They lose time because winding goods are often quoted too late, tested too narrowly, or documented too weakly for real production transfer.
TPS Elektronik positions EMS winding goods as a production-ready workflow: design support, coil winding, insulation decisions, impregnation or over-moulding, electrical test, and delivery as ready-to-install magnetic subassemblies.
1. Why EMS Winding Goods Affect RFQ Outcomes
In electronics manufacturing, winding goods are rarely “just coils.” They often sit directly between power electronics, control logic, insulation systems, thermal limits, EMC behavior, and final field reliability. A transformer that meets nominal electrical values but ignores creepage, leakage, acoustic behavior, or assembly interfaces can still slow down the entire program.
That is why experienced buyers do not evaluate a coil winding service only by whether a supplier can wind copper around a core. They evaluate whether the supplier can translate electrical targets into a stable production process. For EMS-driven programs, that usually means aligning:
- electrical targets such as inductance, resistance, turns ratio, or hipot levels,
- mechanical constraints such as pin layout, mounting envelope, and lead exit direction,
- insulation choices and environmental exposure,
- test depth, traceability, and shipment readiness.
TPS frames EMS winding goods as a broader manufacturing workflow rather than a stand-alone winding task. That matters for system integrators and panel builders because winding parts are rarely purchased in isolation. They are purchased as part of a bigger assembly, often under pressure from prototype deadlines, validation plans, or volume ramp timing.
For procurement, the main RFQ risk is ambiguity. A request may say “special coil winding services,” “miniature coil winding service,” or even “custom coil winding service manufacturer,” but still omit the core material, insulation system, acceptance criteria, potting expectation, or required documentation. That gap usually leads to longer quoting cycles, more technical clarifications, or avoidable redesign loops.
For engineering, the risk is different. Design teams may optimize electrical performance on paper while underestimating manufacturability. Turn-to-turn insulation, winding tension, interleaving, winding window utilization, termination style, and impregnation behavior all affect whether a design can move cleanly from prototype to repeatable series production.
If your project needs a supplier that connects winding design to production reality, start with the TPS EMS winding goods service page.
2. What Counts as EMS Winding Goods in Real Projects
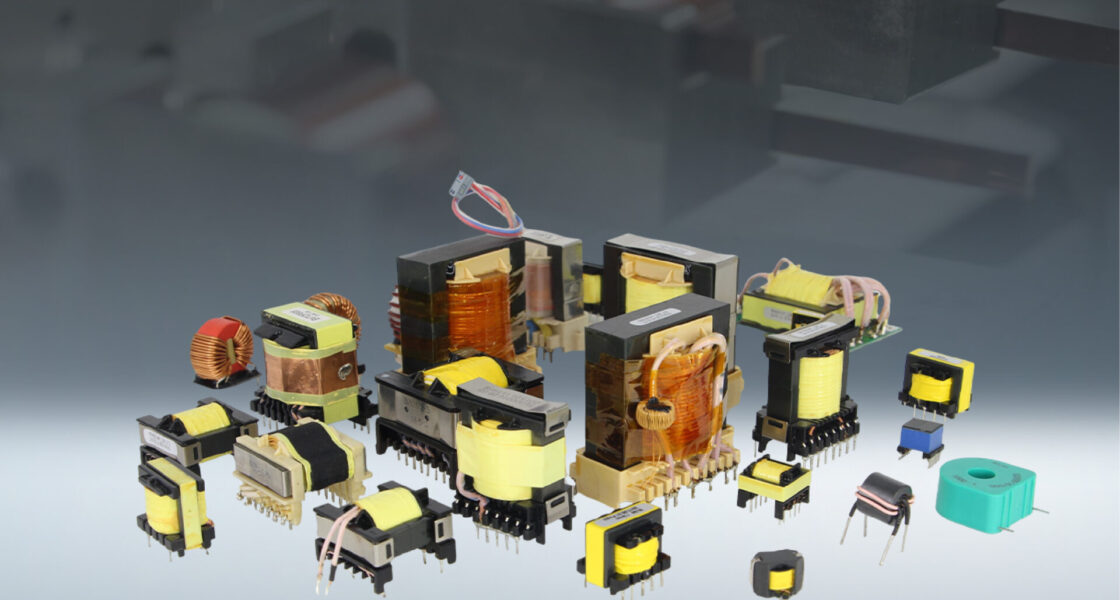
Buyers often use broad search terms such as coil winding, coil winding technology, or special coil winding services. In practice, the RFQ scope is much more specific. EMS winding goods usually means wound magnetic or inductive components supplied as production-ready subassemblies, not loose semi-finished parts.
2.1 Transformers
Transformer work can range from power and signal transformers to high-frequency designs for switched-mode power conversion. In real sourcing decisions, the question is not only whether a transformer can be wound, but whether it can be manufactured with controlled leakage behavior, appropriate insulation, repeatable terminations, and a documented test path. This becomes even more important in medical, industrial, and power-conversion applications.
TPS’s winding goods portfolio naturally connects with its own related resource on medical and high-frequency transformer winding, which is useful when teams compare compact SMPS designs, reinforced insulation concepts, and environmental robustness.
2.2 Inductors and Chokes
Inductors and chokes are common in filters, energy storage stages, drive systems, and EMC-related suppression tasks. Here, conductor geometry, core choice, bias behavior, and thermal rise matter just as much as nominal inductance. For example, a dV/dt choke for inverter-related use cases must be judged not only by L values, but also by insulation stress, acoustic behavior, and installation conditions.
That is where ribbon wound coil winding services or flat-wire constructions may become relevant. They can help reduce losses, improve packing efficiency, or support thermally optimized shapes. Buyers comparing toroidal filters, PFC magnetics, and dV/dt chokes can also review TPS’s related page on toroidal coils, dV/dt chokes, and production-ready transformers.
2.3 Solenoids, Electromagnets, Helmholtz and Coaxial Coils
Winding goods also include actuator-related components such as solenoids and electromagnets, as well as more specialized geometries like Helmholtz coils or coaxial coils. For these parts, the buyer conversation often expands beyond winding itself into paired windings, pole pieces, over-moulding, mounting, and application-specific parameterization.
That matters especially when engineers search for unusual phrases like oscillate coil winding services. In many procurement conversations, that search term actually points to a need for controlled winding traverse, pattern consistency, or application-specific coil geometry rather than a standardized product category. The correct RFQ question is therefore not “do you offer oscillate coil winding services?” but “what winding pattern, insulation build, and process controls are required for this application?”
For field-uniformity applications and laboratory-style magnetic assemblies, TPS’s own Helmholtz coil guide can support internal specification discussions.

3. Coil Winding Technology That Matters Before Release to Production
The phrase coil winding technology should mean more than machine capability. In RFQ terms, it means the complete design-to-process logic that decides whether a wound component remains electrically stable, mechanically consistent, and manufacturable at the required volume.
Important variables usually include conductor choice, wire geometry, insulation build, core selection, winding sequence, tension control, and termination strategy. Copper remains common, but aluminum may be justified in selected applications when weight, cost structure, or thermal trade-offs support it. Round wire, flat wire, ribbon winding, and litz constructions each solve different problems.
Insulation is another frequent source of under-specified risk. The wrong material or build-up can undermine dielectric performance, thermal class, chemical resistance, or long-term durability. That is why wire and insulation choices should be coordinated early, not treated as a late purchasing detail. TPS’s own article on wire insulation materials, types, and applications is a useful internal reference when engineering and procurement need a shared vocabulary.
Core choice also changes the manufacturing logic. Ferrite, iron-powder, and air-core designs behave differently in terms of losses, saturation, leakage, and volume efficiency. Toroidal constructions can support compact filtering and low stray fields; planar concepts may favor low profile and cooling; air coils may be preferred where linearity or core-loss avoidance matters more than size efficiency.
At the process level, repeatable winding depends on controlled pitch, tension, layer formation, insulation placement, and termination routing. This is where buyers asking about transformer winding machine manufacture are often really asking a more practical question: can the supplier’s equipment and fixturing support repeatability from engineering samples to series lots?
The strongest answer is not a generic machine list. It is evidence of process discipline: suitable winding setup, controlled insulation placement, documented inspection criteria, and the ability to validate parts with traceable tests before shipment.
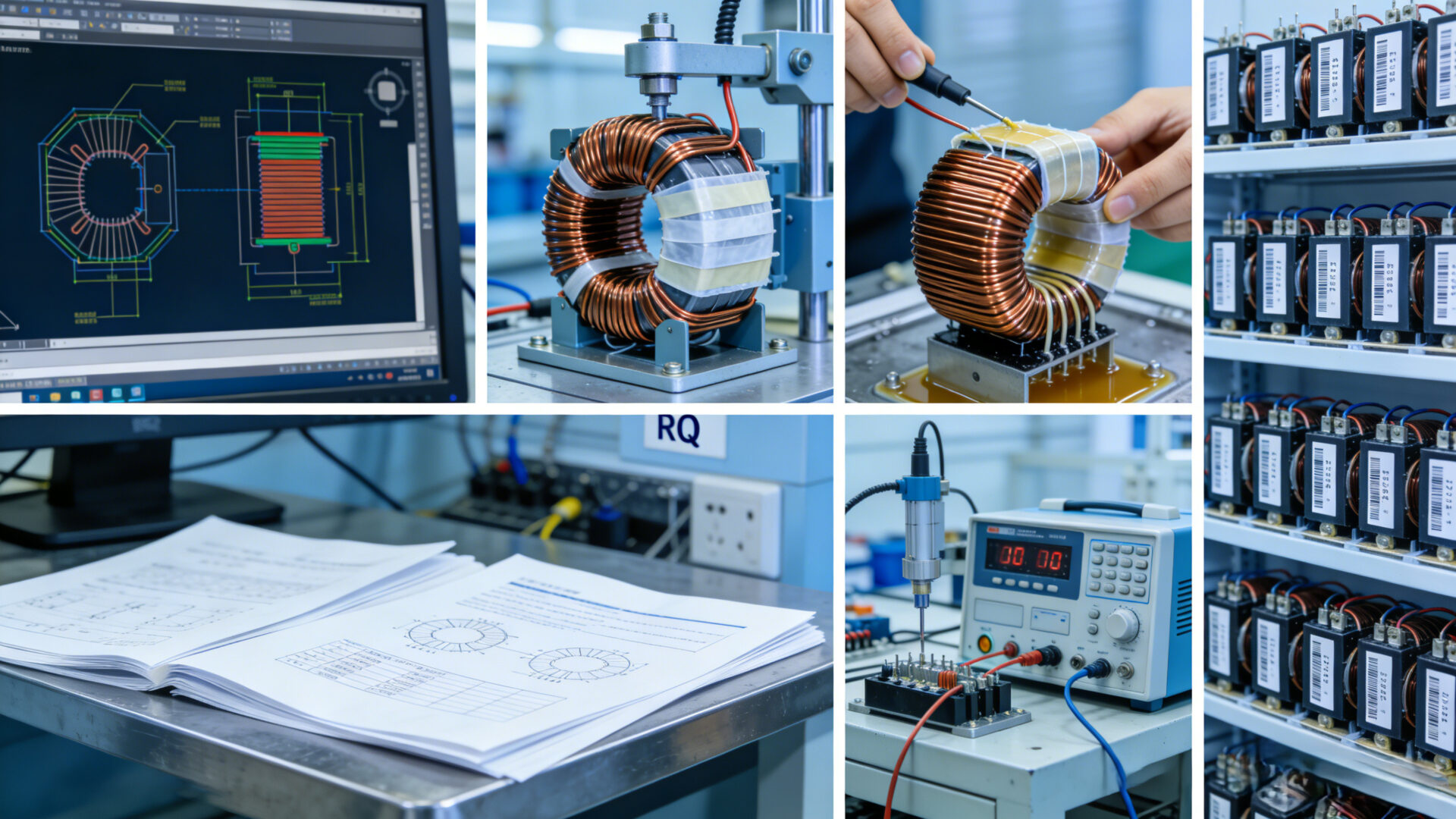
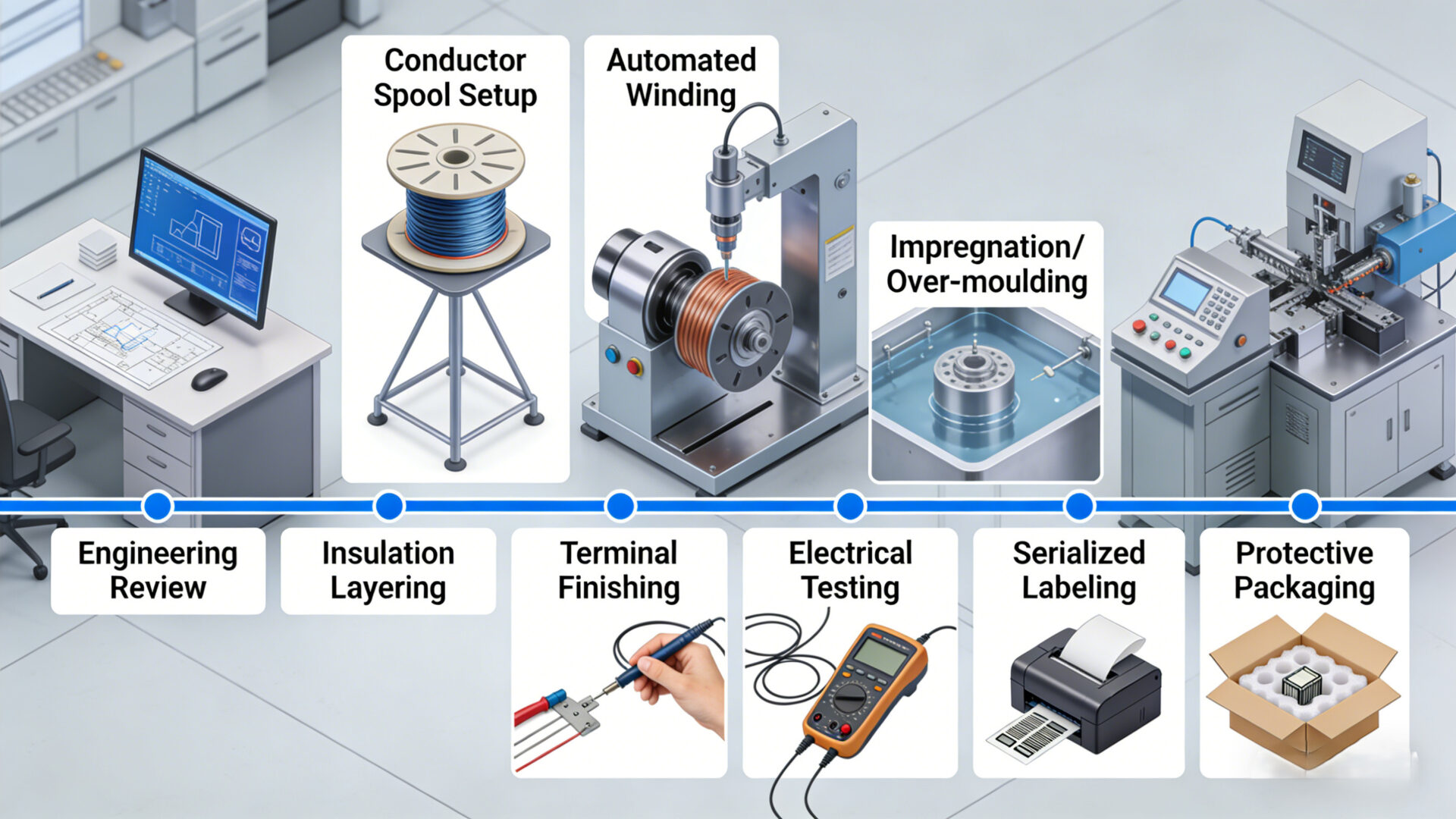
4. From Design Input to Tested Winding Assembly
A good EMS winding workflow starts before the first turn is wound. DFM review should check electrical intent, conductor cross-sections, insulation system, creepage and clearance, core availability, thermal assumptions, and termination design. That first review is one of the fastest ways to avoid costly rework later.
Once a design is aligned, the production route normally includes winding, insulation build-up, interlayer materials where required, mechanical fixation, impregnation or over-moulding, terminations, marking, electrical test, and packing for assembly use. The exact sequence varies by application, but the RFQ should make these expectations visible from the start.
Impregnation, potting, or over-moulding are not cosmetic extras. They can improve vibration resistance, moisture robustness, dielectric stability, acoustic damping, and handling reliability. The same applies to lead exits, pin fixation, sleeving, and assembly supports. When these details are left vague, the quotation may look fast, but the production transfer becomes slow.
This is also where a miniature coil winding service differs from a larger-power winding program. Small-format coils may demand tighter handling discipline, more precise routing, and finer inspection logic, while high-power chokes or transformers may demand more attention to thermal rise, insulation system compatibility, and mechanical robustness.
If your team is comparing suppliers for prototype and series transition, use the TPS winding goods page as the anchor point for the RFQ because it frames the service around engineering, production, and documented testing rather than around winding alone.
5. Quality, Standards and Documentation
In BoFu content, quality language should never stay abstract. Buyers want to know what accompanies the part and what can be checked lot by lot. For winding goods, that often includes DCR, inductance or L/Q checks, polarity confirmation, hipot or insulation resistance testing, and traceable records linked to batches or serial labels.
Documentation becomes even more important when winding parts move into regulated, safety-related, or customer-audited environments. The conversation may then extend to insulation systems, thermal assumptions, acceptance criteria, and workmanship expectations. That is why documented processes matter more than broad claims like “high quality” or “custom made.”
When external frameworks are relevant, it is reasonable to reference official sources such as ISO 9001 for quality management structure, IEC 61558-1 for transformer and reactor safety considerations, and UL 1446 / electrical insulation system guidance where insulation-system evaluation matters.
For many buyers, the practical question is simpler: can the supplier deliver a part that is ready for incoming inspection, line-side use, and audit discussion? That usually means the RFQ should specify not only nominal values but also the required evidence of conformity.
It is also worth clarifying search-language confusion. Some users type phrases such as desing service coil winding. In practice, what they usually need is design-service coil winding support: help with core choice, winding architecture, insulation decisions, and test definition before release to manufacturing.
6. What Drives Cost and Lead Time
Cost in winding goods is not driven by conductor price alone. Lead time and total cost are shaped by the combined effect of material availability, winding complexity, insulation build-up, core sourcing, tooling or fixtures, impregnation needs, test depth, and documentation scope.
Typical cost drivers include:
- non-standard cores or difficult-to-source insulation materials,
- multi-chamber or highly interleaved winding architectures,
- tight dimensional packaging with difficult terminations,
- potting, over-moulding, or special environmental protection,
- expanded testing such as surge, partial discharge, or temperature-rise validation,
- serialization and customer-specific traceability requirements.
The easiest cost reductions usually do not come from forcing the cheapest conductor or relaxing every tolerance. They come from better RFQ clarity: stable target values, realistic insulation requirements, practical documentation expectations, and design choices that reduce unnecessary complexity.
That is also why supplier comparison should go beyond headline phrases like “special coil winding services.” A lower initial quote may hide later delays if engineering questions remain unresolved. A better RFQ process reduces that risk before purchasing commits.

7. What to Include in Your RFQ
A strong winding goods RFQ should help engineering and procurement speak the same language. At minimum, include:
- application context and operating environment,
- electrical targets: inductance, turns ratio, DCR, frequency range, current, insulation test levels,
- core type or acceptable alternatives,
- conductor type: copper or aluminum, round, flat, ribbon, or litz,
- insulation requirements and thermal class assumptions,
- mechanical envelope, pins, leads, mounting, potting, or over-moulding expectations,
- test scope and required reports,
- prototype quantity, pilot quantity, and expected annual volume.
If your team has related technical questions around insulation selection, special magnetic geometry, or high-frequency transformer design, the TPS internal resources linked above can shorten the clarification cycle before the RFQ is released. And if you already know the component family and target application, the fastest next step is to send the RFQ via the TPS EMS winding goods page.
In high-mix electronics manufacturing, the best quote is rarely the shortest one. It is the quote built on the clearest technical brief, the most realistic production path, and the most usable documentation package.
8. FAQ
What is included in EMS winding goods?
EMS winding goods typically include transformers, inductors, chokes, solenoids, electromagnets, and other wound magnetic assemblies supplied as production-ready subassemblies with defined testing and documentation.
What should buyers look for in a coil winding service?
Look beyond winding itself. The supplier should be able to support DFM, insulation selection, termination design, traceable testing, and clean transfer from prototype to series production.
When are ribbon or flat-wire windings useful?
Ribbon or flat-wire designs can be useful when low losses, compact packaging, or thermally optimized geometries matter more than a standard round-wire approach.
Why do test reports matter for winding goods?
Because nominal electrical values alone do not prove production readiness. Reports for DCR, inductance, polarity, hipot, or related checks help procurement, quality, and engineering verify lot consistency.
What is the fastest way to reduce RFQ delays?
Provide a complete technical brief up front: electrical targets, insulation expectations, core and conductor data, mechanical constraints, required tests, and volume assumptions.


