
For system integrators, panel builders, procurement teams, and electrical engineers, CNC milling is not just machining.
It is a critical step that directly affects assembly, testing, and delivery timelines.
Housings, heat sinks, brackets, fixtures, and mechanical interfaces must fit and function without rework. Delays or inconsistencies at this stage can impact the entire electronics program.
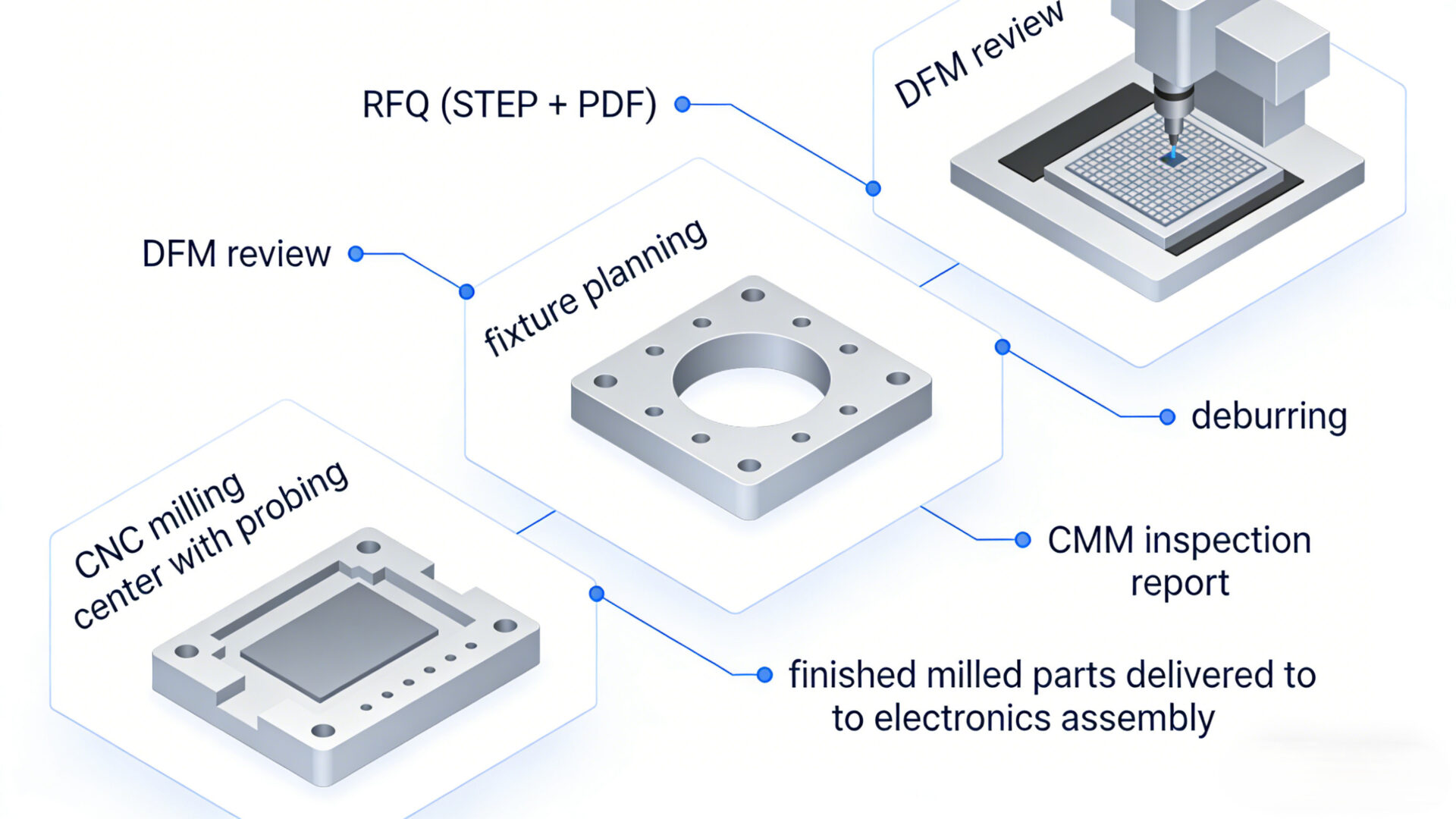
TPS Elektronik positions CNC milling within an EMS-oriented process: early DFM feedback, documented inspection, and controlled repeatability from prototype to series production.
1) Why EMS CNC milling influences RFQ outcomes
At the decision stage, the key question is not:
“Can this part be machined?”
It is:
“Can the system be delivered on time, with acceptable documentation and without rework?”
Common risks in electronics projects include:
- Late mechanical parts delaying assembly
- Distortion or misfit during integration
- Last-minute changes after PCB design is fixed
An EMS-oriented CNC milling approach helps reduce these risks by aligning machining with downstream requirements such as:
- Grounding and electrical interfaces
- Connector access and mounting
- Thermal interfaces
- Enclosure sealing
- Repeatable assembly processes
An RFQ-ready supplier should therefore provide:
- Structured DFM feedback
- Fixture-aware process planning
- Documented inspection
- A scalable process from prototype to series
2) CNC milling capabilities at a glance
Many buyers look for suppliers who can deliver complete machining workflows rather than isolated processes.
A typical EMS-aligned machining chain includes:
- CNC milling (3-/4-axis, 3+2 positioning)
- CNC turning or mill-turn processes
- EDM and grinding (when required)
- Measurement and inspection with documentation
This reduces handoffs and simplifies coordination in time-critical projects.
2.1 3-/4-axis + 3+2: practical relevance
Most electronics components are prismatic:
- Enclosures
- Plates
- Heat sinks
- Brackets
For these parts, 3- or 4-axis machining with 3+2 positioning is often sufficient.
Key advantages:
- Reduced setup complexity
- Stable tolerances
- Controlled manufacturing cost
2.2 Milling and turning in one workflow
Electronics assemblies often include mixed part families:
- Prismatic parts (milling)
- Rotational parts (turning)
A combined workflow can:
- Reduce supplier interfaces
- Minimise intermediate inspections
- Improve consistency across parts
2.3 EDM and grinding when required
Certain geometries require additional processes:
- Sharp internal corners
- Thin ribs or narrow slots
- Specific surface finish zones
EDM and grinding are typically used selectively where standard machining is not sufficient.
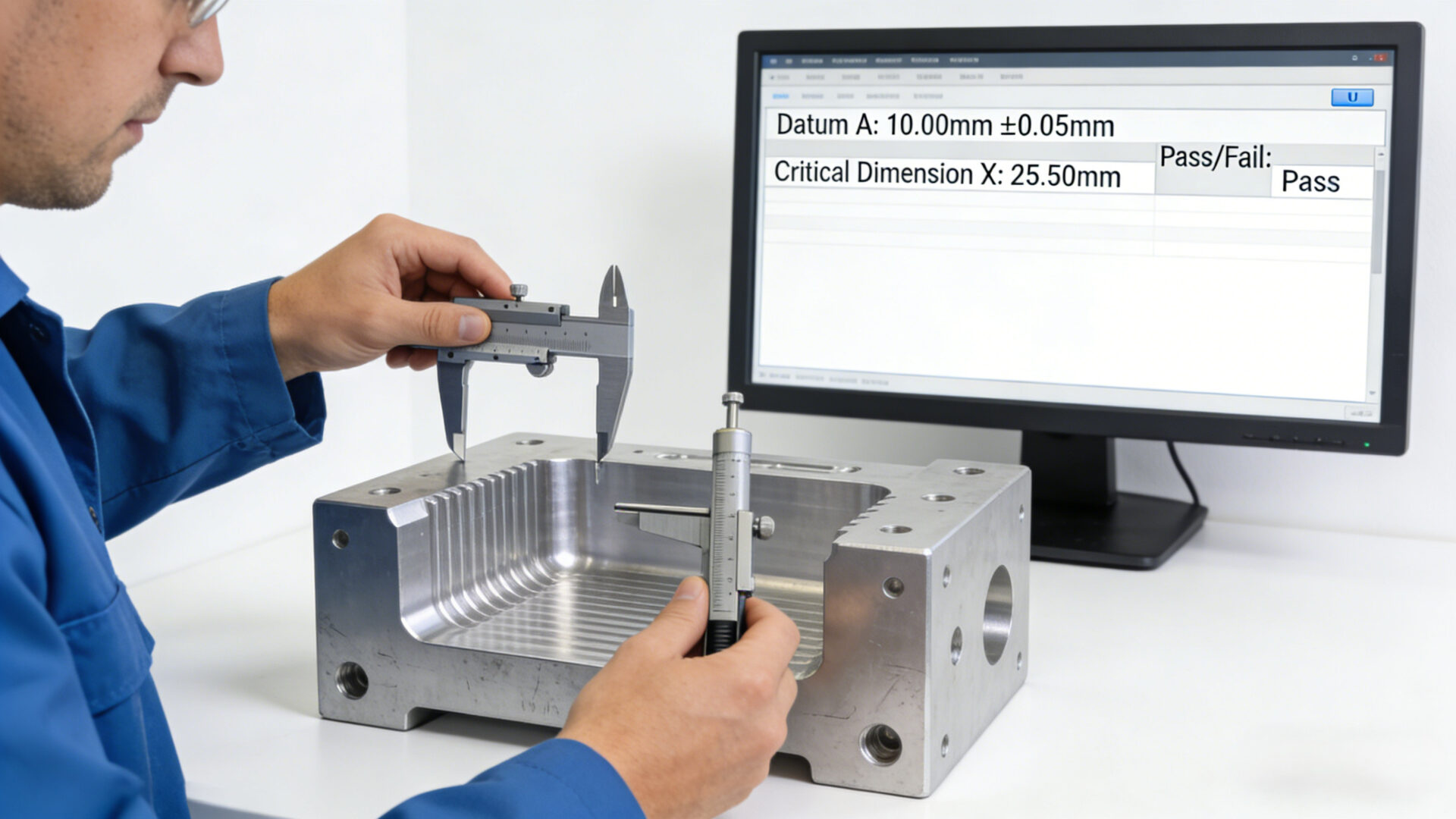
2.4 Metrology and inspection
Reliable delivery depends on transparent quality control.
Typical inspection elements include:
- In-process probing
- Final CMM verification
- Measurement reports
- Material certificates
For structured programs, additional documentation (e.g., FAI or PPAP) may be requested if required.

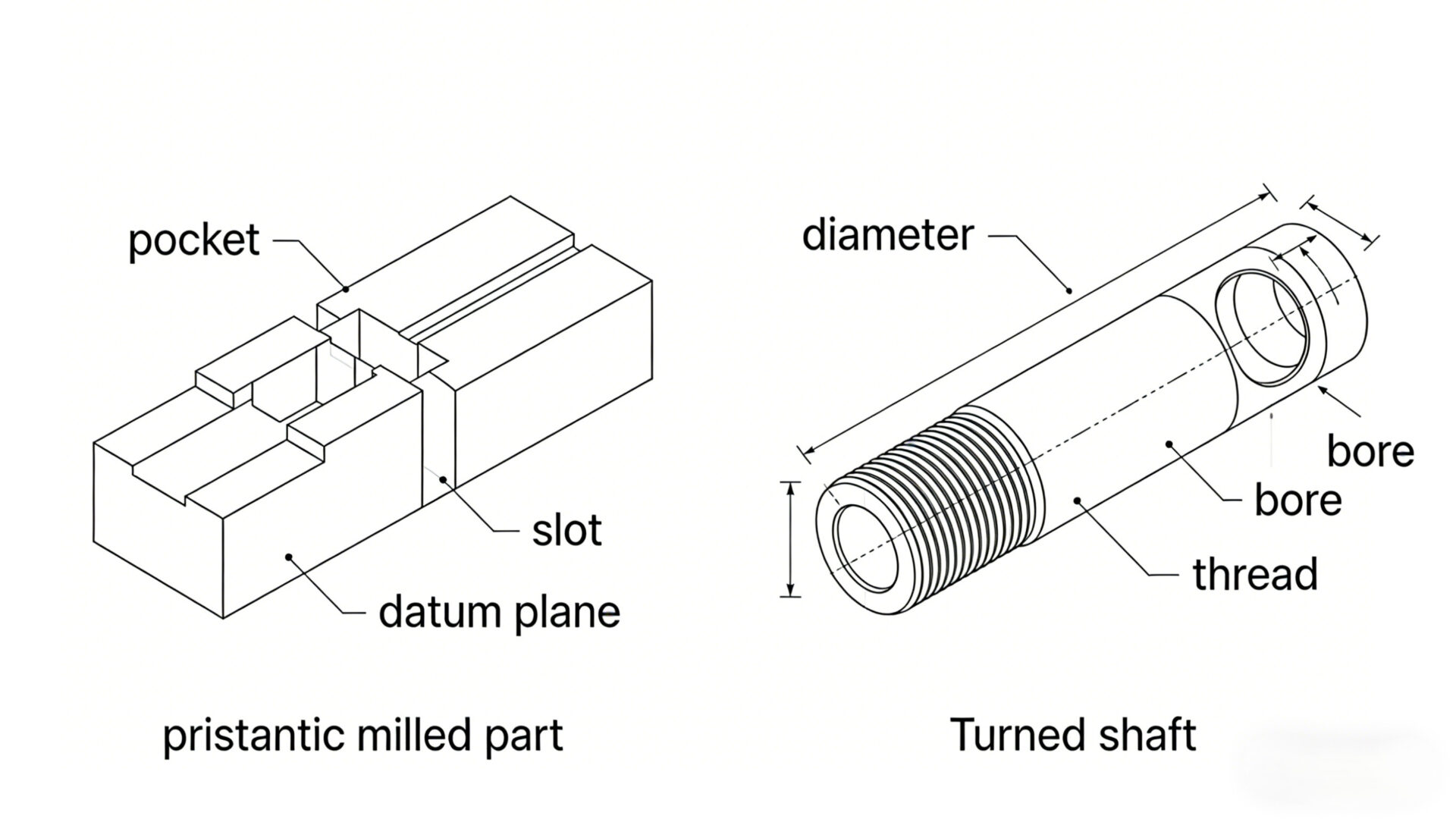
3) CNC milling vs CNC turning: how to choose
The difference lies in motion and geometry:
- CNC milling: rotating tool, moving along X/Y/Z → prismatic features
- CNC turning: rotating workpiece → rotational features
Practical selection
- Choose milling for:
- Housings, plates, brackets
- Heat sinks
- Connector cutouts
- Choose turning for:
- Shafts, bushings, spacers
- Threads and diameters
- Choose a combined workflow when both types are required in one assembly
For EMS projects, managing part families within one controlled process helps reduce mismatch risks and delays.
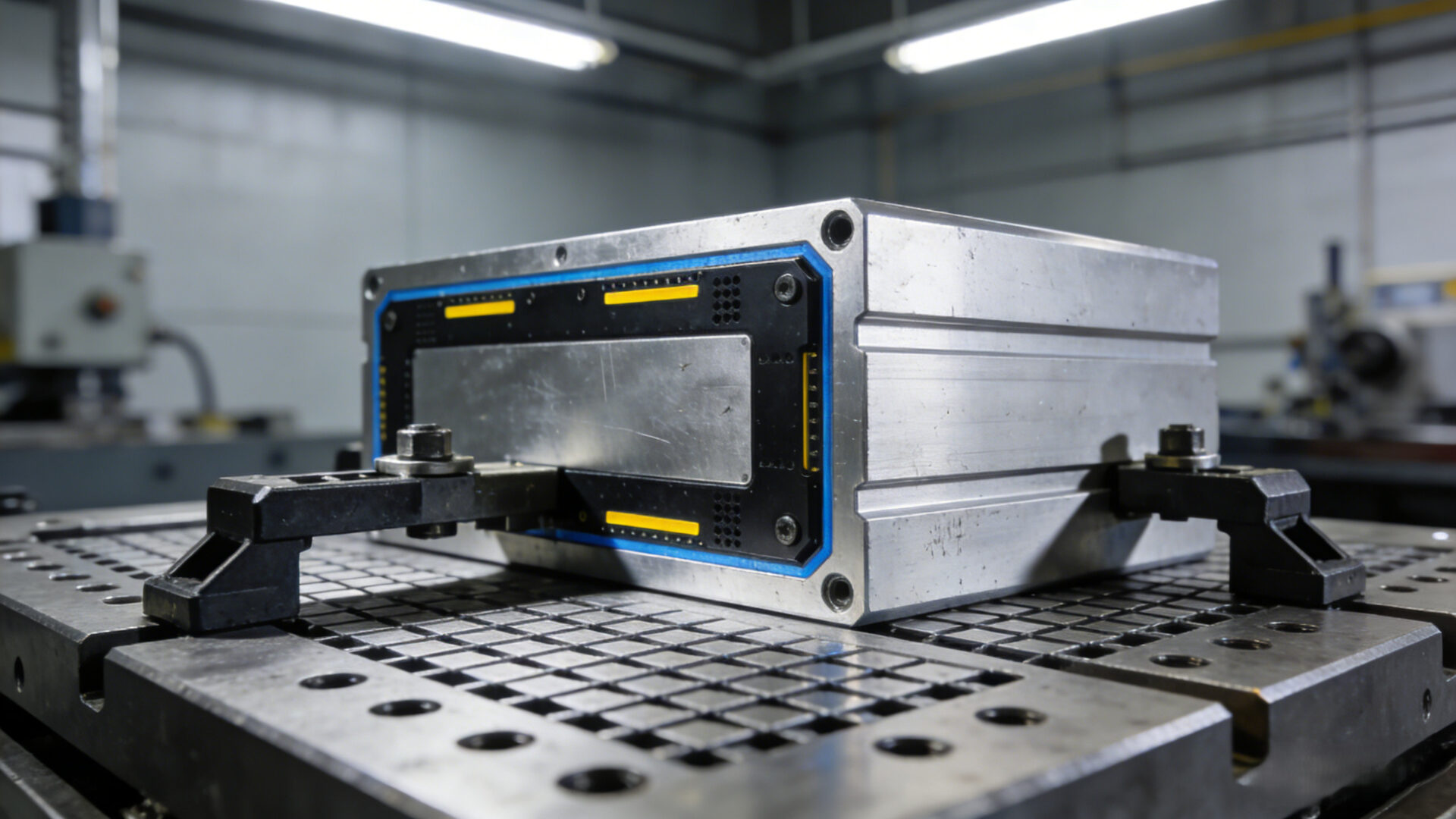
4) Fixture design & DFM: reducing scrap and rework
Fixture strategy is a key factor for repeatability—especially for:
- Thin-walled parts
- Large or elongated components
- Heat-sensitive materials
In electronics applications, fixture decisions also affect assembly quality.
Key DFM considerations
- Datum strategy: define clear reference surfaces
- Workholding access: avoid unnecessary re-clamping
- Thin-wall stability: account for vibration and distortion
- Surface finish zones: specify only where functionally required
- Deburring: define edge break requirements clearly
The goal is not to design the machine, but to ensure the process is stable and appropriate for the part.
5) What to evaluate beyond the machine
Machine specifications alone do not define performance. Buyers should focus on process capability.
Evaluation checklist
- Capability overview: axis range, tolerances, part size
- Process transparency: DFM feedback, inspection approach
- Repeatability: documented processes, tool management
- Program fit: suitability for both prototype and series
- Quality system: traceability and documentation
Standards such as ISO 9001 or GD&T (ASME Y14.5) can serve as reference frameworks, but RFQ requirements should remain clearly defined.
6) Service scope, rework, and cost considerations
A complete CNC milling service typically includes:
- Machining
- Drilling and tapping
- Deburring
- Inspection and documentation
On low-cost sourcing
Very low unit prices may be associated with:
- Increased scrap rates
- Inconsistent quality
- Delayed delivery
- Limited documentation
For system integrators, these factors can impact assembly and delivery performance.
On rework and repair
If rework is expected:
- Define acceptable methods
- Specify documentation requirements
- Establish approval procedures
This should be agreed during the RFQ stage.
7) RFQ checklist
A well-prepared RFQ reduces delays and clarification cycles.
Include:
- Files: STEP + PDF drawing (with tolerances)
- Material: alloy/grade, condition, certifications (if required)
- Critical features: datums, interfaces, functional areas
- Surface finish: only where functionally necessary
- Inspection: measurement reports, FAI/PPAP if applicable
- Volumes: prototype, pilot, annual estimates
- Constraints: lead time, packaging, labeling
Next step: Talk to TPS about CNC milling for your EMS program →
FAQ
What is the difference between CNC milling and CNC turning?
Milling creates prismatic features using a rotating tool. Turning creates rotational features by rotating the workpiece.
How do I choose between prototype and series machining?
Prototype: focus on flexibility and fast DFM feedback.
Series: focus on repeatability, fixtures, and documented processes.
What should an RFQ include?
STEP file, drawing, material, tolerances, inspection requirements, and volumes.
Is low-cost CNC milling a good strategy?
It may increase risks related to quality, delivery, and rework.
Do I need fixture design input?
Yes, especially for thin walls, tight tolerances, or functional interfaces.


: 14V Power Platform for Cell Formation, Energy-Recycling Aging, and Grid-Connected Test Systems")