
TPS Elektronik’s EMS sheet metal processing is built to prevent that risk: fast quoting, DFM feedback, documented inspections (FAI optional), and end-to-end fabrication steps—cutting, punching, forming, welding, finishing, and assembly.
1. Why EMS Sheet Metal Processing Affects RFQ Outcomes
In electronics manufacturing programs, sheet metal is rarely a simple commodity.
It often represents a mechanical interface layer connecting:
-
PCB assemblies
-
Thermal management components
-
Wiring and harness routing
-
Safety clearances
-
Field installation requirements
Small deviations can create integration problems.
For example:
-
Incorrect bend angles may affect harness routing or connector access
-
Surface finishes can influence grounding behavior
-
Tolerance mismatches can create stack-up issues during assembly
The advantage of EMS-integrated sheet metal processing is alignment between mechanical fabrication and electronics assembly.
This typically includes:
-
DFM feedback before fabrication begins
-
Tolerances aligned with real assembly stack-ups
-
Documented inspection paths shared between engineering and procurement
TPS positions sheet metal fabrication as part of a broader EMS manufacturing workflow, allowing mechanical and electronic elements to be quoted and managed together.
If welding considerations are relevant, these TPS references may support internal discussions:
-
Custom Sheet Metal Fabrication (Complete Guide)
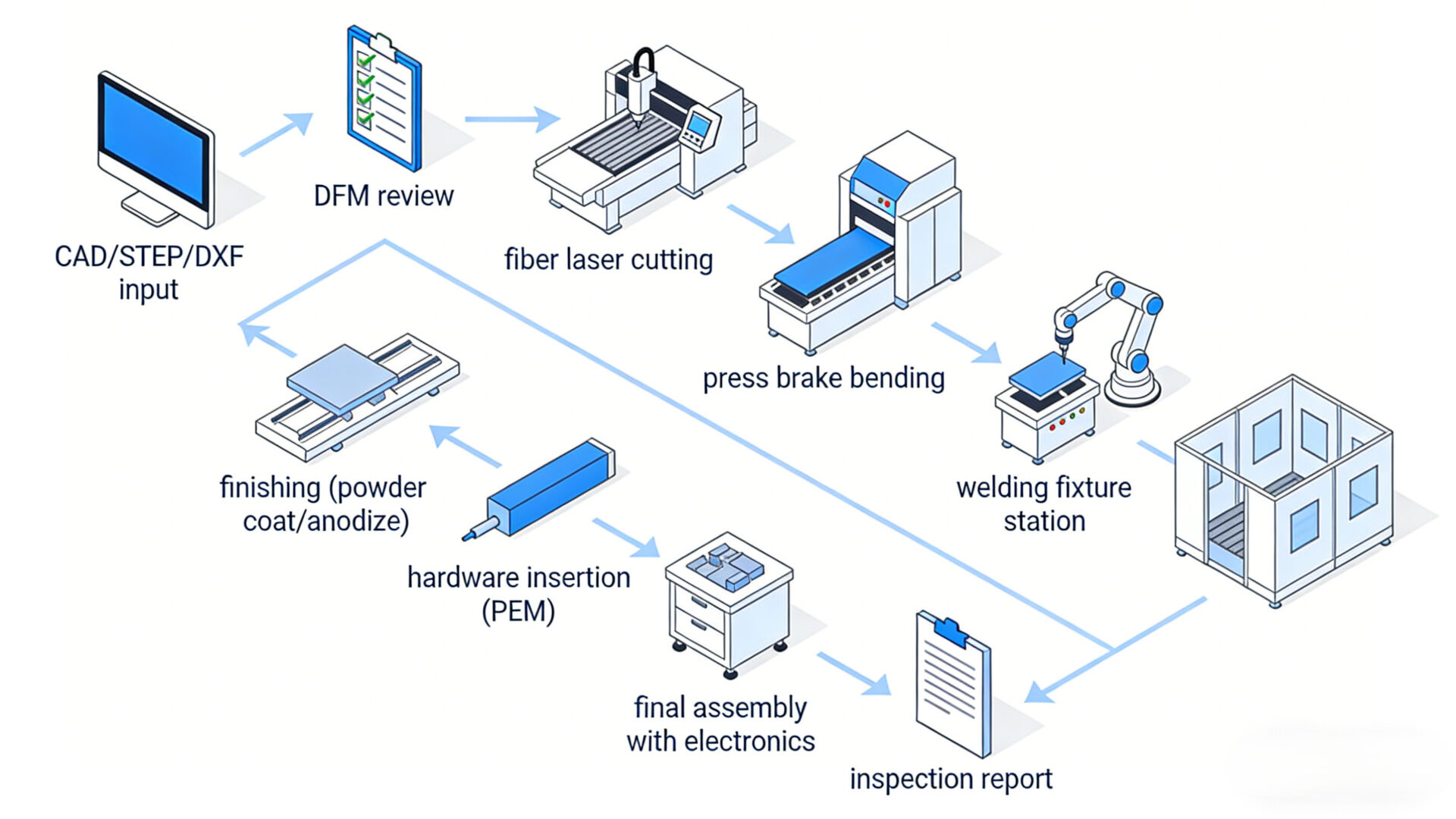
2. Capabilities Under One Roof: From Cutting to Inspected Assembly
Evaluating a sheet metal partner often involves mapping requirements to the actual process chain.
TPS highlights an integrated process path from engineering drawings to inspected production parts, including:
-
DFM feedback
-
Optional First Article Inspection (FAI)
-
PPAP support when required
This approach can be relevant for:
-
Regulated systems
-
High-mix production
-
Programs moving from prototype to series production
2.1 Cutting
Cutting determines the starting quality of a sheet metal component.
Important factors include:
-
Edge quality
-
Hole geometry consistency
-
Repeatability across production batches
Laser cutting is commonly used for:
-
Complex profiles
-
Small features
-
Frequent engineering revisions
The objective is not the tightest possible tolerance, but tolerances that support stable assembly.
2.2 Punching
Punching can become cost-effective when designs contain repeating features, such as:
-
Ventilation louvers
-
Knockouts
-
Perforation patterns
For these features, punching may reduce per-part cycle time compared with cutting every detail using laser processes.
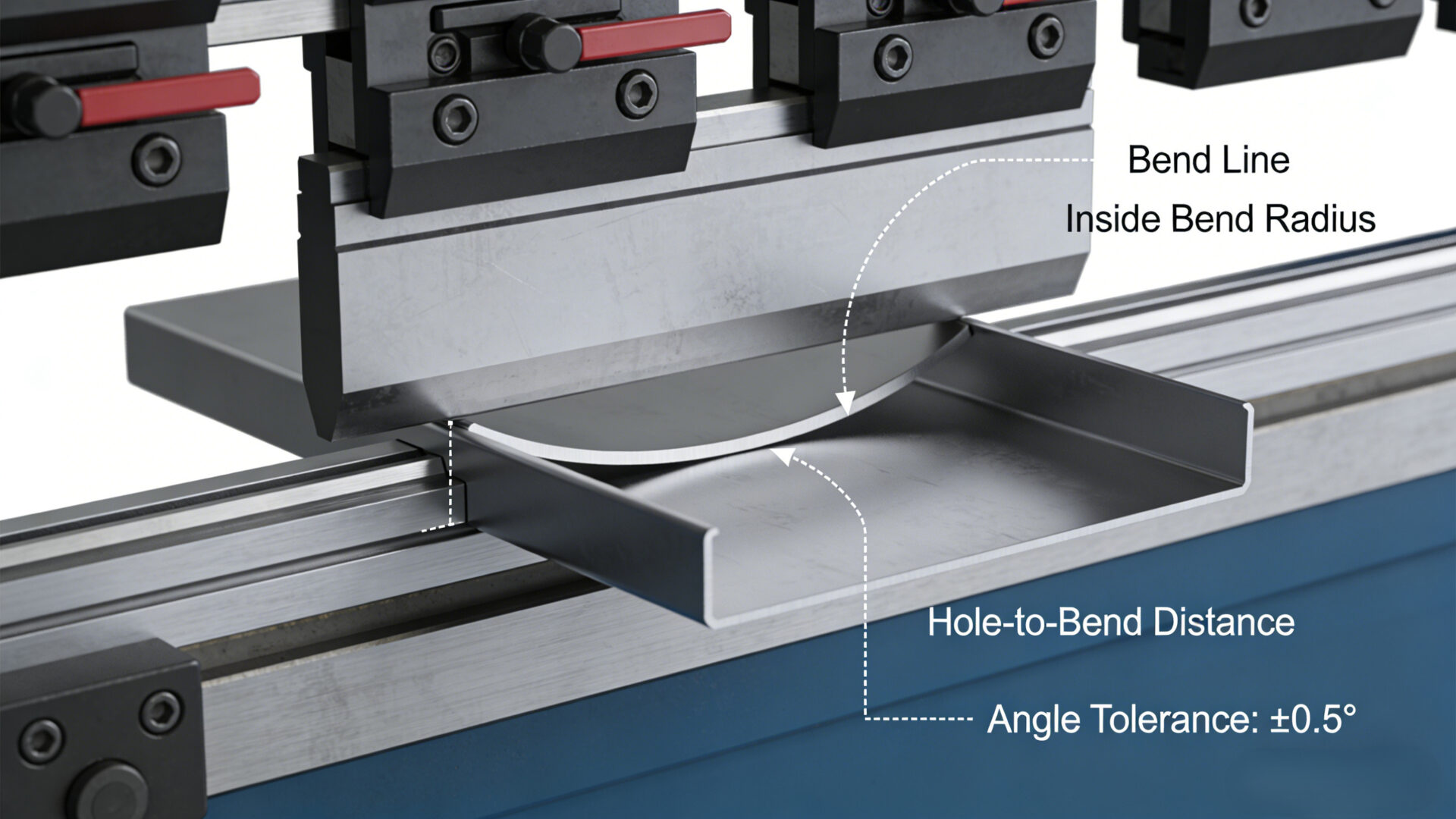
2.3 Forming
CNC press-brake forming defines the final geometry of enclosures and brackets.
Key design aspects include:
-
Bend radius selection
-
Hole-to-bend distances
-
Tolerance stack-ups
For control cabinets and industrial electronics assemblies, forming is often the most critical DFM stage.
2.4 Tube Processing
Tube bending and tube machining support designs that include:
-
Structural frames
-
Mechanical routing paths
-
Protective structures around electronics
These features appear frequently in ruggedized or industrial systems.

2.5 Welding and Joining
Welding introduces potential risks in enclosure assemblies, including:
-
Thermal distortion
-
Spatter cleanup
-
Cosmetic requirements
-
Grounding continuity
TPS lists several joining processes:
-
MIG/MAG welding
-
TIG welding
-
Spot welding
-
Stud welding
Fixtures and controlled sequences can improve repeatability in frame and bracket assemblies.
2.6 Finishing and Assembly
Finishing affects both appearance and functional performance.
Common finishing and assembly steps include:
-
Deburring
-
Blasting
-
Powder coating
-
Anodizing
-
Selective plating
-
Hardware insertion (PEM inserts)
-
Final assembly and inspection
Incorrect finishing choices may affect:
-
Grounding interfaces
-
Corrosion resistance
-
Fastener performance
3. Materials Used in Practice: Coils, Grades and Ferrous vs Non-Ferrous Metals
Material decisions influence cost, manufacturability and lead time.
In many RFQs, issues arise when:
-
Engineering assumes one material grade
-
Procurement selects another based on price
-
Finishing processes require specific alloys
A shared understanding between engineering and purchasing can reduce these risks.
3.1 Steel Coils and Sheet Supply
Steel coils refer to continuous rolled steel supplied in coil form and later slit, leveled and processed into fabrication workflows.
Two common forms include:
Hot rolled steel
-
Produced at high temperature
-
Typically used when surface finish is less critical
Cold rolled steel
-
Processed further for tighter thickness control
-
Provides improved surface finish
Cold rolled steel is often preferred for cosmetic enclosures or precision bends, while hot rolled steel can be suitable for structural parts with coatings.
3.2 Steel Grades and Spring Steel
When specifying steel grades, key considerations include:
-
Strength
-
Formability
-
Corrosion exposure
-
Material availability
Typical materials used in electronics housings include:
-
Mild steels
-
Structural steels
-
Stainless steels
-
Aluminum alloys
Spring steel is used for elastic features, such as clips or retainers.
However, forming spring steel may require additional design consideration due to its stiffness.

3.3 Ferrous vs Non-Ferrous Metals in Electronics Design
Ferrous metals contain iron (most steels), while non-ferrous metals include materials such as aluminum, copper and titanium.
The choice may influence:
-
Weight
-
Corrosion resistance
-
Cost
-
Grounding or shielding assumptions
If EMC performance or grounding continuity is critical, material and finishing choices should be coordinated with the electrical design.
For reference frameworks used in supplier qualification, see the ISO overview of ISO 9001 quality management systems.
3.4 Titanium vs Aluminum
Comparisons such as “titanium vs aluminum” usually arise when teams evaluate:
-
Weight reduction
-
Corrosion resistance
-
Strength-to-weight ratios
Titanium can perform well in demanding environments but typically involves higher processing cost and complexity.
Aluminum often offers a practical balance between:
-
Weight reduction
-
Corrosion resistance
-
Manufacturability
Titanium is generally selected when specific performance requirements justify its use.
4. Types of Sheet Metal Forming Processes
Selecting the correct process combination helps produce stable parts with fewer manufacturing risks.
Common processes include:
-
Laser cutting – complex profiles and engineering revisions
-
Punching – repeating features and ventilation patterns
-
Press brake bending – defining enclosure geometry
-
Rolling and hemming – improving edge stiffness and safety
-
Embossing – adding structural rigidity
-
Tube bending – frames and protective structures
-
Welding and joining – assembling multi-part structures
-
Hardware insertion – threaded inserts and studs
-
Finishing – powder coating, anodizing, plating
Two design habits can simplify manufacturing:
-
Design around standard material thicknesses
-
Define finishing and hardware early in the design phase
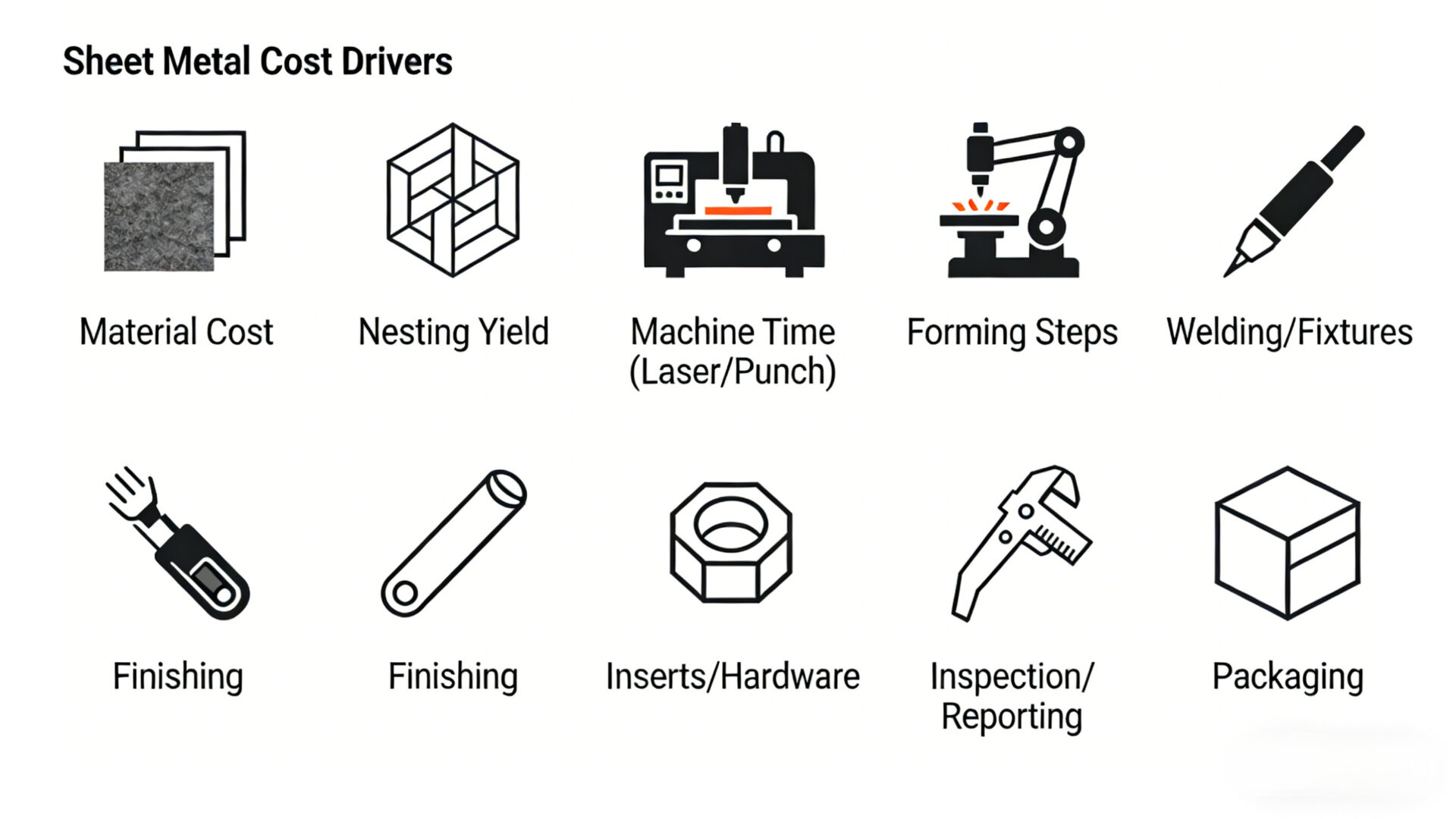
5. Metal Costing: What Drives Price and Lead Time
Metal costing depends on more than raw material price.
Important cost drivers include:
-
Material selection and availability
-
Sheet vs coil stock formats
-
Nesting efficiency of part geometry
-
Tooling and setup requirements
-
Forming complexity
-
Welding distortion control
-
Finishing processes
-
Documentation requirements (FAI, PPAP)
Cost reductions often result from small design adjustments, such as:
-
Reducing hardware variety
-
Using standard thicknesses
-
Combining parts where possible
-
Aligning tolerances with real assembly requirements
6. Sheet Metal vs Billet Aluminum Parts
Some enclosure projects involve both sheet metal fabrication and CNC machining.
Sheet metal is generally suited for:
-
Lightweight structures
-
Enclosures
-
Mounting brackets
-
Scalable production volumes
Machined aluminum parts may be appropriate when designs require:
-
Precision interface surfaces
-
Deep pockets
-
Tight 3D features
-
Controlled thermal contact surfaces
Many products combine both approaches, using sheet metal for the main structure and machined inserts for precision interfaces.
7. Quality and Documentation
Quality documentation helps align expectations between engineering, procurement and manufacturing.
TPS references the following documentation elements:
-
Material certificates
-
Measurement reports
-
First Article Inspection (FAI)
-
PPAP support where required
For high-mix programs, typical documentation packages may include:
-
FAI for new or revised parts
-
Measurement reports for critical dimensions
-
Material certificates for corrosion-exposed components
Organizations working with ESD control frameworks may refer to IEC documentation such as the IEC 61340 family.

8. What to Include in Your RFQ
A clear RFQ reduces ambiguity and shortens approval cycles.
Recommended RFQ content includes:
Files
-
PDF drawings for quotation
-
STEP (.step / .stp) models
-
DXF/DWG files where available
Material specification
-
Grade and thickness
-
Acceptable alternatives
-
Sheet or coil preference
Finishing
-
Coating type
-
Masking requirements
-
Cosmetic class
-
Grounding contact zones
Quantities
-
Prototype quantity
-
Pilot run
-
Estimated annual volume
Tolerances
-
Critical features such as connector cutouts and mounting holes
Welding
-
Required processes (MIG, TIG, spot, stud)
-
Cosmetic requirements
Inspection
-
Material certificates
-
Measurement reports
-
FAI or PPAP if required
Packaging
-
Protection requirements
-
Labeling for assembly workflows
FAQ
What is the difference between hot rolled and cold rolled steel?
Hot rolled steel is often used for structural parts, while cold rolled steel provides tighter thickness control and a smoother surface, which can be useful for cosmetic enclosures or precision bends.
What does ferrous vs non-ferrous mean?
Ferrous metals contain iron (most steels).
Non-ferrous metals include aluminum, copper and titanium. The choice affects weight, corrosion resistance and sometimes electrical grounding assumptions.
Which sheet metal processes are most common for electronics?
Typical processes include laser cutting, punching, press brake bending, welding, hardware insertion and finishing processes such as powder coating or anodizing.
When should CNC machined aluminum parts be used instead of sheet metal?
Machining is often selected when parts require precise 3D geometry, flat thermal interfaces or tight mechanical tolerances.
How can metal costing be reduced without compromising quality?
Using standard material thicknesses, improving nesting efficiency, reducing hardware variety and applying early DFM reviews can help stabilize costs.


