
Für Systemintegratoren, Schaltschrankbauer und Elektroingenieure ist das Gehäuse mehr als nur ein Kasten – es ist die entscheidende Barriere, die empfindliche Elektronik vor Umwelteinflüssen, elektromagnetischen Störungen (EMI) und mechanischer Belastung schützt. Ein fehlerhafter Prozess der Blechverarbeitung führt zu falsch ausgerichteten Montagelöchern, schlechtem Wärmemanagement und letztendlich zu Projektverzögerungen und Budgetüberschreitungen.
Bei TPS Elektronik integriert unser EMS-Ansatz (Electronic Manufacturing Services) die Leiterplattenbestückung mit fortschrittlicher mechanischer Fertigung. Wenn Beschaffungsteams die Nuancen im Blechbearbeitungsprozess verstehen – von der Materialauswahl über das Laserschneiden bis hin zur Oberflächenveredelung – können sie Kosten erheblich senken und die Produktzuverlässigkeit verbessern.
Fordern Sie ein Angebot für Ihre kundenspezifischen Blechgehäuse an →
1. Den Prozess der Blechverarbeitung verstehen
Der Prozess der Blechverarbeitung ist eine hochspezialisierte Reihe von Fertigungsschritten, mit denen flache Bleche in komplexe, dreidimensionale Strukturen verwandelt werden. Für die Elektronikindustrie muss dieser Prozess strenge Toleranzen einhalten, um sicherzustellen, dass Leiterplatten, Netzteile und Steckverbinder perfekt passen.
Die standardmäßigen Blechfertigungsprozesse umfassen Schneiden (Laser, Plasma, Wasserstrahl), Stanzen, Biegen (Abkanten), Fügen (Schweißen, Nieten) und Veredeln. Wenn Einkaufsteams diese Schritte verstehen, können sie die Fähigkeiten der Lieferanten besser bewerten und ihre Designs für die Herstellbarkeit (DFM) optimieren, wodurch Durchlaufzeiten und Kosten reduziert werden.

2. Materialauswahl: Balance zwischen Festigkeit, Gewicht und Kosten
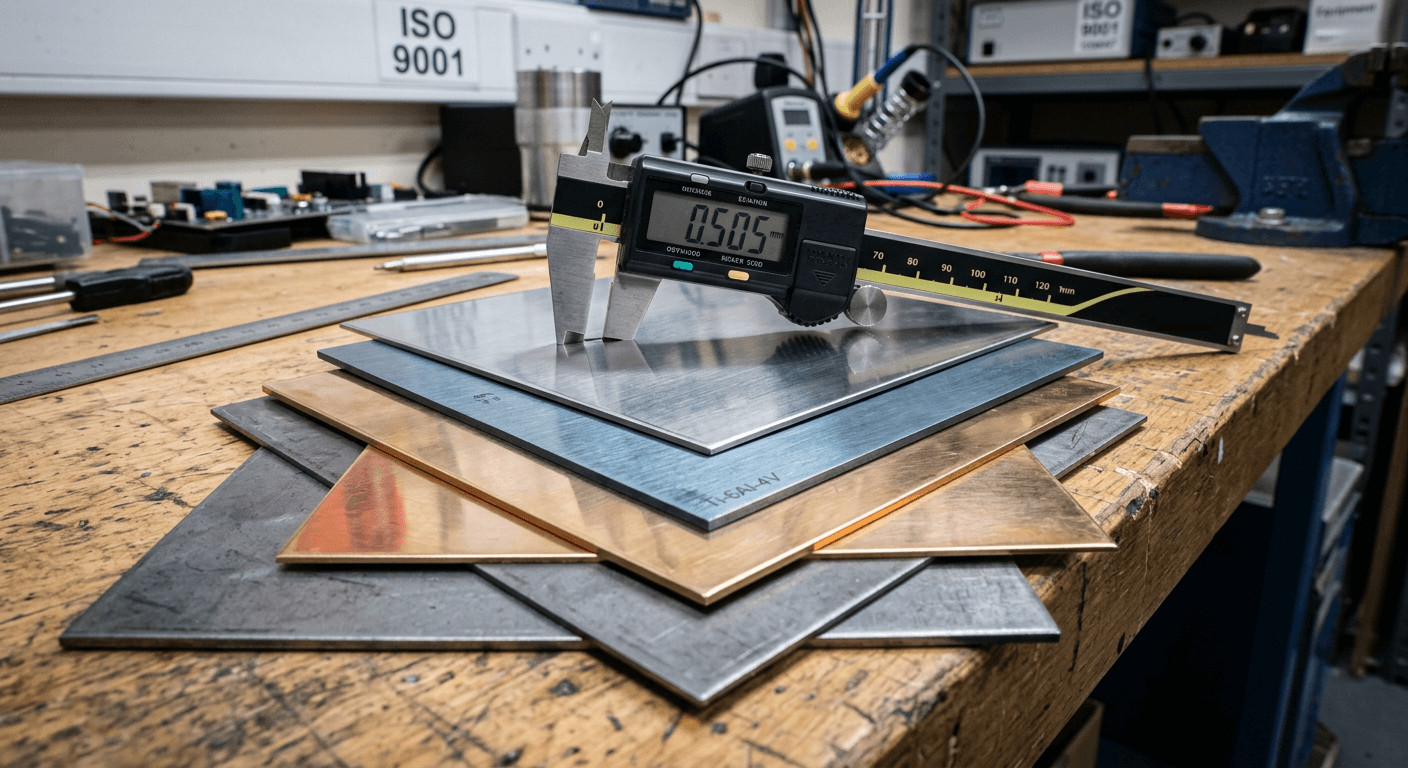
Die Grundlage jedes erfolgreichen Projekts in der Blechverarbeitung ist die Auswahl des richtigen Materials. Ingenieure müssen mechanische Eigenschaften, Umweltbeständigkeit und Beschaffungsbudgets in Einklang bringen.
2.1 Stahl vs. Titan: Ist Stahl stärker oder härter als Titan?
Eine häufige Frage unter Ingenieuren, die robuste Gehäuse für Luft- und Raumfahrt oder militärische Anwendungen entwerfen, ist der Vergleich von Stahl vs. Titan. Konkret: Ist Stahl stärker als Titan? Und ist Stahl härter als Titan?
Die Antwort hängt von der spezifischen Legierung ab. Im Allgemeinen haben kohlenstoffreicher Stahl und bestimmte Edelstahllegierungen eine höhere Zugfestigkeit und sind härter (messen höher auf der Brinell- oder Rockwell-Skala) als kommerziell reines Titan. Titan besticht jedoch durch ein deutlich überlegenes Verhältnis von Festigkeit zu Gewicht. Es ist etwa 45 % leichter als Stahl und behält dabei eine hervorragende Festigkeit und beispiellose Korrosionsbeständigkeit. Für die meisten industriellen Schaltschrankbauer bleibt Stahl aufgrund seiner geringeren Kosten und der einfacheren Bearbeitung die bevorzugte Wahl, während Titan für gewichtskritische Anwendungen reserviert ist.
2.2 Anwendungen für kalt- und warmgewalzten Stahl sowie Federstahl
Bei Standard-Elektronikgehäusen wird häufig über kalt- und warmgewalzten Stahl diskutiert. Warmgewalzter Stahl wird bei hohen Temperaturen gewalzt, was ihn billiger macht, aber eine zunderige Oberfläche und größere Toleranzen hinterlässt. Kaltgewalzter Stahl (CRS) wird bei Raumtemperatur weiterverarbeitet, was zu einer glatteren Oberfläche, engeren Toleranzen und höherer Festigkeit führt – ideal für präzise Elektronikchassis.
Darüber hinaus wird Federstahl – ein niedriglegierter Stahl mit mittlerem Kohlenstoffgehalt und sehr hoher Streckgrenze – häufig im Blechfertigungsprozess zur Herstellung von Montageclips, Batteriekontakten und EMI-Abschirmdichtungen verwendet, die nach erheblicher Durchbiegung in ihre ursprüngliche Form zurückkehren müssen.
2.3 Edelstahlblech vs. Messingblech
Für Umgebungen, die eine hohe Korrosionsbeständigkeit erfordern, ohne dass eine Lackierung erforderlich ist, ist Edelstahlblech (wie die Güten 304 oder 316) der Industriestandard. Es wird häufig in der Medizin-, Lebensmittel- und Marineelektronik eingesetzt.
Umgekehrt wird Messingblech verwendet, wenn eine hervorragende elektrische Leitfähigkeit, funkenfreie Eigenschaften oder spezifische ästhetische Oberflächen erforderlich sind. Messing ist sehr formbar und wird oft für interne Erdungsplatten oder kundenspezifische HF-Abschirmkomponenten verwendet.
3. Präzisionsschneid- und Umformtechniken
Sobald das Material ausgewählt ist, beginnt die physische Transformation. Die Genauigkeit des ersten Schnitts bestimmt die Qualität der Endmontage.
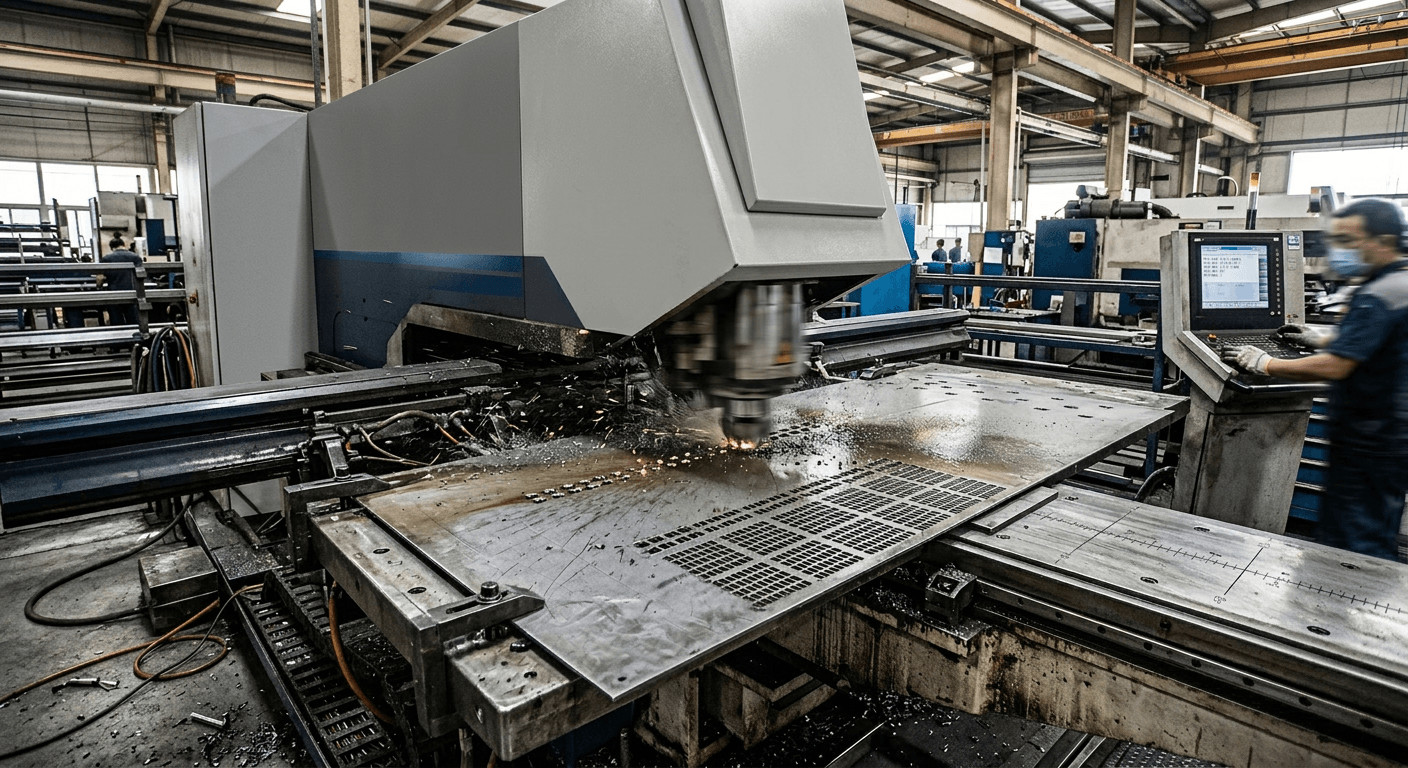
3.1 Laserschneiden von Blechen: Unübertroffene Genauigkeit
Das Laserschneiden von Blechen hat die Industrie revolutioniert. Mit Hochleistungs-Faser- oder CO2-Lasern können Hersteller unglaublich enge Toleranzen (oft innerhalb von ±0,1 mm) erreichen. Das Laserschneiden von Metallblechen ermöglicht komplexe Geometrien, komplizierte Belüftungsmuster und schnelles Prototyping ohne die Notwendigkeit teurer kundenspezifischer Werkzeuge.
Der Prozess minimiert die Wärmeeinflusszone (HAZ) und reduziert so den Materialverzug. Egal, ob Sie einen einzelnen Prototyp oder eine Produktionsserie von 10.000 Einheiten benötigen, lasergeschnittenes Blech bietet eine Konsistenz, die herkömmliches Scheren nicht erreichen kann.
3.2 CNC-Stanzmaschine für Stahlbleche und Materialabtragsrate
Während das Laserschneiden sehr vielseitig ist, ist eine CNC-Stanzmaschine für Stahlbleche oft schneller und kostengünstiger für die Erstellung sich wiederholender Formen, wie z. B. Standard-D-Sub-Steckerausschnitte, Kiemen oder Senkungen. Stanzmaschinen scheren das Metall physisch mit einem Stempel und einer Matrize.
Bei der Bewertung der Fertigungseffizienz betrachten Ingenieure die Materialabtragsrate (Metal Removal Rate, MRR). Beim Fräsen ist die MRR das pro Zeiteinheit abgetragene Metallvolumen. Beim Blechstanzen wird die Effizienz durch die Hubzahl (Schläge pro Minute) gemessen. Die Optimierung des Gleichgewichts zwischen Laserschneiden für komplexe Profile und Stanzen für sich wiederholende Merkmale ist eine Schlüsselstrategie in der kundenspezifischen Blechfertigung.
4. Fortschrittliche Fügetechnik: Schweißen und Montage
Nach dem Schneiden und Biegen muss das Gehäuse montiert werden. Schweißen ist die robusteste Methode zum Verbinden von Metallteilen. Zu den Standardtechniken gehören WIG- (Wolfram-Inertgas) und MIG-Schweißen (Metall-Inertgas). Das Verständnis der Unterschiede zwischen MIG- und WIG-Schweißen ist entscheidend; WIG bietet überlegene Präzision für dünnes Edelstahlblech, während ein MIG-Schweißgerät schnellere Abschmelzraten für dickere Strukturrahmen bietet.
In hochspezialisierten industriellen Anwendungen werden Techniken wie das Explosionsschweißen (Blast Welding) eingesetzt, um ungleiche Metalle (z. B. Stahl und Aluminium) zu verbinden, die konventionell nicht verschweißt werden können. Obwohl dies für Standard-Elektronikgehäuse selten verwendet wird, unterstreicht das Verständnis dieser fortschrittlichen metallurgischen Verbindungstechniken die Tiefe der modernen Materialwissenschaft.

5. Oberflächenschutz und Verchromungsmaterialien
Der letzte Schritt im Prozess der Blechverarbeitung ist die Oberflächenveredelung. Dies sorgt nicht nur für ein ansprechendes Äußeres, sondern auch für entscheidenden Schutz vor Oxidation und Verschleiß. Gängige Veredelungen umfassen Pulverbeschichtung, Eloxieren (für Aluminium) und Galvanisieren.

Die Verwendung von Verchromungsmaterialien bietet eine extrem harte, langlebige und korrosionsbeständige Oberfläche. Hartverchromung wird oft auf interne mechanische Komponenten angewendet, die hoher Reibung ausgesetzt sind, während dekoratives Chrom für externe Blenden verwendet wird. Für Standardgehäuse ist die RoHS-konforme Verzinkung mit klarer oder gelber Passivierung gängige Praxis, um die elektrische Kontinuität für die Erdung sicherzustellen.
6. Der TPS Elektronik Vorteil in der Blechverarbeitung
Die Beschaffung von elektronischen Komponenten von einem Anbieter und Metallgehäusen von einem anderen führt oft zu Integrationsalbträumen. Toleranzen stimmen nicht überein und die Verantwortlichkeit geht verloren. TPS Elektronik löst dies durch das Angebot einer integrierten EMS-Blechverarbeitung.
Wir wickeln den gesamten Blechfertigungsprozess intern oder über streng kontrollierte Partner ab. Vom anfänglichen CAD-Design unter Nutzung der Präzision von lasergeschnittenem Blech bis hin zur Endmontage und Prüfung der internen Elektronik stellen wir sicher, dass Ihr Produkt exakt nach Spezifikation, pünktlich und innerhalb des Budgets gebaut wird.
Besprechen Sie Ihre Blech- und EMS-Anforderungen mit unserem Engineering-Team →
7. Häufig gestellte Fragen (FAQ)
Was ist der kostengünstigste Prozess der Blechverarbeitung für Prototypen?
Für das Prototyping ist das Laserschneiden von Blechen in Kombination mit CNC-Abkanten die kostengünstigste Methode. Es erfordert keine kundenspezifischen Werkzeuge (im Gegensatz zum Stanzen oder Tiefziehen) und ermöglicht schnelle Designiterationen.
Ist Stahl für Elektronikgehäuse stärker als Titan?
In Bezug auf die absolute Streckgrenze und Härte sind hochwertige Stahllegierungen im Allgemeinen stärker und härter als reines Titan. Titan hat jedoch ein viel höheres Verhältnis von Festigkeit zu Gewicht. Für die meisten Industriegehäuse wird kalt- und warmgewalzter Stahl oder Edelstahl aus Kostengründen bevorzugt.
Warum eine CNC-Stanzmaschine anstelle eines Laserschneiders verwenden?
Eine Stanzmaschine für Stahlbleche ist überlegen, wenn ein Design Hunderte von identischen Löchern (wie Lüftungsgitter) oder 3D-Formen wie Kiemen, Noppen und Senkungen erfordert. Das Stanzen ist für diese spezifischen Merkmale schneller, während das Laserschneiden besser für komplexe, unregelmäßige Außenprofile geeignet ist.
Was sind die Vorteile der Verwendung von Federstahl in der Elektronik?
Federstahl hat eine hohe Streckgrenze, die es ihm ermöglicht, trotz erheblicher Biegung oder Verdrehung in seine ursprüngliche Form zurückzukehren. Er ist ideal für die Herstellung von Batteriekontakten, Halteklammern und EMI-Abschirmfingern innerhalb elektronischer Baugruppen.
Wie stellt TPS die Qualität im Blechprozess sicher?
TPS Elektronik integriert die mechanische Fertigung mit der elektronischen Montage. Wir halten uns an strenge ISO-Normen (wie ISO 2768 für Allgemeintoleranzen) und führen strenge Wareneingangs- und Warenausgangsprüfungen durch, um eine perfekte Passform und Funktion zu gewährleisten.