⚙️
Cutting
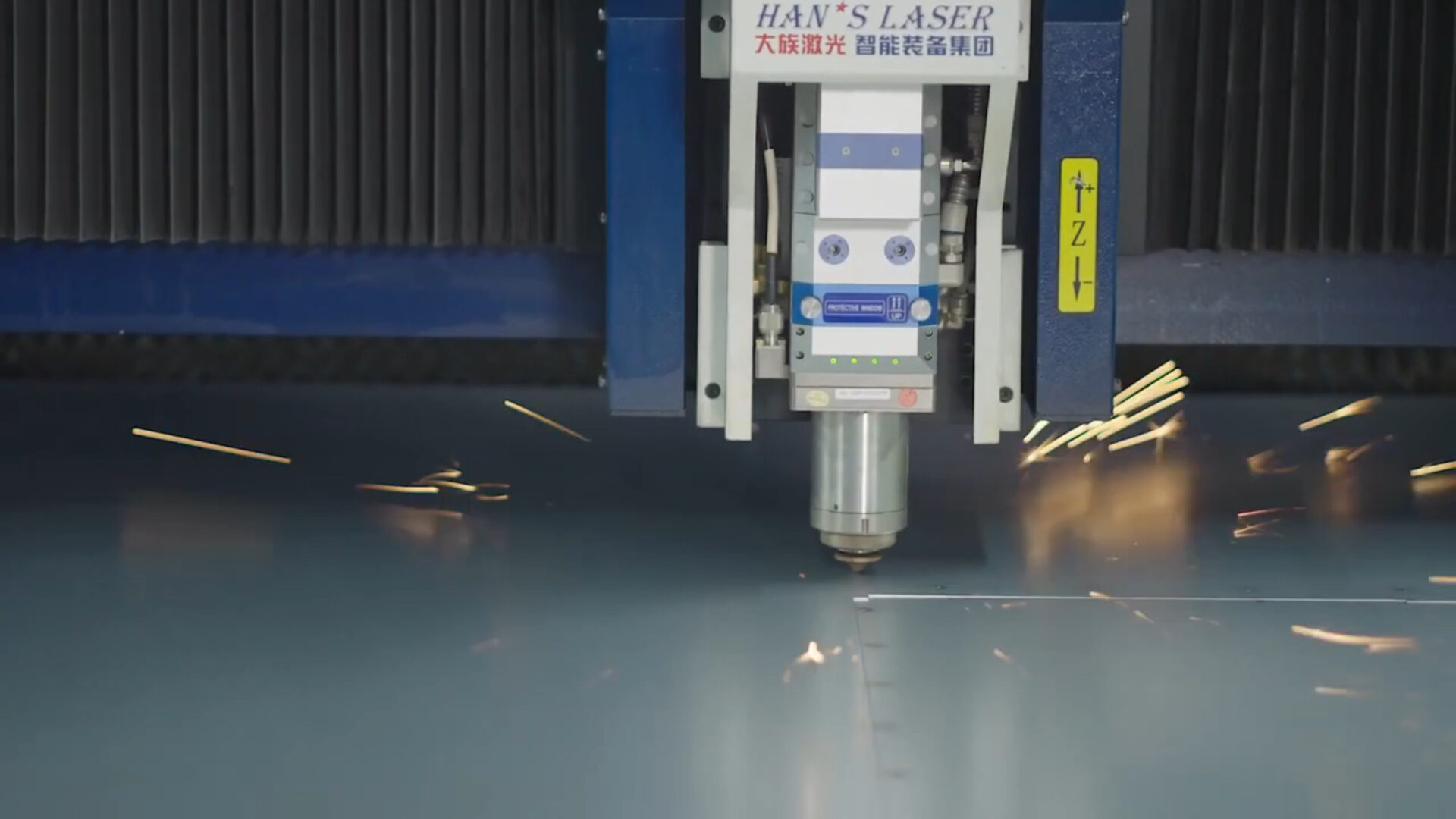
Fiber laser for clean edges and fine contours in series.
- ±0.1–0.2 mm typical
- Micro-tabs, engraving
From drawing to inspected series: we manufacture sheet-metal parts and assemblies fast, repeatable and documented – incl. DFM feedback, first article inspection and optional PPAP.
A real look into production: laser cutting, bending, welding, finishing and assembly – end-to-end processes for stable quality and short lead times.
Fiber laser for clean edges and fine contours in series.
Turret & hydraulic punching for louvers, knockouts and perforations.
CNC press-brake bending, rolling, hemming – tight angle & dimensional tolerances.
CNC tube bending with mandrel support, measurement and reporting.
MIG/MAG, TIG, spot & stud welding with fixtures.
Deburr, blasting, powder coat, anodize, selective plating, final assembly.
Short & clear: key points about data formats, tolerances, lead times and quality.
Send the key parameters – you’ll receive DFM feedback and a firm quote within 24–48 h.
Contact us at office@tps-elektronik.com.