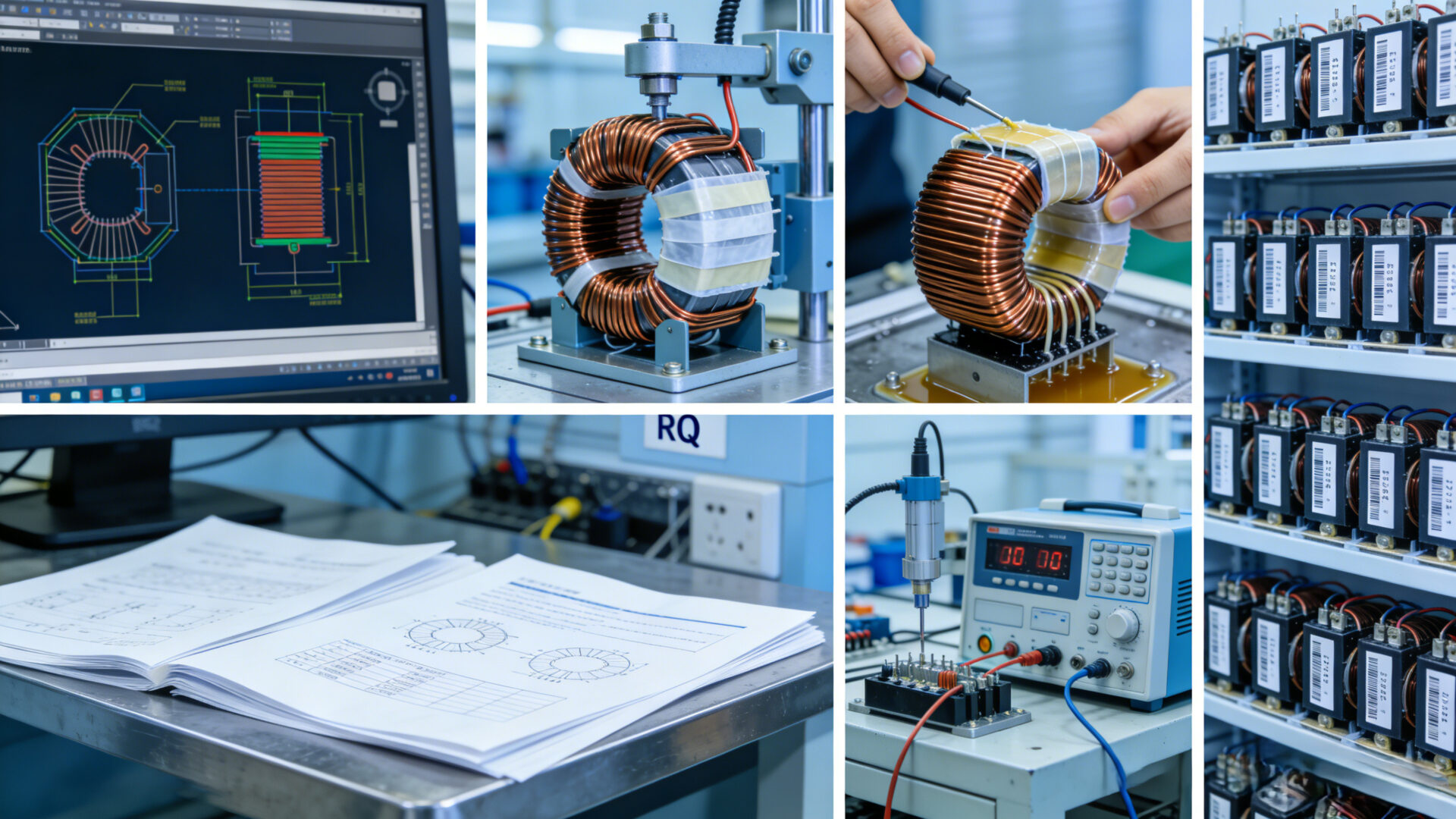
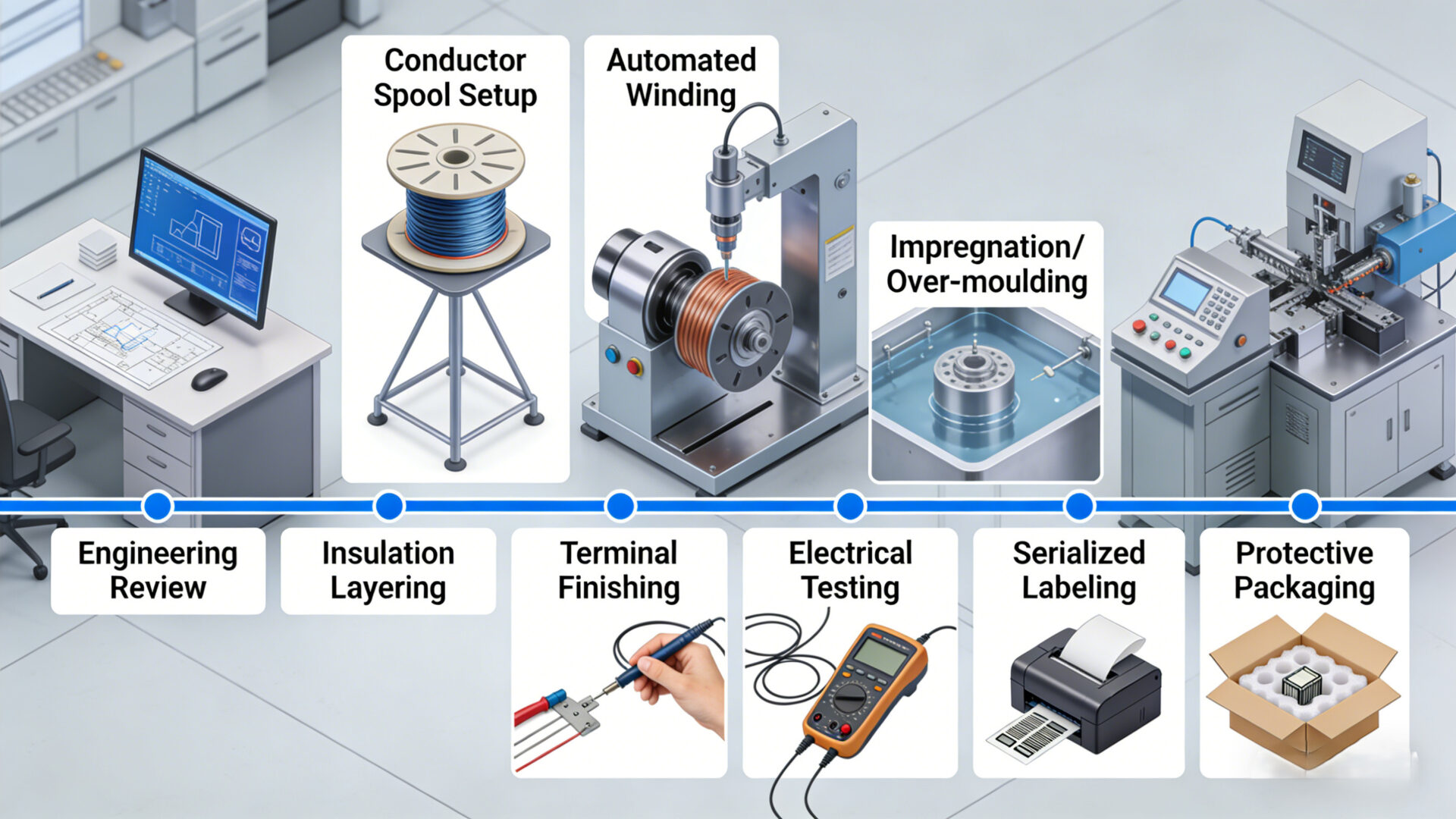
4. De la conception à l’ensemble bobiné testé
Un processus EMS structuré commence avant le bobinage, avec une analyse DFM (Design for Manufacturing).
Celle-ci couvre notamment :
- exigences électriques,
- concept d’isolation,
- intégration mécanique,
- hypothèses thermiques,
- conception des connexions.
Étapes typiques
- bobinage et isolation,
- fixation mécanique,
- imprégnation, encapsulation ou surmoulage,
- essais électriques et marquage,
- conditionnement pour intégration.
Ces étapes peuvent varier selon l’application, mais leur périmètre doit être défini dès la phase RFQ.
Les opérations d’imprégnation ou de surmoulage peuvent contribuer à améliorer la tenue mécanique, la résistance à l’environnement ou la stabilité diélectrique.
Les petites bobines nécessitent souvent une manipulation plus fine, tandis que les composants de puissance exigent une attention particulière aux contraintes thermiques et mécaniques.
5. Qualité, normes et documentation
Les exigences qualité doivent être définies de manière mesurable.
Les contrôles typiques incluent :
- résistance ohmique (DCR),
- inductance,
- facteur de qualité (L/Q),
- polarité,
- essais diélectriques,
- résistance d’isolation.
La documentation prend une importance particulière dans les environnements réglementés ou audités. Elle peut inclure la traçabilité, les critères d’acceptation et les procédures de test.
Des référentiels tels que ISO 9001 ou IEC 61558-1 peuvent servir de cadre général. Toutefois, ils ne remplacent pas une spécification adaptée au projet.
6. Facteurs de coût et de délai
Le coût et les délais dépendent de plusieurs facteurs combinés :
- disponibilité des matériaux,
- complexité du bobinage,
- exigences d’isolation,
- approvisionnement des noyaux,
- outillages et moyens de production,
- niveau de test,
- exigences de documentation.
Facteurs fréquents
- matériaux spécifiques ou difficiles à approvisionner,
- architectures de bobinage complexes,
- contraintes mécaniques élevées,
- opérations de protection (imprégnation, surmoulage),
- exigences de test étendues,
- traçabilité.
Une définition claire du RFQ peut contribuer à limiter les délais et faciliter la comparaison des offres.

7. Contenu recommandé d’un RFQ
Un RFQ structuré facilite l’alignement entre ingénierie, achats et production.
Il est recommandé d’inclure :
- contexte applicatif et environnement,
- paramètres électriques (inductance, DCR, fréquence, courant, niveaux d’isolation),
- type de noyau ou alternatives,
- type de conducteur,
- exigences d’isolation,
- contraintes mécaniques et d’intégration,
- périmètre de test et documentation,
- volumes (prototype, présérie, série).
8. FAQ
Que comprennent les composants bobinés EMS ?
Ils incluent généralement transformateurs, inductances, selfs, solénoïdes et autres ensembles magnétiques bobinés, fournis prêts à intégrer.
Quels critères d’évaluation pour les acheteurs ?
La fabricabilité, le concept d’isolation, la stratégie de test, la qualité de la documentation et la capacité à passer du prototype à la série.
Quand utiliser un fil plat ou ruban ?
Dans des applications où la compacité, la gestion thermique ou la réduction des pertes sont des critères importants.
Pourquoi les rapports de test sont-ils importants ?
Ils permettent de vérifier la conformité aux exigences et d’évaluer la répétabilité en production.
Comment réduire les délais de RFQ ?
En fournissant dès le départ des spécifications complètes et cohérentes.


