
Systemintegratoren und Schaltschrankbauer verlieren RFQs selten daran, dass eine Steuerung nicht verfügbar ist.
Herausfordernd wird es, wenn PLC-Steuerungssystem, Mechanik, Verdrahtung, Safety, Dokumentation und Abnahme getrennt spezifiziert und kalkuliert werden.
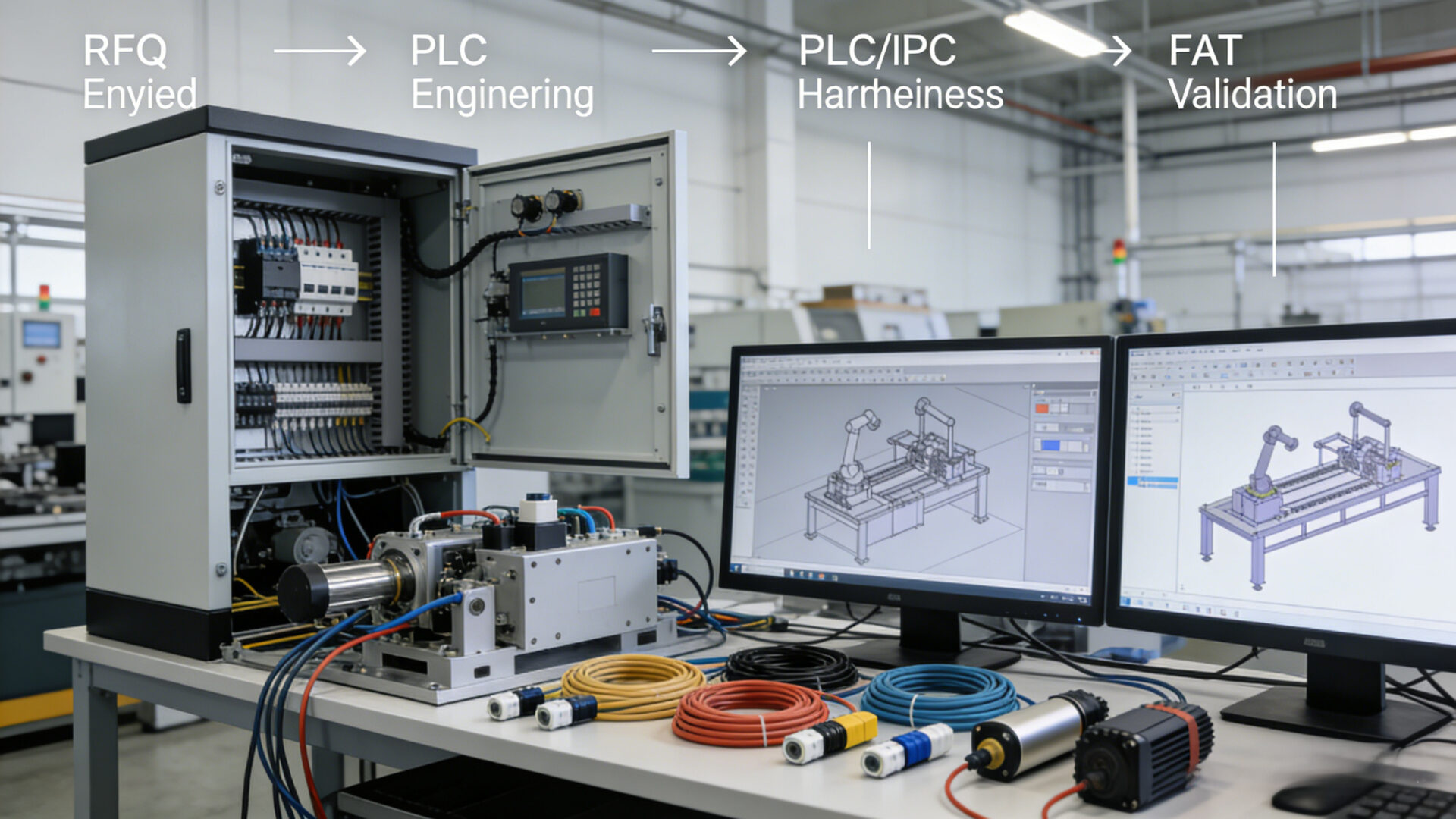
Die EMS-Mechatronik von TPS Elektronik setzt genau hier an. Sie verbindet elektromechanische Baugruppen, Schaltschrankbau, Kabelsatzintegration, PLC/IPC-Integration sowie dokumentierte Prüf- und Abnahmeprozesse in einem durchgängigen Ansatz. Ziel ist es, RFQs klarer zu strukturieren und Projekte konsistenter umzusetzen.
1. Warum EMS-Mechatronik RFQ-Ergebnisse beeinflusst
Im späteren Entscheidungsprozess (BoFu) ist Mechatronik kein Trendbegriff, sondern ein zentraler Risikofaktor. Hier treffen Mechanik, Elektronik, Steuerung, Software und Fertigung aufeinander.
Für die Beteiligten ergeben sich unterschiedliche Anforderungen:
- Systemintegratoren: vollständige Systeme statt fragmentierter Angebote
- Schaltschrankbauer: Layout, Verdrahtung und Servicezugang basieren auf realen Montagebedingungen
- Einkauf: weniger Schnittstellen, geringerer Klärungsaufwand, bessere Kostentransparenz
Viele PLC-Steuerungssysteme scheitern nicht an der Steuerungslogik selbst, sondern an angrenzenden Aspekten:
- eingeschränkter Wartungszugang
- unklare I/O-Annahmen
- ungünstige Leitungsführung
- zu spät definierte FAT-Kriterien
- nicht abgestimmte mechanisch-elektrische Schnittstellen
Ein EMS-Mechatronik-Partner kann Risiken insbesondere in folgenden Bereichen reduzieren:
- Systemarchitektur vor der Angebotsphase
- Definition von Schnittstellen zwischen Mechanik und Elektrik
- Dokumentation vor Produktionsfreigabe
- Test- und Abnahmelogik vor FAT/SAT
Für technische Einkäufer steht daher nicht nur die Funktion im Fokus, sondern auch die Umsetzbarkeit, Wartbarkeit und Kalkulationssicherheit.
2. Einordnung von PLC-Steuerungssystemen
Begriffe wie industrial automation and control systems oder PLC in control systems werden häufig synonym verwendet, beschreiben jedoch unterschiedliche Ebenen.
Auf Maschinenebene übernimmt die PLC/IPC:
- deterministische Steuerungslogik
- Safety-Funktionen
- Bewegungsabläufe und Sequenzen
- Gerätekommunikation
Darüber liegen Systeme wie SCADA oder MES für:
- Visualisierung und Monitoring
- Datenerfassung und Rückverfolgbarkeit
- Produktionssteuerung
Modelle wie ISA-95 helfen, diese Ebenen strukturiert zu trennen.
2.1 PLC in der Steuerungsarchitektur
Die Auswahl eines PLC-Systems sollte sich am Prozess orientieren.
Typische Einsatzfälle:
- diskrete Fertigungsprozesse
- Pick-and-Place-Anwendungen
- Indexierung und Bewegungssteuerung
- Sicherheitszonen
Neben der Hardware spielt die Softwarestruktur eine zentrale Rolle. IEC 61131-3 bleibt ein etablierter Referenzrahmen für:
- Programmierstruktur
- Wartbarkeit
- Diagnosefähigkeit
2.2 Distributed Control System vs. PLC
Die Frage „DCS oder PLC?“ hängt stark vom Prozess ab:
- PLC-basierte Systeme:
diskrete Maschinen, modulare Zellen, bewegungsorientierte Anwendungen - DCS-basierte Systeme:
kontinuierliche Prozesse, großflächige Anlagen, zentrale Prozessführung
In vielen Projekten ist entscheidend, welche Architektur den klarsten Weg von der Konzeptphase bis zur Inbetriebnahme und Wartung ermöglicht.
2.3 Typische Merkmale von OT-Systemen
Gut strukturierte OT-Systeme zeichnen sich durch klare Abgrenzungen aus:
- Auswahl der Feldgeräte nach realer Last und Umgebung
- Dimensionierung von PLC/IPC nach Komplexität und Diagnoseanforderung
- getrennte und prüfbare Safety-Strukturen
- früh definierte SCADA/MES-Schnittstellen
- Berücksichtigung von Cybersecurity vor der Inbetriebnahme
Standards wie ISA/IEC 62443 bieten hierfür allgemeine Orientierung.

3. Integrierter EMS-Mechatronik-Leistungsumfang
Ein EMS-Mechatronik-Ansatz geht über die reine Steuerungsmontage hinaus. Der Mehrwert entsteht durch Integration.
Typischer Leistungsumfang:
- elektromechanische Baugruppen und Subsysteme
- Schaltschrankbau und Steuerungsintegration
- Kabelsätze und Steckverbinderführung
- Integration von Sensorik, Aktorik und Antrieben
- PLC/IPC-Integration und Kommunikation
- Testkonzepte sowie FAT/SAT-Vorbereitung
Werden diese Disziplinen getrennt behandelt, entsteht zusätzlicher Koordinationsaufwand. Ein integrierter Ansatz kann helfen, Annahmen stabiler zu halten und RFQs klarer zu definieren.
4. Automatisierungssysteme für industrielle Linien
RFQs beziehen sich in der Praxis meist auf konkrete Einheiten:
- Fertigungszellen
- Module oder Baugruppen
- Prüfstationen
- Retrofit- oder Upgrade-Projekte
Typische Anforderungen:
- definierte Taktzeitannahmen
- konsistente I/O- und Gerätelisten
- realistische Schaltschrank- und Leitungsführung
- früh geklärte Safety-Konzepte
- definierte Schnittstellen zu SCADA, MES oder IT/OT
- Wartungszugang und Ersatzteilkonzepte
Sind diese Punkte unklar, werden Angebote schwer vergleichbar. Eine frühe Definition erhöht die Planungssicherheit.

5. Bewertung von Automatisierungsanbietern
Der Preis allein ist kein verlässlicher Vergleichsfaktor.
Häufige Ursachen für Abweichungen:
- unklare Scope-Abgrenzungen
- fehlende FAT/SAT-Definition
- unvollständige Dokumentation
- spätere Klärung von Integrationsaufgaben
Sinnvolle Bewertungsfragen:
- Kann der Anbieter den vollständigen mechatronischen Umfang abdecken?
- Besteht Verständnis für Fertigung und Systemintegration?
- Ist Unterstützung von Prototyp bis Serie möglich?
- Sind Dokumentation und Abnahmekriterien vorab definiert?
Die Bewertung betrifft unterschiedliche Perspektiven:
- Engineering: Designintegrität
- Einkauf: Kostenstabilität
- Management: Terminsicherheit

6. Inhalte einer RFQ
Eine strukturierte RFQ reduziert Interpretationsspielräume und beschleunigt Angebote.
Empfohlene Inhalte
Projektumfang
- Maschine, Modul oder Linie
- Prototyp-, Pilot- oder Serienphase
Prozessanforderungen
- Taktzeit und Durchsatz
- Qualitätsanforderungen
- Verfügbarkeitsziele (falls definiert)
Steuerung und Schnittstellen
- bevorzugte PLC-, IPC- oder HMI-Systeme
- Kommunikationsschnittstellen (z. B. Feldbus, SCADA, MES)
- Safety-Konzept
Mechanik und Elektrik
- CAD-Daten und Layout
- Schaltschrank- und Verdrahtungskonzepte
- Umgebungsbedingungen
Verifikation und Übergabe
- FAT/SAT-Umfang
- Dokumentationsanforderungen
- Verpackung und Installation
Ziel ist nicht vollständige Detailtiefe, sondern transparente Annahmen.
7. Warum TPS als Partner relevant ist
TPS ist insbesondere bei Projekten relevant, bei denen Mechanik, Elektronik und Steuerung integriert betrachtet werden müssen.
Der Ansatz unterstützt:
- Abstimmung zwischen mechanischer und elektrischer Integration
- Verbindung von Schaltschrankbau und realem Anlagenverhalten
- Übergang von Prototypen zu wiederholbarer Serienfertigung
- klare Definition von RFQ-Annahmen
Für viele Projekte steht weniger die Einzelkomponente im Vordergrund, sondern die Koordination der Schnittstellen.
8. FAQ
Was ist ein PLC-Steuerungssystem?
Es bildet den Kern der Maschinensteuerung: Logik, I/O, Sequenzen, Safety und Diagnose.
Wann sollte DCS statt PLC eingesetzt werden?
Bei kontinuierlichen, großflächigen Prozessen mit zentraler Prozessführung.
Was sollte der Einkauf anfordern?
Klare Scope-Definition, Schnittstellen, Safety-Konzept, Dokumentation und FAT/SAT-Umfang.
Kann ein Anbieter alles integrieren?
Ja, integrierte Ansätze können Koordinationsaufwand reduzieren.
Was gehört in eine RFQ?
Prozessziele, Taktzeit, Architektur, Schnittstellen, Umgebungsbedingungen und Abnahmekriterien.


