Les intégrateurs systèmes, fabricants d’armoires électriques, équipes achats et ingénieurs électriciens rencontrent rarement des difficultés de consultation RFQ parce qu’un équipement de pliage ou de cintrage de tubes est indisponible.
Les retards apparaissent plus souvent lorsque le périmètre mécanique est réparti entre plusieurs fournisseurs : un partenaire réalise la découpe, un autre le soudage, les tolérances sont interprétées différemment, et les problèmes d’ajustement, de mise à la terre ou de finition ne sont détectés qu’après réception des pièces.
Cette mise à jour présente la manière dont TPS Elektronik structure le traitement EMS de la tôle comme un workflow adapté aux consultations RFQ pour les projets électroniques : de l’établissement du devis et du retour DFM précoce jusqu’à la découpe, le poinçonnage, le pliage CNC, le traitement des tubes, le soudage, la finition, l’assemblage et les contrôles documentés.
1. Pourquoi le traitement EMS de la tôle influence les résultats RFQ
Dans les projets électroniques, la tôle constitue souvent bien plus qu’une simple pièce mécanique. Elle peut former l’interface entre les assemblages PCB, le routage des câbles, les concepts thermiques, les zones de mise à la terre, la géométrie du boîtier et les contraintes d’installation finales.
De ce fait, de faibles écarts peuvent avoir des conséquences sur les étapes d’assemblage ultérieures :
- Un angle de pliage conforme aux tolérances peut malgré tout limiter l’accès aux connecteurs.
- Une finition sélectionnée uniquement pour des raisons esthétiques peut affecter certaines zones de contact de mise à la terre.
- Une séquence de soudage définie sans prise en compte du contexte d’assemblage peut entraîner des déformations.
TPS intègre ainsi le traitement de la tôle dans un workflow EMS plus large afin d’évaluer les pièces mécaniques en fonction de leur environnement électronique réel.
Pour les équipes achats, l’objectif ne consiste généralement pas uniquement à obtenir une pièce au coût nominal le plus bas. Il s’agit également de disposer d’un ensemble de pièces compatible avec la fabrication, les validations et les futures séries de production.
Les contenus TPS consacrés à la fabrication de tôles sur mesure et aux boîtiers électroniques suivent cette logique : la tôlerie est considérée comme un élément de l’intégration mécanique et du processus d’assemblage global.

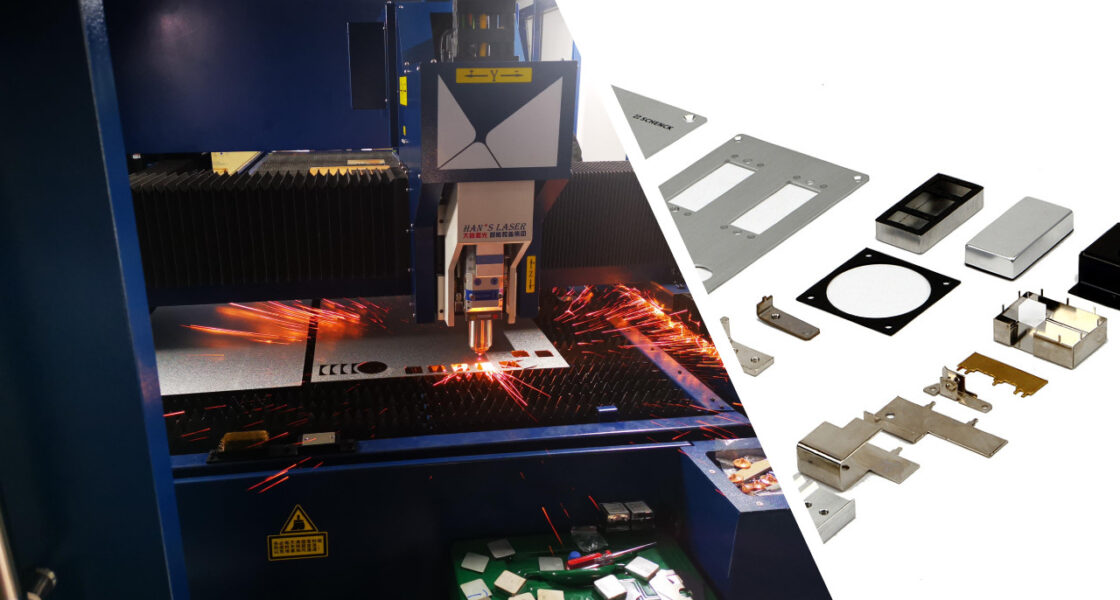
2. Capacités intégrées : de la découpe à l’assemblage contrôlé
TPS structure le traitement de la tôle comme un processus intégré orienté EMS.
Selon les exigences du projet, les prestations peuvent inclure :
- Découpe et poinçonnage
- Pliage et formage CNC
- Traitement de tubes et profils
- Procédés de soudage et d’assemblage
- Finitions de surface
- Préassemblage mécanique
- Contrôles documentés et vérifications qualité
Cette approche intégrée peut contribuer à limiter les écarts de coordination entre fabrication mécanique, assemblage et intégration électronique.
Pour les projets comportant des boîtiers, structures de fixation ou ensembles hybrides, le regroupement des opérations de tôlerie et de traitement de tubes dans un même workflow peut également simplifier les échanges pendant les phases DFM et validation.

3. Comment interpréter les recherches liées aux machines dans un projet EMS
De nombreux processus d’achat commencent par des recherches orientées machines telles que :
- bending machine
- CNC bender
- tube bending machine
- CNC tube bender
- CNC pipe bender
- industrial tube bender
Ces recherches sont courantes dans les premières phases d’évaluation. Dans un contexte EMS, cependant, les acheteurs recherchent rarement une machine isolée. L’attention porte davantage sur le résultat industriel :
- géométrie cohérente,
- stabilité des pliages,
- qualité de surface adaptée,
- compatibilité avec l’assemblage,
- contrôles documentés,
- préparation à la livraison.
Le même principe s’applique à des termes tels que :
- tube bending equipment
- CNC tube forming
- tube end forming machine
- electrical tube bender
En pratique, la décision ne repose pas uniquement sur la catégorie de machine, mais sur la capacité du procédé associé à s’intégrer dans un workflow maîtrisé, depuis la RFQ jusqu’à la production série.
Pour TPS, la valeur ajoutée ne se limite donc pas à la disponibilité d’un équipement. Elle réside dans la coordination des pièces de tôlerie, éléments tubulaires, procédés d’assemblage et exigences de montage électronique dans une même chaîne d’approvisionnement.
Cette approche peut contribuer à réduire les erreurs de transfert entre fabrication mécanique et assemblage final.
Lorsqu’un projet combine panneaux de boîtiers et structures métalliques guidées, l’analyse simultanée des opérations de tôlerie et de cintrage dès la phase RFQ peut faciliter les échanges DFM et clarifier les discussions liées aux tolérances.
4. Comment la qualité, la documentation et le DFM peuvent soutenir les processus de validation
Dans de nombreux projets industriels, les aspects qualité sont détaillés relativement tard. Pourtant, certains risques de validation peuvent être traités plus efficacement dès les phases de devis et de DFM.
Cela concerne notamment :
- les dimensions critiques,
- les exigences esthétiques,
- les matériaux et finitions,
- les niveaux de contrôle,
- les attentes documentaires,
- les alternatives acceptées.
Les contenus publics TPS liés au traitement de la tôle mettent l’accent sur les retours DFM précoces, les contrôles documentés ainsi que les supports documentaires optionnels tels que FAI ou PPAP lorsque les exigences projet le nécessitent.
Cette approche peut être particulièrement pertinente pour :
- les programmes high-mix,
- les environnements réglementés,
- les projets passant du prototype à la production répétitive.
Dans les environnements électroniques sensibles à l’ESD, les références ISO 9001 et IEC 61340 peuvent également être prises en compte selon les exigences du projet.
Du point de vue RFQ, une préparation qualité implique généralement :
- l’identification claire des caractéristiques critiques ;
- la définition précise des matériaux et finitions ;
- la communication précoce des attentes de contrôle ;
- un alignement entre engineering et achats sur les critères d’acceptation.
Une meilleure coordination pendant la phase DFM peut contribuer à limiter les corrections et révisions tardives.

5. Éléments à inclure dans une RFQ
Une RFQ structurée de manière claire peut faciliter l’établissement des devis et réduire les cycles de révision.
Pour les projets EMS de traitement de la tôle, il est généralement recommandé de fournir :
- plans PDF,
- fichiers CAO 3D lorsque disponibles,
- spécifications matériaux,
- épaisseurs,
- exigences de finition,
- besoins de masquage,
- zones de contact de mise à la terre,
- attentes esthétiques,
- volumes prototype, pilote et série.
Lorsque le projet inclut des opérations sur tubes, il est utile de préciser si les éléments suivants sont critiques :
- géométrie des cintrages,
- opérations d’extrémité,
- longueurs de coupe,
- interfaces soudées,
- géométries dépendantes d’outillages.
Si le projet comporte du soudage, il est recommandé de préciser :
- le procédé souhaité (MIG, TIG, soudage par points ou par goujons),
- les exigences esthétiques des cordons,
- les zones sensibles aux déformations.
Lorsque des validations client ou des documents qualité sont requis, ces attentes gagnent à être définies dès la phase RFQ plutôt qu’après chiffrage.
Enfin, il reste essentiel d’identifier les dimensions réellement critiques pour l’assemblage. Les découpes de connecteurs, perçages de fixation, surfaces de mise à la terre et plans d’interface sont souvent plus importants qu’un resserrement uniforme de toutes les tolérances.
Des priorités clairement définies peuvent faciliter les retours DFM ainsi qu’une évaluation technique et commerciale plus cohérente.
FAQ
Quelle est la différence entre rechercher une machine et externaliser une fabrication EMS de tôlerie ?
Une recherche orientée machine porte principalement sur des catégories d’équipements comme les plieuses ou les cintreuses CNC. Une RFQ EMS se concentre davantage sur le résultat industriel : géométrie compatible avec la fabrication, qualité répétable, intégration d’assemblage, documentation de contrôle et préparation à la livraison.
Quand le traitement des tubes devient-il pertinent dans un projet électronique de tôlerie ?
Le traitement des tubes peut devenir pertinent lorsqu’un projet comprend des structures, supports guidés, protections mécaniques ou ensembles hybrides associant tôles et éléments tubulaires cintrés.
Pourquoi le DFM est-il important pour les boîtiers électroniques ?
Les boîtiers influencent l’accès aux connecteurs, le passage des câbles, les zones de mise à la terre, les dégagements thermiques et les tolérances d’assemblage. Un retour DFM précoce peut aider à identifier certains problèmes avant fabrication.
Quel procédé de soudage convient généralement aux assemblages en tôle ?
Le choix dépend du matériau, de l’épaisseur, des exigences esthétiques, du débit de production et de la sensibilité aux déformations. Les procédés MIG et TIG présentent chacun des avantages selon l’application.
Quelles informations transmettre en priorité pour accélérer le traitement d’une RFQ ?
Il est généralement utile de transmettre :
- les plans,
- les fichiers 3D lorsqu’ils existent,
- les exigences matériaux et finitions,
- les quantités,
- les dimensions critiques,
- les attentes liées au soudage,
- les documents qualité ou validation requis.
Une RFQ claire peut contribuer à réduire les échanges de clarification pendant les phases de devis et de revue DFM.


