
They lose time because the plc control system, mechanics, wiring, safety logic, and validation plan are quoted separately, revised separately, and approved separately.
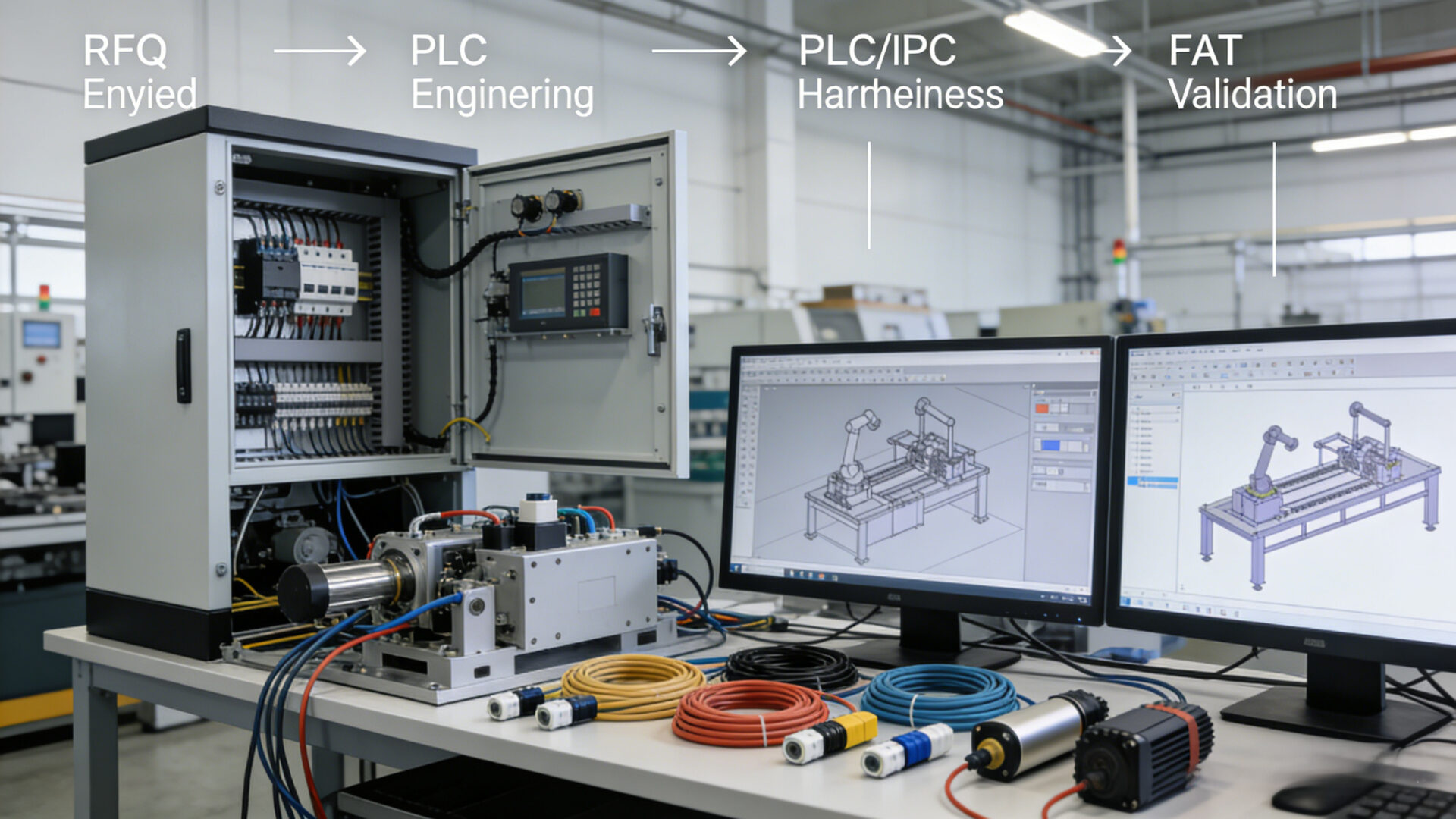
TPS Elektronik’s EMS Mechatronics approach is built to reduce that RFQ risk: electro-mechanical assemblies, control panels, harnesses, PLC/IPC integration, documentation, FAT/SAT thinking, and scalable build paths from subassembly to automated line.
1. Why EMS mechatronics affects RFQ outcomes
In BoFu buying cycles, mechatronics is not a branding term. It is the point where mechanical reality, electrical design, software behavior, and production responsibility finally meet.
For a system integrator, that usually means one commercial question: can the supplier quote a complete industrial automation system instead of only quoting fragments? For a panel builder, it means the cabinet, wiring, harness exits, actuator loads, cooling, and field interfaces are designed around real assembly constraints instead of being discovered late. For procurement, it means fewer handoffs, fewer argument loops over scope gaps, and less hidden cost after PO release.
This matters because many plc control systems fail commercially long before they fail technically. The PLC may be correct, but the enclosure layout is too tight for service access. The I/O count may be right, but the harness routing creates assembly rework. The HMI may look complete, but FAT acceptance criteria were never aligned with the real line behavior.
An EMS mechatronics partner should therefore reduce risk in four places at once:
- system architecture before quoting
- mechanical-electrical interface definition before build
- documentation depth before release to production
- test logic before the first acceptance milestone
That is exactly why industrial buyers do not just search for an industrial automation system. They search for a supplier who can make the system manufacturable, serviceable, and quotable without restarting the project three times.
If your team is still framing the project internally, these TPS resources help align terminology before the RFQ moves forward: mechatronics and robotics guide and mechatronics, intelligent systems, and Industry 4.0 overview.
2. Where a PLC control system fits inside industrial automation and control systems
Buyers often use search phrases such as control system and industrial automation, plc in control system, or industrial automation and control systems as if they all mean the same thing. In practice, they point to different layers of responsibility.
At machine level, the PLC or IPC is where deterministic logic, safety interlocks, motion sequences, alarms, and device-level communication are coordinated. Above that, SCADA, MES, and enterprise-facing systems handle visualization, historical data, traceability, reporting, and production management. ISA-95 is still useful here because it helps teams distinguish between field devices, control, operations management, and business layers instead of mixing them into one vague requirement set. ISA-95 overview.
2.1 PLC in control system architecture
A PLC in control system architecture should be selected around process behavior, not around habit. Discrete assembly, pick-and-place, indexing, safety zones, and fast actuator coordination are typical cases where PLC-based control is commercially efficient and technically robust. That is especially true when service teams need clear diagnostics, spare-parts availability, and maintainable logic structures on the plant floor.
Programming structure also matters. IEC 61131-3 remains the common reference for PLC programming languages and structuring concepts, which is why serious buyers still care about software portability, maintainability, and diagnostic clarity instead of just asking for “any PLC.” PLCopen on IEC 61131-3.
2.2 Distributed control system vs PLC
When engineers search distributed control system vs plc, the real question is usually this: are we building a discrete machine, a modular production cell, or a plant-wide continuous process environment?
As a working rule, PLC-centric architecture usually fits discrete machines, motion-heavy handling systems, and modular automation cells. DCS architecture is more often justified when the process is continuous, plant-wide, highly distributed, and operationally centered on supervisory process stability rather than machine-cycle logic. NIST’s ICS guidance is a good neutral reminder that PLC, SCADA, and DCS are all part of broader industrial control system thinking, especially when reliability, safety, and cybersecurity must be treated together. NIST ICS guidance.
For most OEM, machine builder, and line-integration RFQs in this audience, the better question is not “PLC or DCS?” but “what architecture gives us the cleanest path from controls concept to FAT, SAT, maintenance, and spare-parts support?”
2.3 What the best OT systems for industrial automation usually include
The best OT systems for industrial automation are rarely the most complicated. They are the ones that keep boundaries clean:
- field devices selected around real load and environment
- PLC/IPC sized around sequence complexity and diagnostics
- safety logic separated, documented, and testable
- SCADA/MES connectivity defined early, not added after wiring
- cybersecurity considered before commissioning, not after an audit
That last point matters more than many RFQs admit. ISA/IEC 62443 remains one of the most relevant reference frameworks for industrial automation and control systems cybersecurity, especially when the line will be networked, remotely supported, or connected to higher-level systems. ISA/IEC 62443 overview.

3. What an integrated EMS mechatronics scope should include
A credible mechatronics supplier should not stop at controls assembly. The value comes from integrating disciplines that otherwise create change orders:
- electro-mechanical assemblies and subassemblies
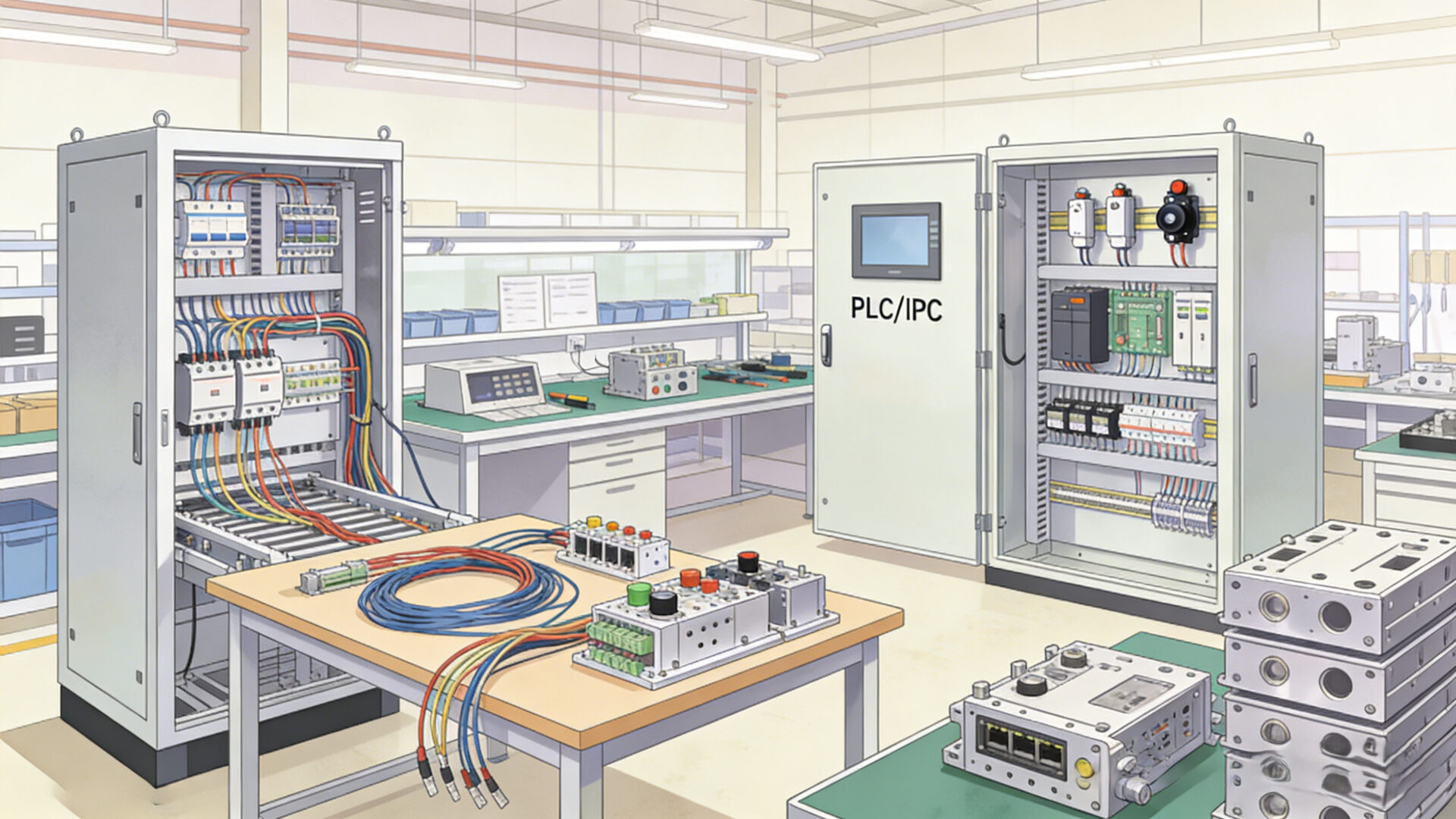
- control cabinet or panel build
- harnesses, interlocks, and connector routing
- actuators, sensors, drives, pneumatics, or thermal subsystems
- PLC/IPC implementation and field communication
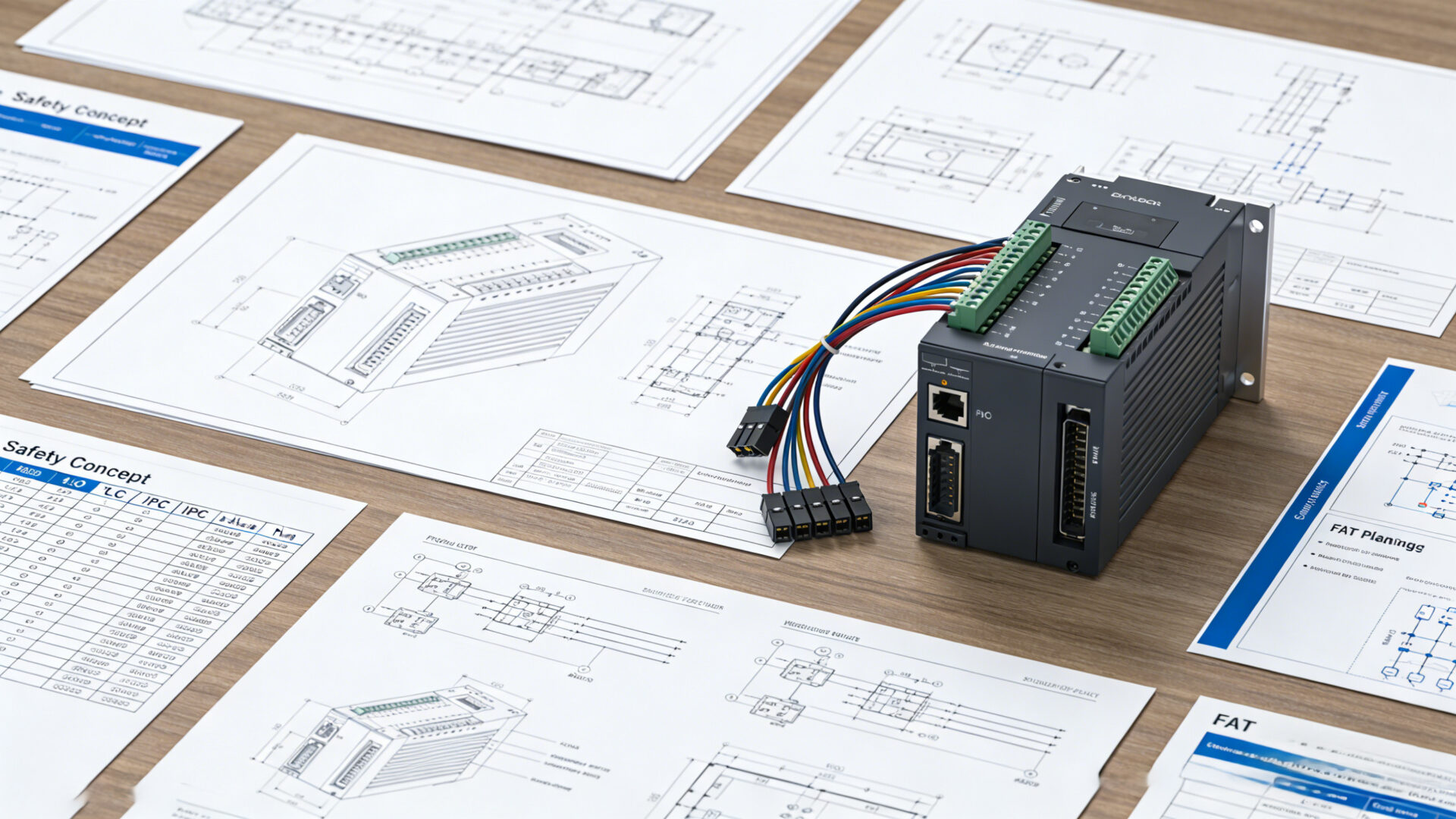
- test concepts, traceability, FAT/SAT readiness
That is why an EMS mechatronics evaluation should include both system integration depth and manufacturability depth. If mechanics, electronics, and software are specified independently, the buyer becomes the de facto integrator. If they are developed in one controlled workflow, RFQ assumptions become far more stable.
TPS’s own related pages reflect that integration logic well: integrated mechatronic systems and precision machining and from design integration to precision parts production.
4. Automation systems for industrial lines: what buyers actually need
Searches for automation systems for industrial lines often sound broad, but the RFQ requirement is usually specific: one line, one cell, one handling module, one inspection station, or one upgrade package that must fit into a larger production environment.
For this audience, the practical requirements are usually not theoretical. They include:
- documented cycle-time assumptions
- I/O and device lists that match the real machine concept
- cabinet footprint and cable routing that fit the installation space
- safety concept clarity before purchasing starts
- defined interfaces to SCADA, MES, or plant IT/OT layers
- service access, spare parts, and replacement logic after handover
When those items are left open, engineering keeps revising, procurement keeps comparing non-equivalent quotes, and commissioning inherits the ambiguity. When they are defined early, the quote becomes defensible and the handover becomes predictable.
This is also where a partner with both manufacturing discipline and system integration discipline can outperform a controls-only supplier. The result is not just a working machine. It is a machine that can be built repeatedly, packed correctly, installed faster, and maintained with less tribal knowledge.
Discuss your line or cell architecture with TPS →

5. How procurement should compare industrial automation systems companies
When buyers compare industrial automation systems companies, price is the easiest column to read and the least reliable one to trust in isolation. A lower headline quote often hides one of the following:
- unclear scope boundaries between mechanics, controls, and software
- missing FAT/SAT assumptions
- no explicit cybersecurity, traceability, or documentation package
- late clarification on panel build, harnessing, or field integration
- limited support beyond prototype or first build
A better procurement review asks:
- Can the supplier quote the complete mechatronic scope or only the controls core?
- Do they understand both manufacturing repeatability and machine functionality?
- Can they support prototype, pilot, and series needs without changing the integration logic?
- Are documentation and acceptance criteria commercially visible before PO?
For electrical engineers, the concern is design integrity. For procurement, it is cost stability. For management, it is schedule confidence. The right supplier has to satisfy all three, not just one.

6. What to include in your RFQ
A strong RFQ for EMS mechatronics should make the quote faster and reduce interpretation drift. The most useful inputs are not always the longest documents; they are the clearest ones.
Recommended RFQ content:
Project scope
- single machine, module, subassembly, line section, or full line
- prototype, pilot, or serial-production expectation
Process and performance
- target cycle time
- throughput target
- critical quality checks
- availability or uptime expectation if already known
Controls and interfaces
- preferred PLC, IPC, HMI, robot, or drive platform if mandated
- fieldbus, SCADA, MES, traceability, or ERP-related interface requirements
- safety level, zone concept, and acceptance expectations
Mechanical and electrical package
- CAD, layout, panel concept, harness constraints, connector standards
- environmental conditions, thermal limits, pneumatics, or fluids
Verification and handover
- FAT/SAT scope
- documentation set required
- labeling, pack-out, and field-installation expectations
A good RFQ does not need to know every final detail. It does need to reveal which assumptions are fixed, which are open, and which commercial risks need to be priced visibly.
7. Why TPS is a practical fit for control system and industrial automation projects
TPS is especially relevant when the project is not “just controls” and not “just mechanics,” but a real mechatronic package that has to move from concept into stable build. Its public EMS mechatronics positioning already reflects the combination many buyers need: electro-mechanical assemblies, custom automation machines, industrial automation and controls, robotics and handling interfaces, PLC/IPC, safety, SCADA/MES connectivity, and documented FAT/SAT thinking.
That makes TPS a practical conversation for teams who need one partner to bridge:
- mechanics and electronics
- cabinet build and field behavior
- prototype flexibility and production repeatability
- project architecture and RFQ clarity
For BoFu readers, that is the decision point that matters. The question is not whether a supplier can build some part of your control stack. The question is whether they can build the right mechatronic scope with fewer commercial surprises.
8. FAQ
What is the difference between a PLC control system and a broader industrial automation system?
A PLC control system is usually the machine-level control core: logic, I/O, sequencing, safety coordination, motion, and diagnostics. A broader industrial automation system also includes mechanical integration, drives, sensors, HMIs, traceability, SCADA or MES connections, documentation, and acceptance logic.
When should a buyer think about distributed control system vs PLC?
Use that comparison when the process scope is unclear. PLC-centered architectures usually fit discrete machines, automation cells, and motion-oriented equipment. DCS becomes more relevant when the environment is continuous, plant-wide, and operationally centered on supervisory process stability rather than machine-cycle control.
What should procurement request from an EMS mechatronics supplier?
Ask for visible scope boundaries, controls assumptions, panel and harness scope, safety concept, interface list, FAT or SAT expectations, documentation package, and ramp-up support. Without those items, price comparisons are often misleading.
Can one supplier handle mechanics, control assembly, harnessing, and validation?
Yes, and that is often commercially preferable. One integrated partner can reduce revision loops, tolerance mismatches, and handoff risk between mechanical, electrical, and software responsibilities.
What should be in an RFQ for automation systems for industrial lines?
At minimum: process goal, cycle time, preferred controls stack, safety expectations, interfaces, CAD or layout data, environmental conditions, documentation needs, and FAT or SAT scope. The goal is not perfect completeness; it is controlled assumptions.

: 14V Power Platform for Cell Formation, Energy-Recycling Aging, and Grid-Connected Test Systems")
