
Les intégrateurs de systèmes et les tableautiers perdent rarement du temps parce qu’un contrôleur est difficile à approvisionner.
Les difficultés apparaissent plutôt lorsque le système de commande PLC, la mécanique, le câblage, la logique de sécurité et la validation sont spécifiés, chiffrés et validés séparément.
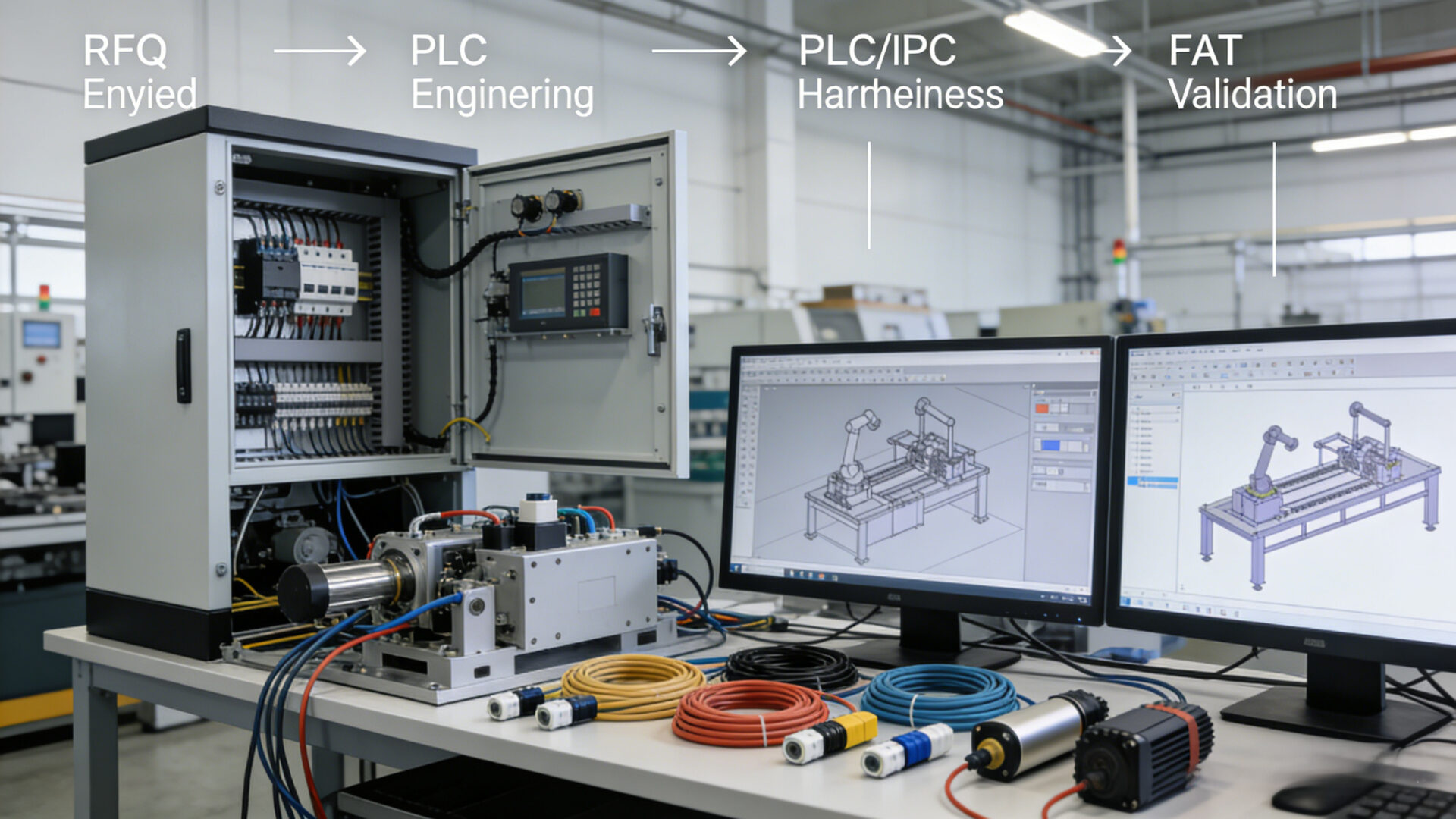
L’approche mécatronique EMS de TPS Elektronik vise à répondre à cet enjeu. Elle regroupe les ensembles électromécaniques, les armoires de commande, les faisceaux de câbles, l’intégration PLC/IPC et la documentation dans un flux de travail coordonné. Cette approche peut contribuer à clarifier les RFQ et à stabiliser l’exécution des projets, depuis les sous-ensembles jusqu’aux lignes d’automatisation complètes.
1. Pourquoi la mécatronique EMS influence les RFQ
Dans les phases avancées d’achat, la mécatronique n’est pas un simple terme marketing. Elle désigne le point de convergence entre mécanique, électronique, logiciel, commande et responsabilité de production.
Pour les différentes parties prenantes, cela se traduit par des besoins concrets :
- Intégrateurs de systèmes : capacité à chiffrer un système complet plutôt que des lots isolés
- Tableautiers : alignement précoce entre implantation de l’armoire, câblage et contraintes réelles de montage
- Achats : réduction des zones d’incertitude, des boucles de clarification et des écarts de périmètre
De nombreux projets PLC rencontrent des difficultés commerciales avant même les problèmes techniques. Les causes fréquentes incluent :
- un accès de maintenance limité par la conception de l’enveloppe
- des reprises liées à un cheminement de câbles peu adapté
- un décalage entre la conception HMI et les critères d’acceptation FAT
Un partenaire EMS mécatronique peut contribuer à réduire les risques à plusieurs niveaux :
- architecture système avant le chiffrage
- définition des interfaces mécaniques et électriques
- documentation avant la mise en production
- logique de test avant les étapes d’acceptation
Pour les acheteurs industriels, l’enjeu ne se limite donc pas à la fonctionnalité. Il concerne également la fabricabilité, la maintenabilité et la clarté de la RFQ.
2. Rôle des systèmes de commande PLC dans l’automatisation industrielle
Les termes système de commande PLC et système d’automatisation industrielle sont parfois utilisés de manière interchangeable. En pratique, ils correspondent à des niveaux de responsabilité différents.
Au niveau machine, les PLC ou IPC assurent notamment :
- la logique de commande déterministe
- les interverrouillages de sécurité
- les séquences de mouvement
- la communication avec les équipements de terrain
Les systèmes de niveau supérieur, tels que SCADA, MES ou ERP, couvrent plutôt :
- la visualisation et la supervision
- la collecte de données et la traçabilité
- la gestion de la production
Des cadres comme ISA-95 aident à distinguer ces niveaux et à éviter des spécifications trop générales.
2.1 PLC dans l’architecture de commande
Le choix d’un PLC doit être guidé par les exigences du procédé, et non uniquement par les habitudes fournisseur.
Les cas d’usage typiques incluent :
- fabrication discrète
- systèmes pick-and-place
- contrôle de mouvement et indexation
- coordination de zones de sécurité
Les approches de programmation standardisées, comme IEC 61131-3, restent importantes pour :
- la maintenabilité du logiciel
- le diagnostic
- le support à long terme
2.2 DCS ou PLC : critères de distinction
La comparaison entre DCS et PLC dépend généralement du type de procédé.
- Systèmes basés sur PLC :
machines discrètes, cellules modulaires, procédés orientés mouvement - Systèmes basés sur DCS :
procédés continus, installations étendues, besoins de contrôle distribué
Dans de nombreuses RFQ, la question principale n’est pas simplement « PLC ou DCS ». Il s’agit plutôt d’identifier l’architecture qui offre le chemin le plus cohérent entre concept, mise en service, maintenance et exploitation à long terme.
2.3 Caractéristiques des systèmes OT
Les systèmes OT efficaces reposent généralement sur des limites bien définies :
- équipements de terrain sélectionnés selon la charge et l’environnement réels
- PLC/IPC dimensionnés selon la complexité logique et les besoins de diagnostic
- systèmes de sécurité définis et testables
- interfaces SCADA/MES planifiées en amont
- cybersécurité prise en compte avant la mise en service
Des références comme ISA/IEC 62443 fournissent une orientation générale pour la conception de systèmes connectés plus structurés.

3. Périmètre d’une prestation mécatronique EMS intégrée
Un fournisseur EMS mécatronique intervient généralement au-delà de l’assemblage de commande. L’intégration réduit les efforts de coordination et peut limiter les modifications tardives.
Un périmètre structuré peut inclure :
- ensembles et sous-ensembles électromécaniques
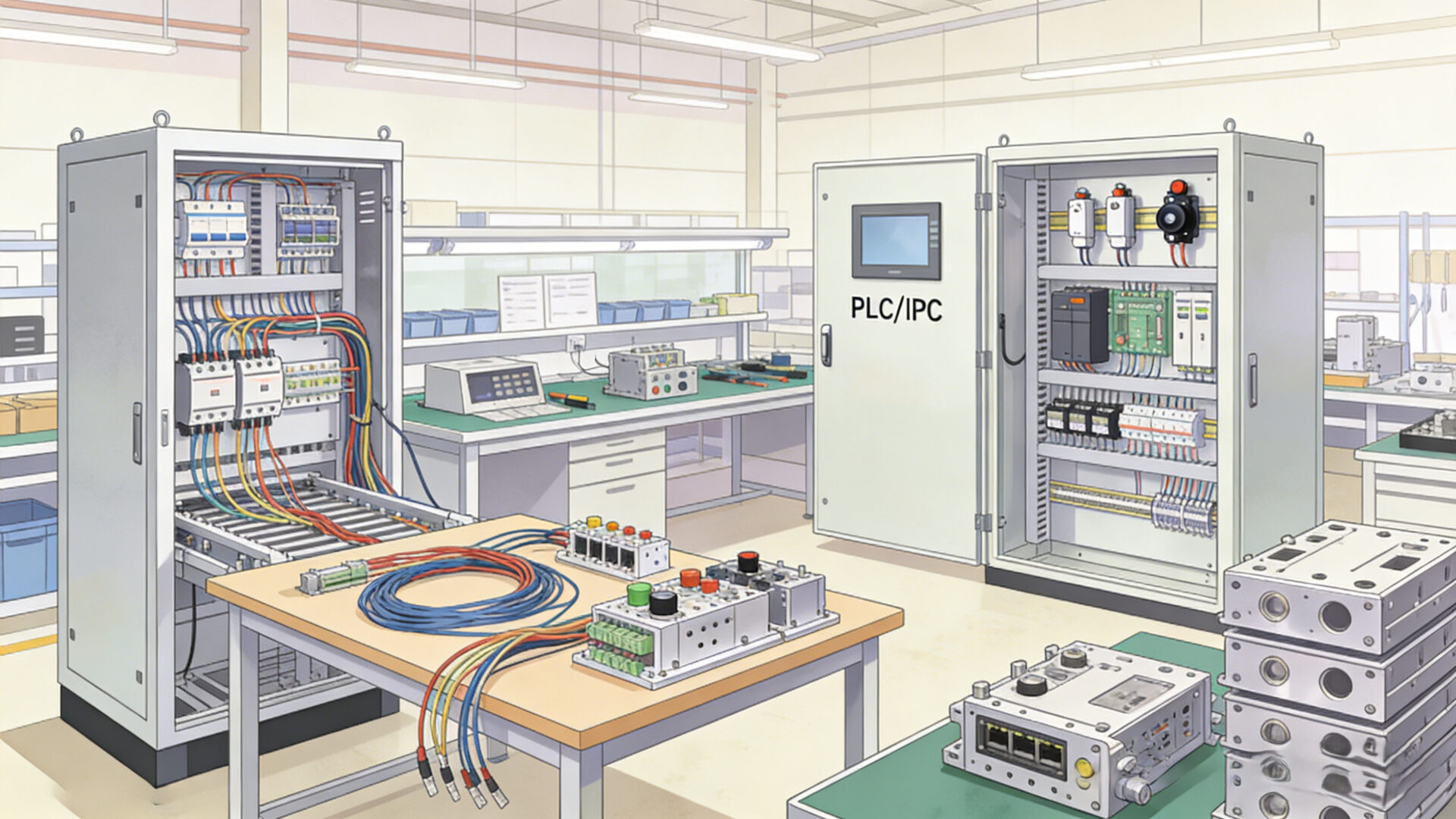
- conception et réalisation d’armoires de commande
- faisceaux de câbles, connecteurs et cheminement
- intégration de capteurs, actionneurs, variateurs et sous-systèmes
- intégration PLC/IPC et interfaces de communication
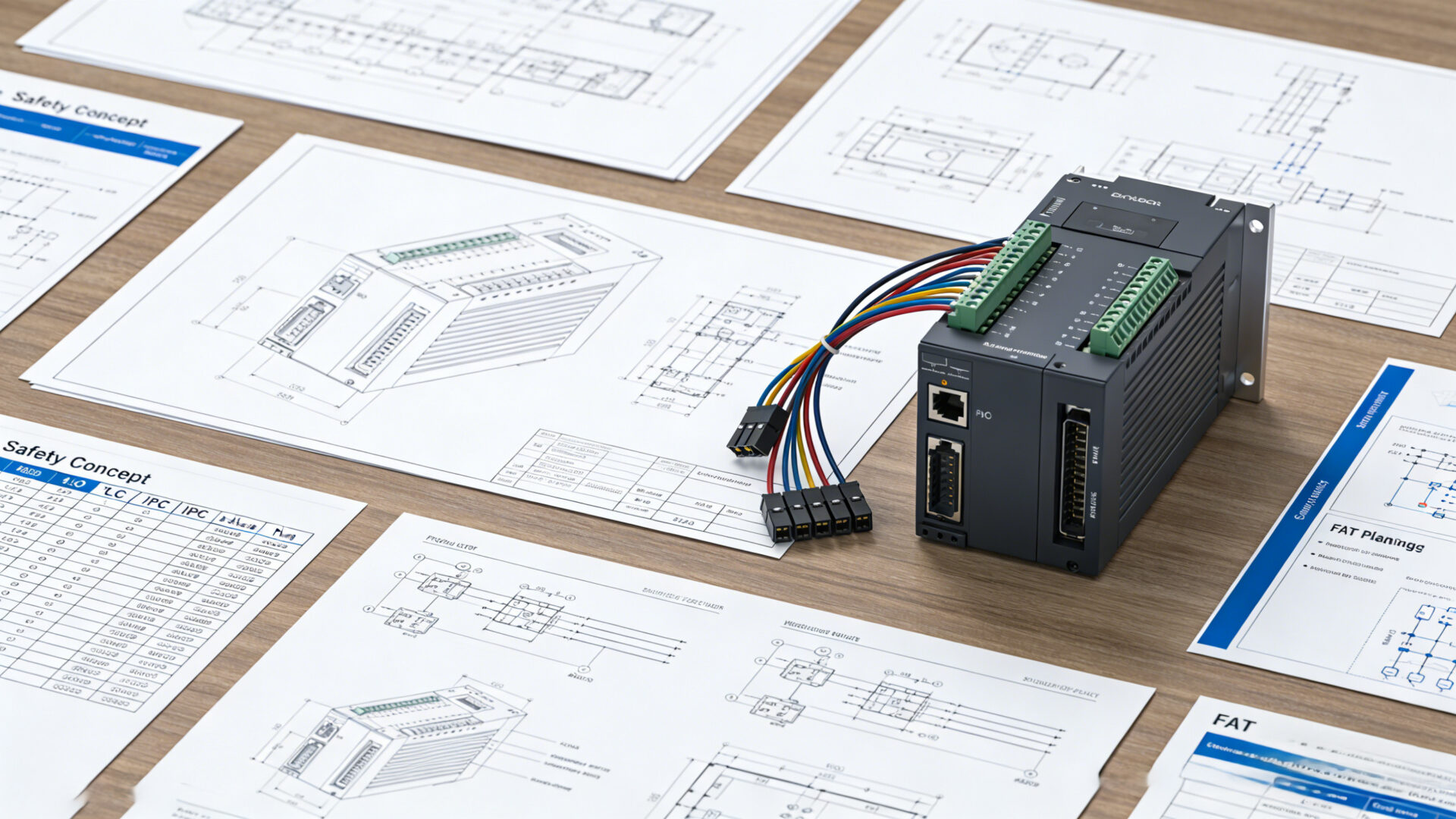
- concepts de test, traçabilité, préparation FAT/SAT
Lorsque ces disciplines sont gérées séparément, l’acheteur devient souvent l’intégrateur de fait. Un flux de travail unifié peut contribuer à rendre les hypothèses de RFQ plus cohérentes et l’exécution du projet plus fluide.
4. Systèmes d’automatisation pour lignes industrielles
Les demandes portant sur les systèmes d’automatisation sont souvent formulées de manière large. Dans la pratique, les besoins sont généralement précis :
- une section de ligne de production
- une machine ou un module
- une modernisation ou un retrofit
Les exigences opérationnelles clés comprennent :
- hypothèses de temps de cycle définies
- listes d’E/S et d’équipements cohérentes
- implantation réaliste de l’armoire et du câblage
- clarification précoce du concept de sécurité
- interfaces définies vers SCADA, MES ou systèmes IT
- accès maintenance et stratégie de pièces de rechange
La définition claire de ces points permet de comparer les offres plus efficacement et de réduire les ambiguïtés lors de la mise en service.

5. Critères de sélection d’un fournisseur en automatisation industrielle
Le prix seul ne constitue pas un critère de comparaison fiable. Une offre initialement plus basse peut refléter un périmètre incomplet.
Les écarts fréquents concernent :
- interfaces non définies entre mécanique, commande et logiciel
- hypothèses FAT/SAT absentes
- documentation limitée
- clarification tardive des tâches d’intégration
Une évaluation plus structurée prend en compte :
- la capacité à couvrir un périmètre mécatronique complet
- la compréhension des exigences de fabrication et d’intégration système
- le support du prototype à la production en série
- la transparence des livrables documentaires et des critères d’acceptation
Les parties prenantes ne regardent pas les mêmes risques :
- Ingénierie : intégrité de conception
- Achats : stabilité des coûts
- Management : fiabilité du planning
Un partenaire adapté doit pouvoir répondre à ces trois perspectives.

6. Éléments à inclure dans une RFQ
Une RFQ bien structurée améliore la qualité des offres et réduit les écarts d’interprétation.
Contenu recommandé
Périmètre du projet
- machine, module, sous-ensemble ou ligne complète
- prototype, pilote ou production en série
Exigences de procédé
- objectifs de temps de cycle et de débit
- contrôles qualité critiques
- exigences de disponibilité, si elles sont déjà définies
Commande et interfaces
- systèmes PLC, IPC, HMI ou variateurs préférés
- interfaces de communication : fieldbus, SCADA, MES
- concept de sécurité et critères d’acceptation
Périmètre mécanique et électrique
- données CAD, implantation et concepts d’armoire
- contraintes de faisceaux et standards de connecteurs
- conditions environnementales et d’exploitation
Vérification et transfert
- périmètre FAT/SAT
- exigences documentaires
- étiquetage, emballage et attentes d’installation
L’objectif n’est pas de définir chaque détail dès le départ. Il s’agit surtout de clarifier les hypothèses et de rendre les risques visibles.
7. Warum TPS als Partner relevant ist
TPS ist insbesondere bei Projekten relevant, bei denen Mechanik, Elektronik und Steuerung integriert betrachtet werden müssen.
Der Ansatz unterstützt:
- Abstimmung zwischen mechanischer und elektrischer Integration
- Verbindung von Schaltschrankbau und realem Anlagenverhalten
- Übergang von Prototypen zu wiederholbarer Serienfertigung
- klare Definition von RFQ-Annahmen
Für viele Projekte steht weniger die Einzelkomponente im Vordergrund, sondern die Koordination der Schnittstellen.
7. Pourquoi TPS peut être un partenaire adapté
TPS intervient sur des projets nécessitant une coordination entre mécanique, électronique et systèmes de commande.
Son approche EMS mécatronique peut accompagner :
- l’intégration d’ensembles électromécaniques et de commandes
- la coordination entre conception d’armoires et comportement terrain
- la transition du prototype vers une production répétable
- l’alignement entre périmètre projet et définition RFQ
Dans de nombreux projets, la décision porte moins sur un composant isolé que sur la gestion des interfaces et des responsabilités entre disciplines.
8. FAQ
Quelle est la différence entre un système de commande PLC et un système d’automatisation industrielle ?
Un système PLC couvre généralement la commande au niveau machine. Un système d’automatisation industrielle inclut aussi l’intégration mécanique, les capteurs, les variateurs, les interfaces et les systèmes de niveau supérieur.
Quand faut-il comparer PLC et DCS ?
Les systèmes PLC sont courants pour les machines discrètes et les cellules modulaires. Les architectures DCS sont plutôt adaptées aux procédés continus et aux installations distribuées à l’échelle d’un site.
Que doivent demander les achats à un fournisseur ?
Une définition claire du périmètre, des listes d’interfaces, un concept de sécurité, le périmètre documentaire, les attentes FAT/SAT et le support à la montée en production.
Un seul fournisseur peut-il couvrir mécanique, commande et validation ?
Oui. Une approche intégrée peut réduire l’effort de coordination et limiter les risques liés aux interfaces.
Que doit contenir une RFQ ?
Les objectifs de procédé, le temps de cycle, l’architecture de commande, les exigences de sécurité, les interfaces, les conditions environnementales et le périmètre de vérification.
Plateforme 14 V pour la formation de cellules, le vieillissement avec récupération d’énergie et les systèmes de test raccordés au réseau")

