Key Takeaways
- Wire insulation is a high-resistance material that prevents electrical current from escaping conductors and protects against external damage.
- Common insulation materials include PVC, XLPE, rubber, and fluoropolymers—each offering distinct temperature and chemical resistance properties.
- Depending on the polymer type, modern wire insulation can operate reliably at temperatures from 105 °C to 250 °C.
- Proper insulation selection depends on factors such as temperature, chemical exposure, flexibility, and cost requirements.
- Magnet wire uses specialized polymer film insulation applied in multiple layers for use in electric machines and transformers.
Wire insulation serves as the critical barrier between electrical current and the outside world, preventing potentially dangerous electrical accidents while enabling the safe transmission of power. Without proper insulation, electrical systems would pose severe safety risks, components would fail prematurely, and electrical fires could become common.
This comprehensive guide explains the materials, manufacturing processes, and applications that make modern electrical systems both safe and reliable. From basic building wire to specialized magnet wire used in electric motors, it explores how different insulation materials perform under varying conditions—helping you make informed decisions for your specific applications.
What is Wire Insulation?
Wire insulation is a non-conductive material that surrounds electrical conductors to prevent unwanted current transfer and protect both equipment and personnel from electrical hazards. Its continuous layer performs several essential functions beyond simple electrical isolation.
The primary role of insulation is to prevent current from escaping the intended circuit path. Without adequate insulation, electrical energy could arc to nearby surfaces, causing shock hazards or fires. Proper insulation maintains electrical resistance between the conductor and its environment, ensuring current flows only through the designed circuit.
Insulation also provides environmental protection against factors such as moisture, chemicals, UV radiation, and mechanical wear. High-quality materials maintain their electrical and mechanical properties throughout the wire’s service life, even under harsh conditions.
The thickness and dielectric strength of insulation directly determine the wire’s voltage rating. Higher voltage applications require thicker insulation or materials with superior dielectric properties to prevent breakdown.
Unlike outer jackets or armor—which mainly provide mechanical protection—insulation serves as the primary electrical barrier responsible for operational safety.
To understand which materials deliver optimal performance in different environments, let’s look at the most common insulation types used today.
Common Wire Insulation Materials
Modern insulation uses various polymers tailored for specific electrical, chemical, and thermal performance requirements. The choice between thermoplastic and thermoset materials significantly impacts both performance and cost.
- Thermoplastic insulation softens with heat and hardens when cooled, allowing efficient extrusion manufacturing. It can be reheated and reformed, making it cost-effective but less suitable for very high temperatures.
- Thermoset insulation undergoes cross-linking during production, creating a permanent structure that resists remelting. It typically offers better chemical resistance, higher temperature ratings, and improved mechanical strength, though at higher cost.
Selecting the right material requires balancing temperature tolerance, flexibility, environmental resistance, and budget.
PVC (Polyvinyl Chloride)
PVC is the most widely used insulation material due to its balance of performance, safety, and affordability. It provides good electrical resistance and inherent flame-retardant properties, making it suitable for most household and industrial applications.
- Temperature rating: up to 75 °C in wet or dry locations
- Advantages: moisture resistance, moderate chemical resistance, cost-effectiveness
- Applications: THHN and THWN building wires, control cables
However, PVC becomes brittle at low temperatures and offers limited flexibility compared to rubber. For high temperatures or aggressive environments, alternative materials such as XLPE may perform better.
XLPE (Cross-Linked Polyethylene)
XLPE offers enhanced performance through its thermoset structure, providing higher thermal stability and superior chemical resistance compared to standard thermoplastics.
- Temperature rating: typically 90 °C in wet and dry locations
- Advantages: improved current capacity, durability, abrasion and chemical resistance, flexibility
- Applications: XHHW-2 industrial and building wire
Its higher temperature capability allows smaller conductor sizes for the same current, potentially reducing installation costs. XLPE is ideal for demanding environments or outdoor installations.
Rubber Insulation
Rubber insulation is valued for its exceptional flexibility, especially in cold environments or applications with constant movement.
- Advantages: remains flexible at low temperatures, resists oils and abrasion, withstands repeated flexing
- Applications: portable tools, robotics, extension cords
While highly durable, rubber insulation is typically more expensive and may have lower maximum temperature ratings than XLPE.
Fluoropolymer Insulation
Fluoropolymers such as PTFE deliver outstanding resistance to chemicals, solvents, and extreme heat.
- Temperature rating: up to 200–250 °C depending on formulation
- Advantages: chemical inertness, non-stick surface, excellent dielectric strength
- Applications: aerospace, semiconductor, and chemical processing industries
Due to higher costs, these materials are used when standard insulations cannot meet performance or environmental demands.
Specialized Insulation for Magnet Wire
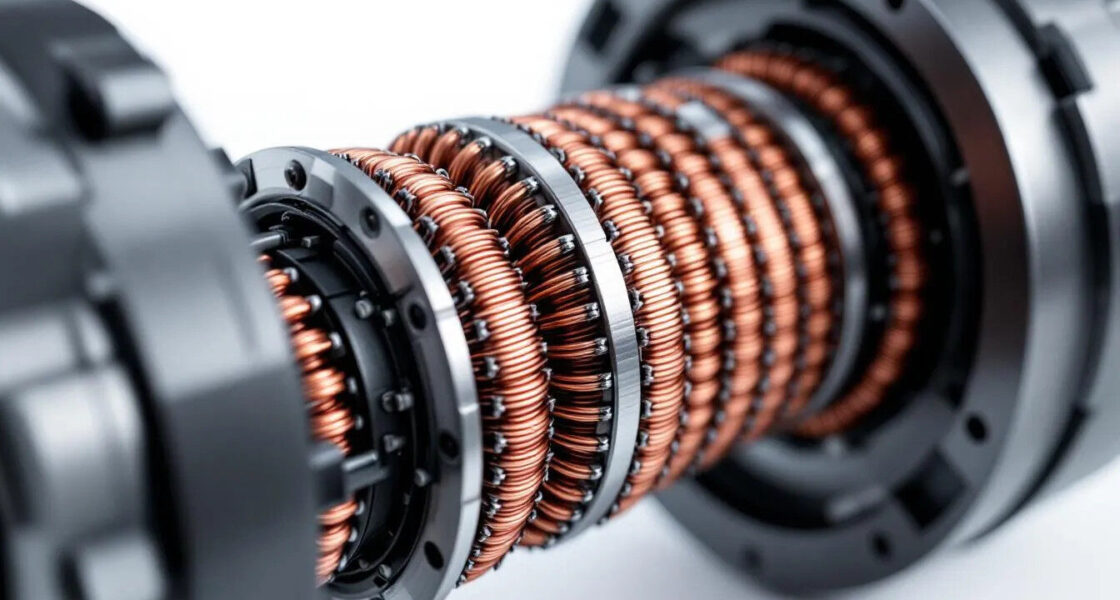
Magnet wire, used in motors, transformers, and coils, requires ultra-thin polymer film insulation designed to withstand both electrical and mechanical stresses.
High-performance magnet wires often use polyimide film, offering excellent dielectric strength and stability at temperatures up to 250 °C. Magnet wire insulation is typically applied in multiple layers for uniform coverage and may be combined with fiberglass tape and varnish impregnation for additional protection.
Temperature classes range from 105 °C (standard) to 250 °C (high-performance), ensuring long-term reliability even under demanding thermal conditions.
Polyimide Insulation
Polyimide provides the highest temperature capability of all magnet wire insulations, maintaining performance up to 250 °C. It resists thermal degradation, chemicals, and mechanical stress, making it suitable for:
- Electric vehicles
- Aerospace and defense equipment
- High-performance industrial motors and generators
Although costlier than polyester or polyamide-imide films, polyimide’s superior stability and dielectric properties often justify the investment where reliability is critical.
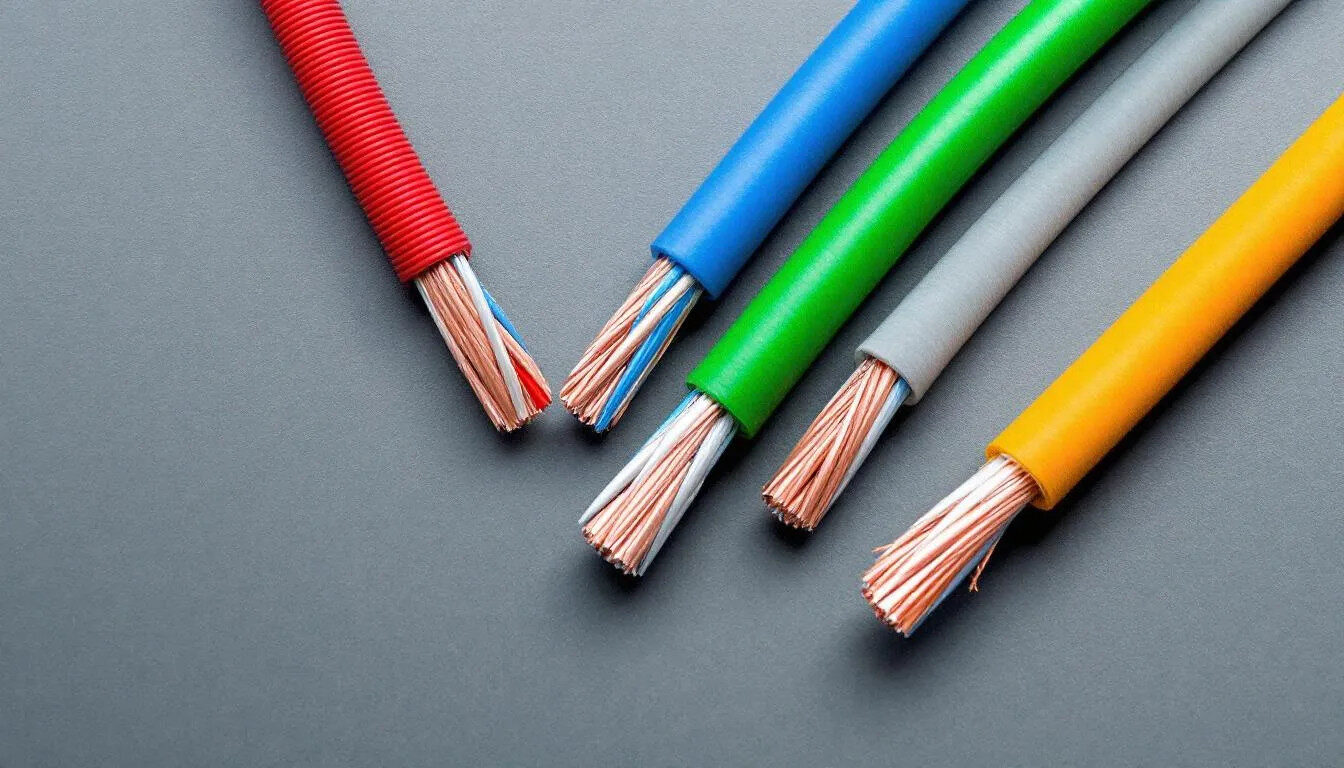
Wire Types and Insulation Applications
Each wire type uses insulation tailored to its intended purpose:
- Building wire: THHN (PVC/nylon) and XHHW-2 (XLPE) dominate residential and commercial use.
- Industrial wire: requires higher temperature and chemical resistance, often using fluoropolymer or rubber insulation.
- Magnet wire: uses enamel or polymer films for electromagnetic coils.
THHN vs. XHHW-2
| Property | THHN | XHHW-2 |
|---|---|---|
| Material | PVC + nylon jacket | XLPE |
| Temp rating | 75 °C wet / 90 °C dry | 90 °C wet & dry |
| Resistance | Moderate chemical resistance | High chemical & thermal resistance |
| Flexibility | Standard | Enhanced |
| Typical use | General building wiring | Industrial & outdoor environments |
Choosing between them depends on ambient conditions, mechanical demands, and code requirements.
Protective Coverings vs. Insulation
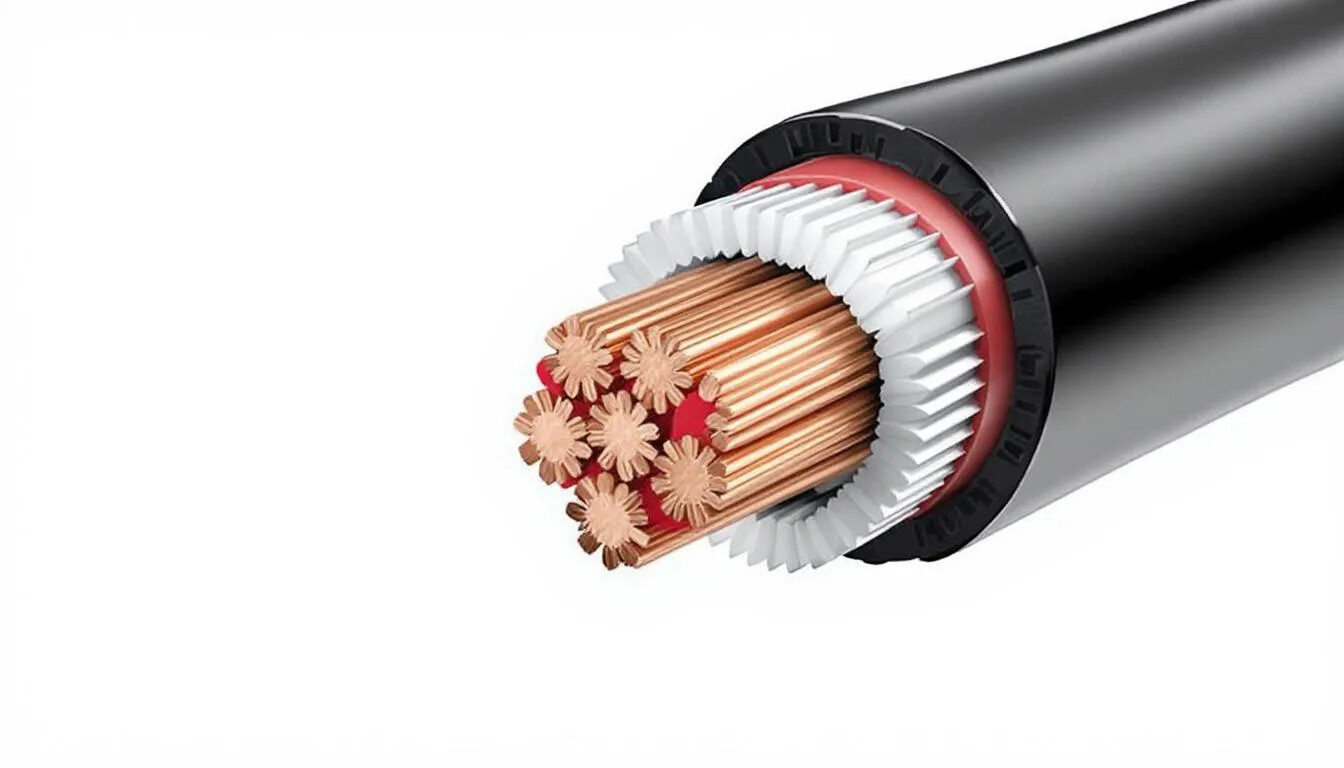
Electrical cables often include three protection layers:
- Insulation: electrical barrier preventing current leakage
- Jacket: environmental protection from UV, moisture, and abrasion
- Armor (optional): mechanical and electromagnetic shielding
Each layer contributes differently to overall performance. Insulation ensures electrical safety, while jackets and armor enhance durability. Correct selection depends on installation conditions and potential hazards.
Manufacturing and Quality Considerations
Manufacturing wire insulation requires precise control over material purity, thickness, and curing conditions.
- Continuous monitoring ensures dielectric strength and uniform insulation thickness.
- Thermal endurance and breakdown voltage tests confirm compliance with standards.
- For magnet wires, multiple thin polymer layers are applied under vacuum conditions to eliminate air gaps and improve bonding.
- Clean manufacturing environments are essential to prevent contamination that could compromise insulation integrity.
These quality controls help maintain consistent electrical and mechanical performance across production batches.
Conclusion
Choosing the right wire insulation material is essential for ensuring electrical safety, reliability, and performance across various applications. From PVC for general use to polyimide for high-temperature environments, each material offers distinct advantages. By understanding insulation types and their properties, engineers and technicians can make informed decisions that extend equipment life and reduce operational risks.

Frequently Asked Questions
What happens if wire insulation fails?
Insulation failure can result in electric shock, short circuits, or fire hazards. Degraded insulation may allow current leakage or arcing. Regular inspections help detect damage early and prevent safety risks.
How is insulation thickness determined?
Thickness depends on system voltage, environment, and standards such as NEC or IEC. Higher voltages require thicker or higher-grade materials. Designers often exceed minimum requirements for added safety.
Can insulation be repaired?
Minor damage may be temporarily fixed using electrical tape or heat-shrink tubing, but replacement is strongly recommended for critical or high-voltage applications.
What causes insulation degradation?
Excessive heat, UV exposure, moisture, mechanical stress, and chemicals are common causes. Selecting materials rated for the application’s environment significantly extends service life.
Why does magnet wire insulation melt during soldering?
Some magnet wires use solderable enamel designed to melt at soldering temperature, eliminating the need for mechanical stripping. The underlying insulation remains intact to preserve electrical isolation.


