
1. Pourquoi la tôlerie EMS influence les résultats d’un RFQ
Dans les projets de fabrication électronique, la tôlerie est rarement un simple poste d’achat.
Elle constitue souvent une interface mécanique entre :
-
les assemblages PCB ;
-
les éléments de gestion thermique ;
-
le câblage et le routage des faisceaux ;
-
les distances d’isolement ;
-
les contraintes d’installation sur site.
De faibles écarts peuvent générer des difficultés d’intégration.
Par exemple :
-
des angles de pliage incorrects peuvent perturber le passage des faisceaux ou l’accès aux connecteurs ;
-
un choix de finition peut influencer le comportement de mise à la terre ;
-
des écarts de tolérances peuvent provoquer des accumulations dimensionnelles à l’assemblage.
L’intérêt d’une tôlerie intégrée à un environnement EMS réside dans l’alignement entre la fabrication mécanique et l’assemblage électronique.
Cela comprend généralement :
-
un retour DFM avant le lancement de la fabrication ;
-
des tolérances définies en fonction des chaînes de cotes réelles ;
-
des parcours de contrôle documentés, partagés entre technique et achats.
TPS intègre la fabrication de tôle dans un flux de production EMS plus large, afin que les éléments mécaniques et électroniques puissent être chiffrés et pilotés ensemble.
Si les questions liées au soudage sont importantes pour votre projet, ces contenus TPS peuvent servir de base de discussion en interne :
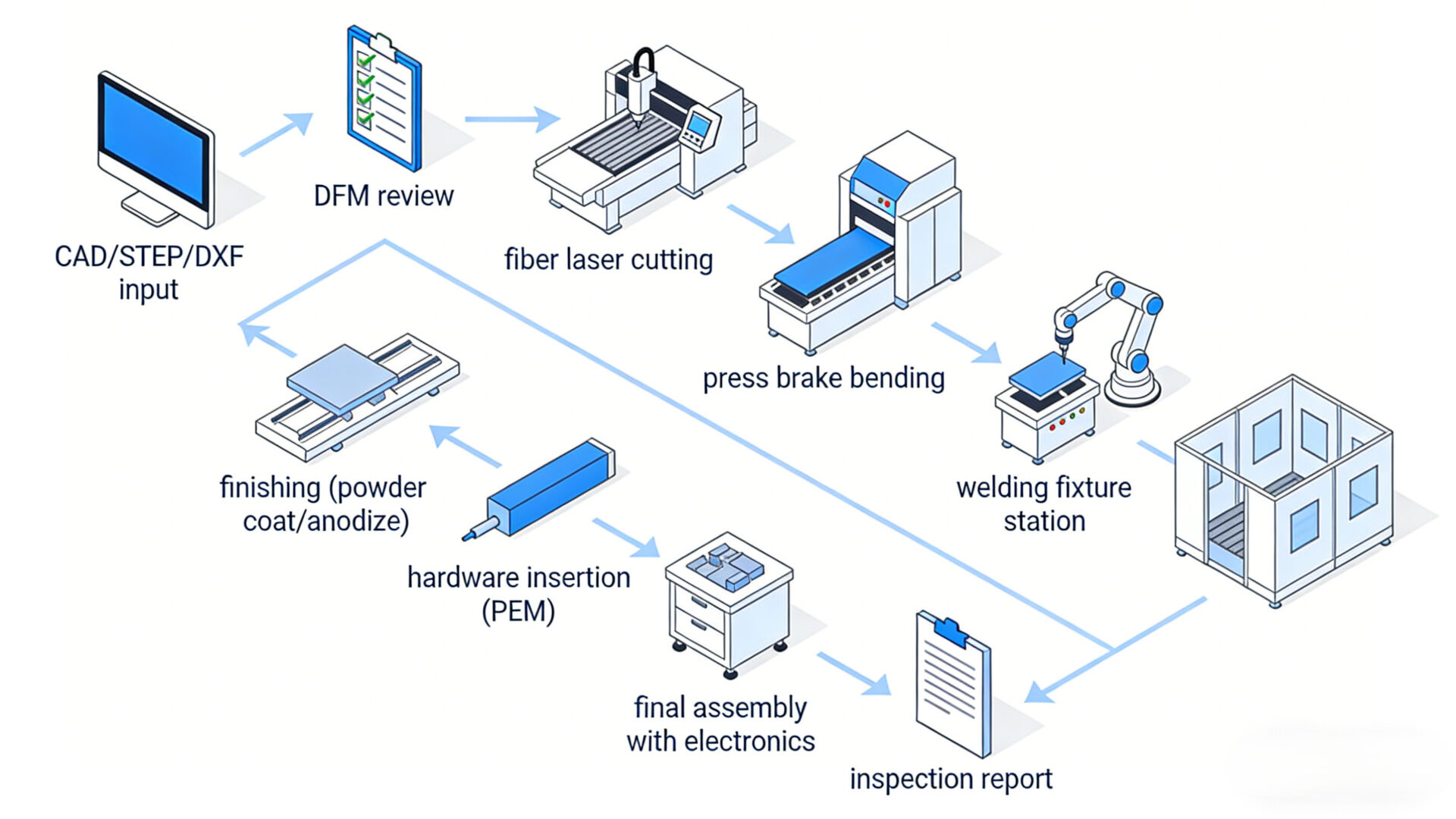
2. Capacités intégrées : de la découpe à l’ensemble contrôlé
Évaluer un partenaire en tôlerie suppose souvent de comparer les exigences du projet avec la chaîne de procédés réellement disponible.
TPS met en avant un flux intégré, du plan d’ingénierie jusqu’aux pièces de production contrôlées, avec notamment :
-
des retours DFM ;
-
une First Article Inspection (FAI) en option ;
-
un accompagnement PPAP lorsque cela est requis.
Cette approche peut être pertinente pour :
-
les systèmes soumis à des exigences réglementaires ;
-
les productions à forte mixité ;
-
les projets passant du prototype à la série.
2.1 Découpe
La découpe conditionne la qualité initiale d’une pièce de tôlerie.
Les points importants sont notamment :
-
la qualité des arêtes ;
-
la régularité géométrique des perçages ;
-
la répétabilité d’un lot à l’autre.
La découpe laser est couramment utilisée pour :
-
les profils complexes ;
-
les petits détails ;
-
les modifications d’ingénierie fréquentes.
L’objectif n’est pas d’obtenir la tolérance la plus serrée possible, mais des tolérances adaptées à un assemblage stable.
2.2 Poinçonnage
Le poinçonnage peut devenir économiquement pertinent lorsque le design comporte des éléments répétitifs, tels que :
-
des ouïes de ventilation ;
-
des knockouts ;
-
des motifs de perforation.
Pour ce type de géométrie, le poinçonnage peut réduire le temps de cycle par pièce par rapport à une découpe laser détaillée sur chaque élément.
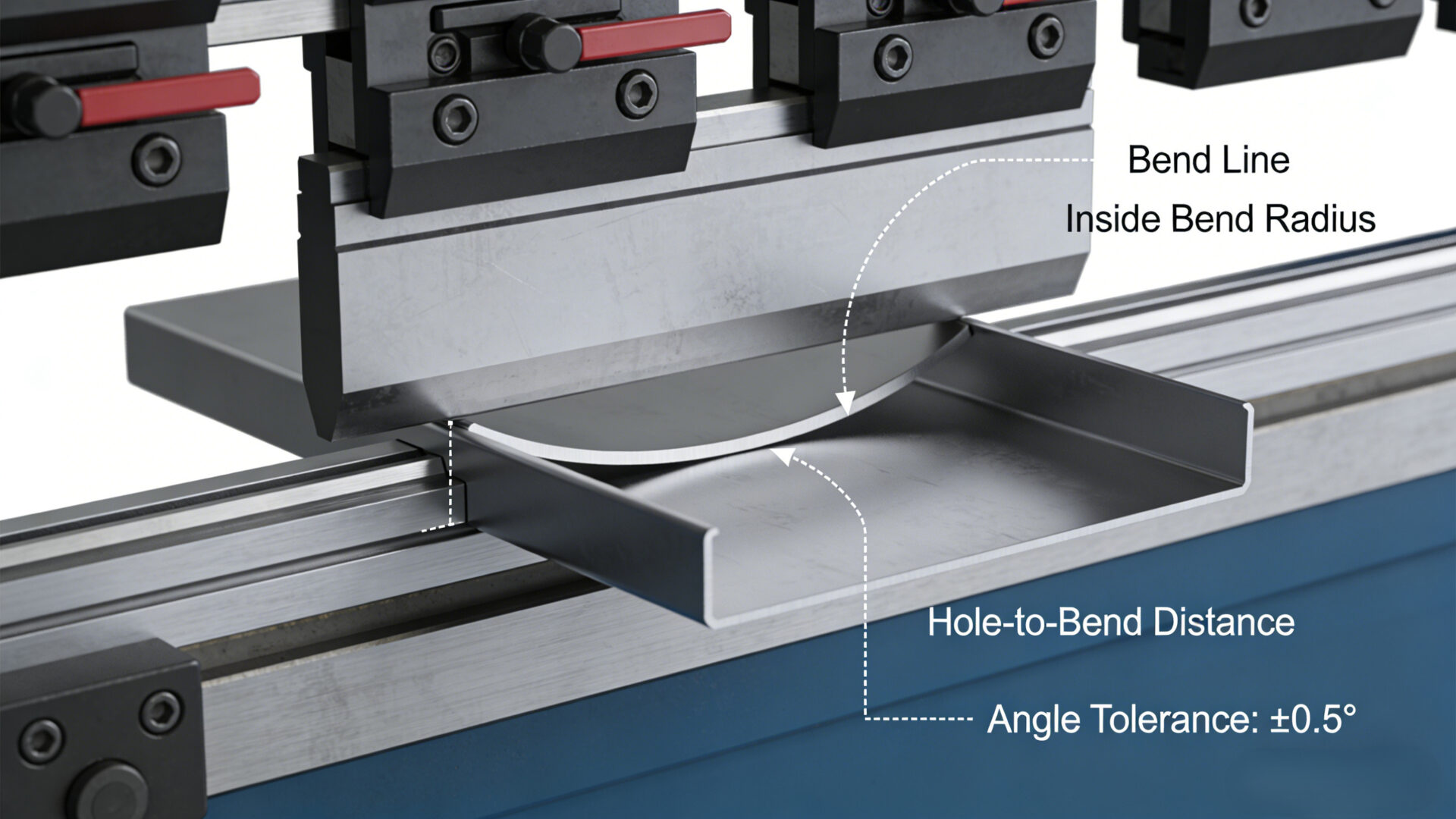
2.3 Formage
Le pliage sur presse plieuse CNC définit la géométrie finale des boîtiers et des équerres.
Les principaux paramètres de conception incluent :
-
le choix du rayon de pliage ;
-
les distances entre perçage et pli ;
-
les accumulations de tolérances.
Pour les armoires de commande et les ensembles électroniques industriels, le formage constitue souvent l’étape DFM la plus critique.
2.4 Travail du tube
Le cintrage et l’usinage de tubes complètent les conceptions qui intègrent :
-
des châssis porteurs ;
-
des chemins de guidage mécaniques ;
-
des structures de protection autour de l’électronique.
Ces éléments apparaissent fréquemment dans les systèmes durcis ou industriels.

2.5 Soudage et assemblage
Le soudage introduit plusieurs risques potentiels dans les ensembles de boîtiers, notamment :
-
les déformations thermiques ;
-
les reprises après projections ;
-
les exigences esthétiques ;
-
la continuité de mise à la terre.
TPS mentionne plusieurs procédés d’assemblage :
-
soudage MIG/MAG ;
-
soudage TIG ;
-
soudage par points ;
-
soudage de goujons.
L’utilisation de montages et de séquences maîtrisées peut contribuer à améliorer la répétabilité sur les châssis et supports.
2.6 Finition et assemblage final
Les opérations de finition influencent à la fois l’aspect visuel et les performances fonctionnelles.
Les étapes courantes incluent :
-
l’ébavurage ;
-
le grenaillage ou sablage ;
-
le revêtement poudre ;
-
l’anodisation ;
-
le traitement sélectif de surface ;
-
l’insertion d’éléments de fixation, par exemple inserts PEM ;
-
l’assemblage final et le contrôle.
Un mauvais choix de finition peut affecter :
-
les interfaces de mise à la terre ;
-
la tenue à la corrosion ;
-
le comportement des fixations.
Transmettez votre RFQ via la page de service tôlerie TPS →
3. Matériaux utilisés en pratique : coils, nuances et métaux ferrous vs non-ferrous
Les choix matière influencent le coût, la fabricabilité et les délais.
Dans de nombreux RFQ, les difficultés apparaissent lorsque :
-
l’ingénierie part d’une nuance donnée ;
-
les achats en sélectionnent une autre sur la base du prix ;
-
les procédés de finition imposent des alliages spécifiques.
Une compréhension partagée entre bureaux d’études et achats peut contribuer à réduire ces risques.
3.1 Coils d’acier et approvisionnement en tôle
Les steel coils désignent de l’acier laminé en continu fourni sous forme de coil, puis refendu, dressé et intégré dans les flux de fabrication.
Deux formes courantes sont :
Acier laminé à chaud
-
produit à haute température ;
-
généralement utilisé lorsque l’état de surface est moins critique.
Acier laminé à froid
-
retravaillé pour un meilleur contrôle d’épaisseur ;
-
avec un état de surface généralement plus régulier.
L’acier laminé à froid est souvent privilégié pour les boîtiers à exigence visuelle ou les pliages de précision, tandis que l’acier laminé à chaud peut convenir à des pièces structurelles avec revêtement.
3.2 Nuances d’acier et acier ressort
Lors de la spécification d’une nuance d’acier, les critères déterminants sont notamment :
-
la résistance mécanique ;
-
la formabilité ;
-
l’exposition à la corrosion ;
-
la disponibilité matière.
Les matériaux couramment utilisés pour les boîtiers électroniques comprennent :
-
les aciers doux ;
-
les aciers de construction ;
-
les aciers inoxydables ;
-
les alliages d’aluminium.
L’acier ressort est utilisé pour des fonctions élastiques, par exemple des clips ou des éléments de retenue.
Sa mise en forme peut toutefois demander une attention particulière en raison de sa rigidité.

3.3 Ferrous vs non-ferrous dans la conception électronique
Les métaux ferrous contiennent du fer, ce qui correspond à la plupart des aciers.
Les métaux non-ferrous comprennent notamment l’aluminium, le cuivre et le titane.
Ce choix peut influencer :
-
le poids ;
-
la résistance à la corrosion ;
-
le coût ;
-
certaines hypothèses de mise à la terre ou de blindage.
Lorsque les performances EMC ou la continuité de mise à la terre sont critiques, le choix du matériau et de la finition doit être coordonné avec la conception électrique.
Pour les cadres de référence utilisés dans la qualification fournisseurs, l’aperçu ISO consacré à ISO 9001 peut constituer un point d’entrée utile.
3.4 Titane vs aluminium
Les comparaisons du type titanium vs aluminum apparaissent généralement lorsque les équipes évaluent :
-
la réduction de poids ;
-
la résistance à la corrosion ;
-
le rapport résistance/poids.
Le titane peut convenir à des environnements exigeants, mais il implique généralement un coût de transformation plus élevé et une mise en œuvre plus complexe.
L’aluminium offre souvent un compromis intéressant entre :
-
réduction de poids ;
-
résistance à la corrosion ;
-
aptitude à la fabrication.
Le titane est généralement retenu lorsque des exigences de performance spécifiques le justifient.
4. Types de procédés de formage de tôle
Le choix de la bonne combinaison de procédés contribue à obtenir des pièces plus stables et à limiter les risques de fabrication.
Les procédés les plus courants comprennent :
-
découpe laser – pour les profils complexes et les modifications d’ingénierie ;
-
poinçonnage – pour les motifs répétitifs et les ouvertures de ventilation ;
-
pliage sur presse plieuse – pour définir la géométrie des boîtiers ;
-
roulage et ourlage – pour améliorer la rigidité des bords et la sécurité de manipulation ;
-
emboutissage / formage local – pour ajouter de la rigidité ;
-
cintrage de tube – pour les châssis et structures de protection ;
-
soudage et assemblage – pour constituer des ensembles multi-pièces ;
-
insertion de fixations – inserts filetés et goujons ;
-
finitions – revêtement poudre, anodisation, traitements de surface.
Deux pratiques de conception peuvent simplifier la fabrication :
-
concevoir autour d’épaisseurs standard ;
-
définir dès le départ les finitions et les éléments de fixation.
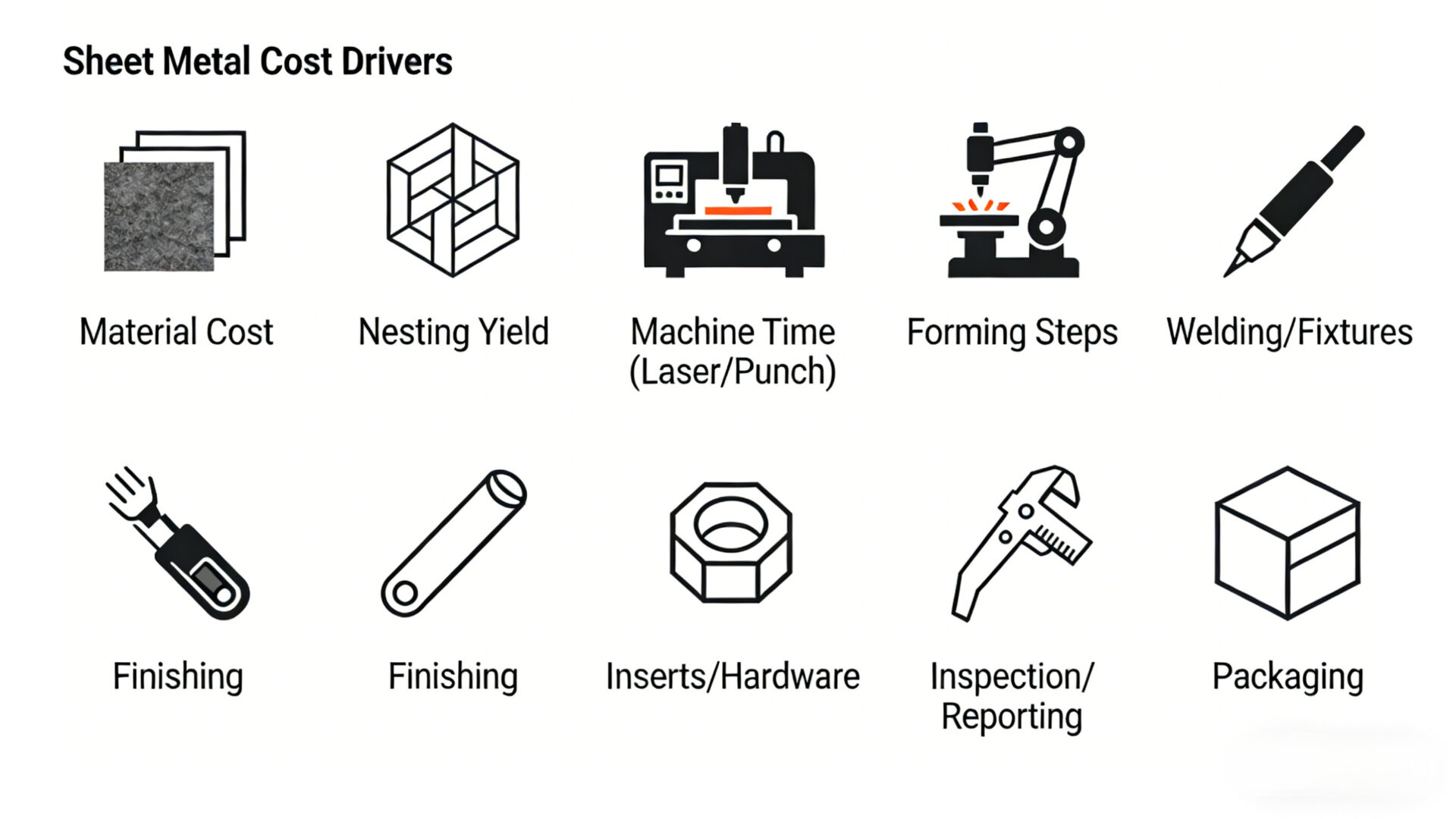
5. Metal costing : quels facteurs influencent le prix et le délai
Le metal costing ne dépend pas uniquement du prix brut de la matière.
Les principaux facteurs de coût comprennent :
-
le choix du matériau et sa disponibilité ;
-
l’approvisionnement en tôle ou en coil ;
-
l’efficacité du nesting selon la géométrie de la pièce ;
-
les exigences d’outillage et de réglage ;
-
la complexité du formage ;
-
la maîtrise des déformations au soudage ;
-
les procédés de finition ;
-
les exigences documentaires, telles que FAI ou PPAP.
Les optimisations de coût proviennent souvent de petits ajustements de conception, par exemple :
-
réduire le nombre de références de fixation ;
-
utiliser des épaisseurs standard ;
-
regrouper certaines pièces lorsque cela est possible ;
-
aligner les tolérances sur les besoins réels de l’assemblage.
6. Tôlerie ou pièces en aluminium usinées dans la masse
Certains projets de boîtiers associent la tôlerie et l’usinage CNC.
La tôlerie convient généralement à :
-
des structures légères ;
-
des boîtiers ;
-
des équerres et supports de fixation ;
-
des volumes de production évolutifs.
Les pièces en aluminium usinées peuvent être appropriées lorsque le design exige :
-
des surfaces d’interface précises ;
-
des poches profondes ;
-
des géométries 3D serrées ;
-
des surfaces de contact thermique maîtrisées.
De nombreux produits combinent les deux approches, avec une structure principale en tôle et des inserts usinés pour les interfaces de précision.
7. Qualité et documentation
La documentation qualité contribue à aligner les attentes entre ingénierie, achats et fabrication.
TPS mentionne notamment les éléments suivants :
-
certificats matière ;
-
rapports de mesure ;
-
First Article Inspection (FAI) ;
-
prise en charge du PPAP lorsque nécessaire.
Pour les programmes à forte mixité, le dossier documentaire peut notamment inclure :
-
un FAI pour les pièces nouvelles ou modifiées ;
-
des rapports de mesure sur les cotes critiques ;
-
des certificats matière pour les composants exposés à la corrosion.
Les organisations travaillant selon des cadres ESD peuvent également se référer à la documentation IEC, par exemple la famille IEC 61340.



 : guide complet des prestataires et de l’externalisation")