
System integrators and panel builders rarely lose projects because they cannot source a controller.
They lose time when PLC control systems, mechanics, wiring, safety logic, and validation are specified, quoted, and approved separately.
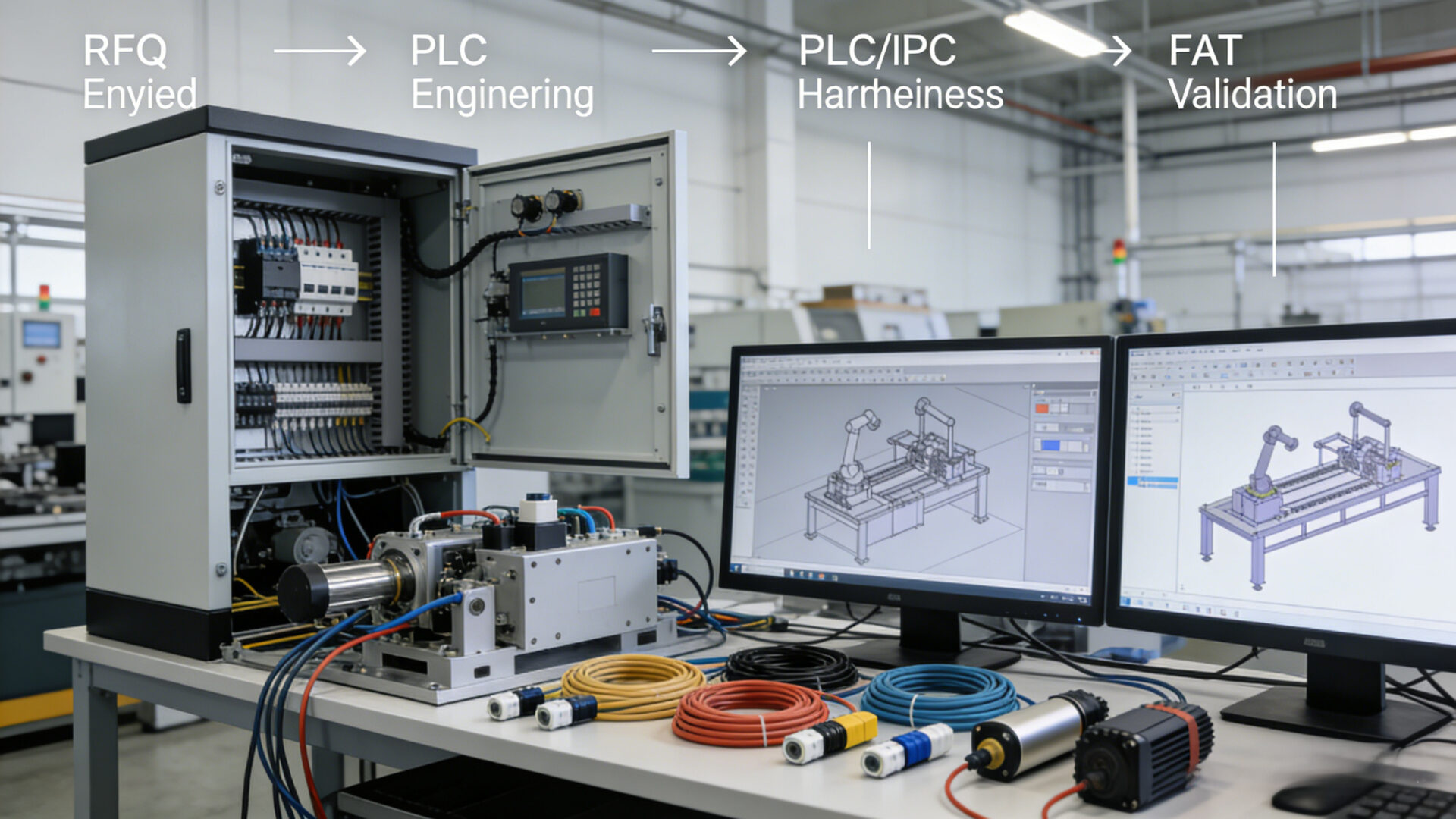
TPS Elektronik’s EMS mechatronics approach is designed to address this challenge. It combines electro-mechanical assemblies, control panels, harnessing, PLC/IPC integration, and documentation within a unified workflow. This supports clearer RFQs and more stable project execution—from subassemblies to complete automation lines.
1. Why EMS mechatronics affects RFQ outcomes
In later-stage (BoFu) buying processes, mechatronics is not a branding term. It defines where mechanical, electrical, software, and production responsibilities converge.
For different stakeholders, this has practical implications:
- System integrators: Ability to quote complete systems instead of partial scopes
- Panel builders: Early alignment of cabinet layout, wiring, and real assembly constraints
- Procurement: Fewer scope gaps, reduced clarification loops, and improved cost transparency
Many PLC-based projects face commercial challenges before technical ones. Typical issues include:
- Limited service access due to enclosure design
- Rework caused by impractical harness routing
- Misalignment between HMI design and FAT acceptance criteria
An EMS mechatronics partner can reduce risk in four key areas:
- System architecture before quoting
- Mechanical-electrical interface definition
- Documentation readiness before production release
- Test logic before acceptance milestones
For industrial buyers, the focus is therefore not only functionality—but also manufacturability, serviceability, and RFQ clarity.
2. Role of PLC control systems in industrial automation
Terms such as PLC control system and industrial automation system are often used interchangeably, but they refer to different layers.
At machine level, PLCs or IPCs handle:
- Deterministic control logic
- Safety interlocks
- Motion sequences
- Device-level communication
Higher-level systems (SCADA, MES, ERP) focus on:
- Visualization and monitoring
- Data collection and traceability
- Production management
Frameworks such as ISA-95 help separate these responsibilities and avoid unclear system definitions.
2.1 PLC in control system architecture
PLC selection should reflect process requirements rather than supplier preference.
Typical PLC use cases include:
- Discrete manufacturing
- Pick-and-place systems
- Motion control and indexing
- Safety zone coordination
Standardized programming approaches, such as IEC 61131-3, remain important for:
- Software maintainability
- Diagnostics
- Long-term serviceability
2.2 Distributed control system vs PLC
The comparison between DCS and PLC typically reflects process type:
- PLC-based systems:
Discrete machines, modular cells, motion-driven processes - DCS-based systems:
Continuous, plant-wide processes with distributed control requirements
In many RFQs, the key question is not PLC vs DCS, but which architecture provides the most reliable path from concept to commissioning, maintenance, and long-term operation.
2.3 Typical characteristics of OT systems
Effective OT (Operational Technology) systems tend to follow clear structural boundaries:
- Field devices selected according to actual load and environment
- PLC/IPC sized for logic complexity and diagnostics
- Safety systems defined and testable
- SCADA/MES interfaces planned early
- Cybersecurity considered before commissioning
Standards such as ISA/IEC 62443 provide general guidance for secure system design in connected environments.

3. Integrated EMS mechatronics scope
An EMS mechatronics supplier typically contributes beyond control assembly. Integration reduces coordination effort and potential change orders.
A structured scope may include:
- Electro-mechanical assemblies and subassemblies
- Control cabinet design and build
- Harnessing, connectors, and routing
- Integration of sensors, actuators, drives, and subsystems
- PLC/IPC implementation and communication interfaces
- Test concepts, traceability, FAT/SAT preparation
When disciplines are handled separately, the buyer often becomes the integrator.
A unified workflow can support more consistent RFQ assumptions and smoother project execution.
4. Automation systems for industrial lines
Requests for automation systems are often broad, but requirements are typically specific:
- A production line section
- A single machine or module
- An upgrade or retrofit
Key practical requirements include:
- Defined cycle-time assumptions
- Consistent I/O and device lists
- Realistic cabinet layout and cable routing
- Early clarification of safety concepts
- Defined interfaces to SCADA, MES, or IT systems
- Serviceability and spare-part considerations
Clear definition of these aspects supports more comparable quotes and reduces ambiguity during commissioning.

5. Comparing industrial automation suppliers
Price alone is not a reliable comparison factor. Lower quotes may reflect incomplete scope definitions.
Typical gaps include:
- Undefined interfaces between mechanics, controls, and software
- Missing FAT/SAT assumptions
- Limited documentation scope
- Late clarification of integration tasks
A more structured evaluation considers:
- Ability to deliver complete mechatronic scope
- Understanding of manufacturing and system integration
- Support across prototype, pilot, and series production
- Transparency of documentation and acceptance criteria
Different stakeholders focus on different risks:
- Engineering: design integrity
- Procurement: cost stability
- Management: schedule reliability
A suitable partner should address all three perspectives.

6. What to include in your RFQ
A well-structured RFQ improves quote quality and reduces interpretation gaps.
Recommended RFQ content
Project scope
- Machine, module, subassembly, or full line
- Prototype, pilot, or series production
Process requirements
- Cycle time and throughput targets
- Critical quality checks
- Availability expectations (if defined)
Controls and interfaces
- Preferred PLC, IPC, HMI, or drive systems
- Communication interfaces (fieldbus, SCADA, MES)
- Safety concept and acceptance criteria
Mechanical and electrical scope
- CAD data, layout, and panel concepts
- Harnessing constraints and connector standards
- Environmental and operating conditions
Verification and handover
- FAT/SAT scope
- Documentation requirements
- Labeling, packaging, and installation expectations
The goal is not complete detail, but clear assumptions and visible risks.
7. Why TPS is a practical project partner
TPS is relevant for projects requiring coordination between mechanics, electronics, and control systems.
Its EMS mechatronics approach supports:
- Integration of electro-mechanical assemblies and controls
- Coordination between cabinet design and field behavior
- Transition from prototype to repeatable production
- Alignment between project scope and RFQ definition
For many projects, the decision is less about individual components and more about managing interfaces and responsibilities across disciplines.
8. FAQ
What is the difference between a PLC control system and an industrial automation system?
A PLC system typically covers machine-level control. An industrial automation system also includes mechanical integration, sensors, drives, interfaces, and higher-level systems.
When should PLC vs DCS be considered?
PLC systems are common for discrete machines and modular automation. DCS architectures are more suitable for continuous, plant-wide processes.
What should procurement request from a supplier?
Clear scope definition, interface lists, safety concepts, documentation scope, FAT/SAT expectations, and support for production ramp-up.
Can one supplier cover mechanics, controls, and validation?
Yes. Integrated approaches can reduce coordination effort and minimize interface risks.
What should an RFQ include?
Process goals, cycle time, control architecture, safety requirements, interfaces, environmental conditions, and verification scope.


