
Are you trying to decide between MIG and TIG welding for your next project? Understanding the main differences and ideal uses of MIG vs TIG welding can be the key to making the right choice. We’ll cover what sets these two welding techniques apart and help you determine which is best suited to your needs.
The MIG welding process is characterized by:
 TIG welding employs a non-consumable tungsten electrode, which does not melt during the welding process. Instead, a separate hand-held filler rod is used to supply additional material to the weld pool. The choice of filler material, such as ER70S-2 filler metal or a silicon bronze rod, depends on the specific application and the type of metal being welded, including welding electrodes.
Pure argon is the recommended shielding gas for effective TIG welding, particularly on thin gauges, as it prevents weld pool contamination. Using the pulsed TIG mode can provide better heat control, fluctuating the amperage output to manage the weld puddle with precision. This allows welders to achieve high-quality welds even on the thinnest of materials, especially when utilizing tungsten inert gas.
TIG welding employs a non-consumable tungsten electrode, which does not melt during the welding process. Instead, a separate hand-held filler rod is used to supply additional material to the weld pool. The choice of filler material, such as ER70S-2 filler metal or a silicon bronze rod, depends on the specific application and the type of metal being welded, including welding electrodes.
Pure argon is the recommended shielding gas for effective TIG welding, particularly on thin gauges, as it prevents weld pool contamination. Using the pulsed TIG mode can provide better heat control, fluctuating the amperage output to manage the weld puddle with precision. This allows welders to achieve high-quality welds even on the thinnest of materials, especially when utilizing tungsten inert gas.
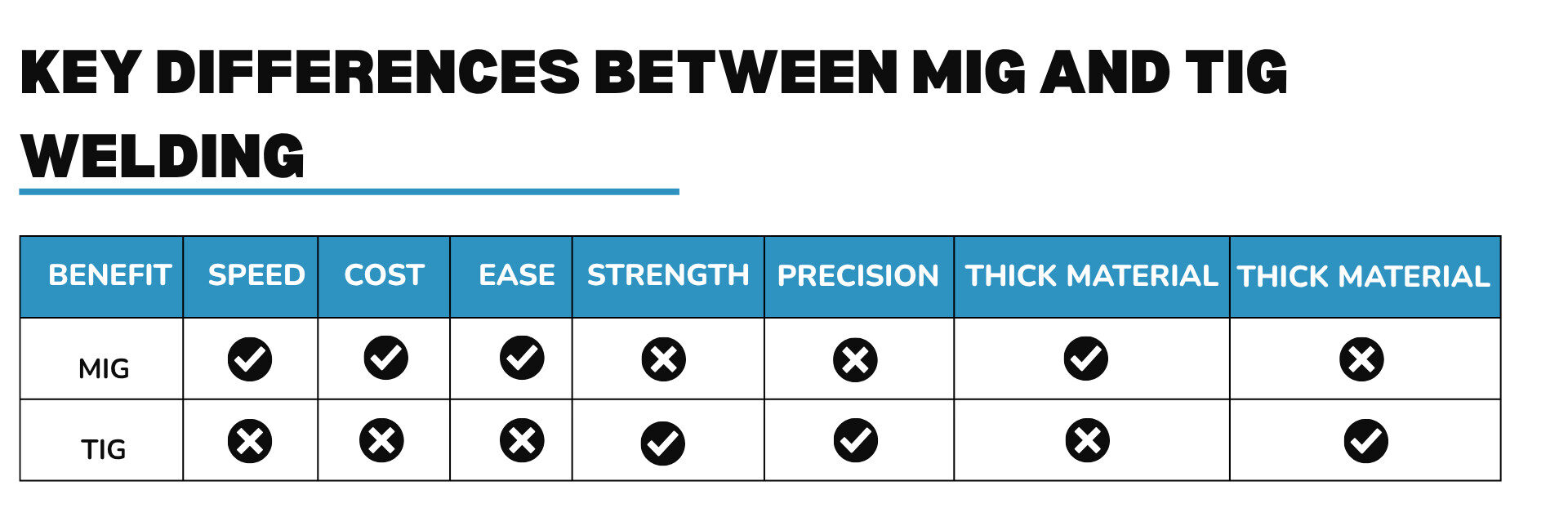 Knowing the key differences between MIG and TIG welding is crucial for selecting the right process. These differences include electrode usage, shielding gas, and welding speed and efficiency.
Knowing the key differences between MIG and TIG welding is crucial for selecting the right process. These differences include electrode usage, shielding gas, and welding speed and efficiency.
 MIG welding is suitable for automotive repair due to its speed and efficiency. It is also ideal for thicker metals, making it perfect for heavy-duty fabrication with MIG welders and MIG weld.
For welding thin metals, Short-Circuit Transfer(MIG) is often recommended for optimal results, using electrode positive polarity and a shielding gas mixture of 75% argon and 25% carbon dioxide. Overall, MIG welding is a widely used process known for its speed and capability to handle a variety of materials.
MIG welding is suitable for automotive repair due to its speed and efficiency. It is also ideal for thicker metals, making it perfect for heavy-duty fabrication with MIG welders and MIG weld.
For welding thin metals, Short-Circuit Transfer(MIG) is often recommended for optimal results, using electrode positive polarity and a shielding gas mixture of 75% argon and 25% carbon dioxide. Overall, MIG welding is a widely used process known for its speed and capability to handle a variety of materials.
 TIG welding is commonly applied in aerospace industries for its precision and quality. It is particularly suited for thin materials, as it allows for minimal heat input. TIG welding is ideal for applications requiring high precision, particularly for stainless steel and other thin materials.
Typical projects for TIG welding include delicate jobs, artwork, and car repairs.
TIG welding is commonly applied in aerospace industries for its precision and quality. It is particularly suited for thin materials, as it allows for minimal heat input. TIG welding is ideal for applications requiring high precision, particularly for stainless steel and other thin materials.
Typical projects for TIG welding include delicate jobs, artwork, and car repairs.
Key Takeaways
- MIG welding uses a consumable wire electrode and is faster and more user-friendly, making it ideal for beginners and mass production, while TIG welding employs a non-consumable tungsten electrode, offers greater control and aesthetics for precision applications.
- MIG welding is suitable for thicker metals and applications requiring speed, such as automotive repairs, whereas TIG welding excels in industries like aerospace where high-quality, precise welds on thin materials are crucial.
- Key differences between the two methods include electrode usage, shielding gas requirements (MIG uses argon and carbon dioxide, TIG uses pure argon), and welding speed, with MIG being more efficient for high-volume work and TIG focusing on detail and quality.
Overview of MIG and TIG Welding
MIG and TIG are two essential arc welding processes used to join metals. MIG welding (Gas Metal Arc Welding or GMAW) uses a consumable wire electrode fed continuously to create the arc. Conversely, TIG welding (Gas Tungsten Arc Welding or GTAW) employs a non-consumable tungsten electrode and a separate filler rod. While both methods use electrical current to heat the welding area, they differ significantly in their electrode usage and level of precision required.
- The use of a continuous, consumable wire electrode.
- The wire being machine-fed through a MIG gun, where it melts and joins the materials to form a weld.
- Shielding gases, typically a mix of argon and carbon dioxide, which ensure better arc stability and prevent contamination of the weld pool.
- Its effectiveness for welding thin mild steel sheets.
- Select the appropriate wire diameter—typically 0.023 in (0.6 mm), 0.024 in (0.6 mm), or 0.030 in (0.8 mm).
- Avoid flux-cored wires to prevent excessive heat, which can cause warping or burn-through.
- Use thinner wires than the base metal to help prevent these issues.
TIG Welding Process
TIG welding employs a non-consumable tungsten electrode, which does not melt during the welding process. Instead, a separate hand-held filler rod is used to supply additional material to the weld pool. The choice of filler material, such as ER70S-2 filler metal or a silicon bronze rod, depends on the specific application and the type of metal being welded, including welding electrodes.
Pure argon is the recommended shielding gas for effective TIG welding, particularly on thin gauges, as it prevents weld pool contamination. Using the pulsed TIG mode can provide better heat control, fluctuating the amperage output to manage the weld puddle with precision. This allows welders to achieve high-quality welds even on the thinnest of materials, especially when utilizing tungsten inert gas.
Advantages and Disadvantages of MIG and TIG Welding
Both MIG and TIG welding have unique advantages and disadvantages that make them suitable for different applications. This knowledge helps in selecting the appropriate welding process for specific needs.Pros and Cons of MIG Welding
MIG welding is known for its faster speeds, versatility across various metals, and ease of learning. It’s particularly beneficial for beginners as it can be mastered in a few weeks and requires less precision compared to TIG welding. This makes it ideal for mass production due to its high travel speed and efficiency. However, MIG welding can be less precise than other methods and often results in more spatter, which can compromise the cleanliness and aesthetics of the weld. While MIG welding is fast and user-friendly, it may compromise weld accuracy and cleanliness.Pros and Cons of TIG Welding
TIG welding provides:- Superior aesthetics, producing fewer spatters compared to MIG welds
- Stronger welds due to better penetration from the narrow and focused arc
- Better control for thinner materials
- Slower speeds compared to other welding processes
- Requires a higher skill level and greater experience to master successfully
- Learning TIG welding can be more challenging due to its complexity and slower operational pace
Key Differences Between MIG and TIG Welding
Knowing the key differences between MIG and TIG welding is crucial for selecting the right process. These differences include electrode usage, shielding gas, and welding speed and efficiency.
Electrode Usage
MIG welding uses a consumable wire electrode that continuously feeds into the weld pool, melting to join materials. TIG welding, on the other hand, uses a non-consumable tungsten electrode and requires a separate filler rod for additional material. This fundamental difference in non consumable electrode usage significantly impacts the technique and quality of welds produced.Shielding Gas
The type of shielding gas used in MIG and TIG welding also varies. MIG welding often utilizes a mixture of argon and carbon dioxide, which helps in stabilizing the arc and preventing contamination. On the other hand, TIG welding typically relies on pure argon for shielding to avoid contaminating the weld, including the use of metal inert gas in certain applications. These specific shielding gases protect the weld pool from impurities.Welding Speed and Efficiency
MIG welding is generally faster due to its automatic wire feed system, making it suitable for high-volume production. The advantages include:- Continuous wire feed enables faster welding speeds and more efficient welding
- Leads to lower labor costs and increases overall efficiency for larger projects
- High deposition rates and efficient heat transfer improve speed and reliability with thick materials, particularly when adjusting the wire feed speed.
Applications of MIG and TIG Welding
Both MIG and TIG welding have specific applications where they excel. Understanding where each process is best utilized can help you choose the right method for your project.MIG Welding Applications
MIG welding is suitable for automotive repair due to its speed and efficiency. It is also ideal for thicker metals, making it perfect for heavy-duty fabrication with MIG welders and MIG weld.
For welding thin metals, Short-Circuit Transfer(MIG) is often recommended for optimal results, using electrode positive polarity and a shielding gas mixture of 75% argon and 25% carbon dioxide. Overall, MIG welding is a widely used process known for its speed and capability to handle a variety of materials.
TIG Welding Applications
TIG welding is commonly applied in aerospace industries for its precision and quality. It is particularly suited for thin materials, as it allows for minimal heat input. TIG welding is ideal for applications requiring high precision, particularly for stainless steel and other thin materials.
Typical projects for TIG welding include delicate jobs, artwork, and car repairs.
Techniques for Successful MIG and TIG Welding
Achieving precision in welding requires understanding the unique characteristics of both MIG and TIG processes. Here are some practical tips for mastering each technique.Tips for MIG Welding
To prevent burn-through and ensure a strong weld, travel in a straight line, use the fastest travel speed, and employ a push technique. Fusing a joint in thin weld sheet metal can be efficiently managed by sectioning the joint and welding each part separately. Dirty base and filler metals can lead to poor weld quality, so cleaning is essential prior to welding. Utilizing a push technique while welding will enhance the penetration and quality of the weld. Adjusting the voltage can significantly affect the weld bead profile and penetration when MIG welding.Tips for TIG Welding
To prevent burn-through, the 1-for-1 rule suggests using 1 amp of power for every 0.001 in (0.025 mm) of carbon steel thickness. When working with aluminum, it’s recommended to use about 33% more amps than the 1-for-1 rule for carbon steel. If burn-through happens during welding, consider using a smaller diameter tungsten or adjusting the wire feed. The thickness of the filler metal in TIG welding should ideally be less than or equal to that of the base metal. Ceriated tungsten electrodes are preferred for welding sheet metal in TIG applications. For optimal results in TIG welding:- Maintain a consistent arc length that is about 1 to 1.5 times the diameter of the tungsten electrode.
- Practice on thicker materials to allow better control of the weld pool and make it easier to develop TIG welding skills.
- Use a flexible welding torch head to aid in achieving the correct angle and position while TIG welding.
Common Issues and Solutions in MIG and TIG Welding
Warping and burn-through are common issues encountered when welding thin metal. Proper heat control is crucial for achieving quality welds in both MIG and TIG processes.Preventing Warping and Burn-Through
To prevent warping during welding:- Use a faster travel speed to decrease heat concentration.
- Avoid long, continuous welds as they input high amounts of heat.
- Create intermittent welds to help manage heat distribution and reduce the risk of warping.
Ensuring Weld Aesthetics
MIG welding needs less post-weld clean-up compared to TIG welding. This makes MIG a more efficient option in terms of finishing work. Using a recommended grit size of 40-80 is vital for blending and finishing welds effectively. Overly aggressive grinding on proud welds can introduce defects such as pinholes and cracking. Appropriate grit sizes, usually between 40-80, are crucial for effective blending and finishing of welds.Choosing the Right Welding Process for Your Needs
Choosing the right welding process is based on the project requirements. Factors to consider include:- The type of material
- Quantity
- Cost
- Equipment
- Post-processing needs


