Key Takeaways
- Custom sheet metal fabrication turns flat sheets into precise 3D components via cutting, bending, punching, forming, and assembly.
- Projects range from single prototypes to large series; for simple parts, lead times can be as short as 1–3 business days, depending on capacity, material availability, and complexity.
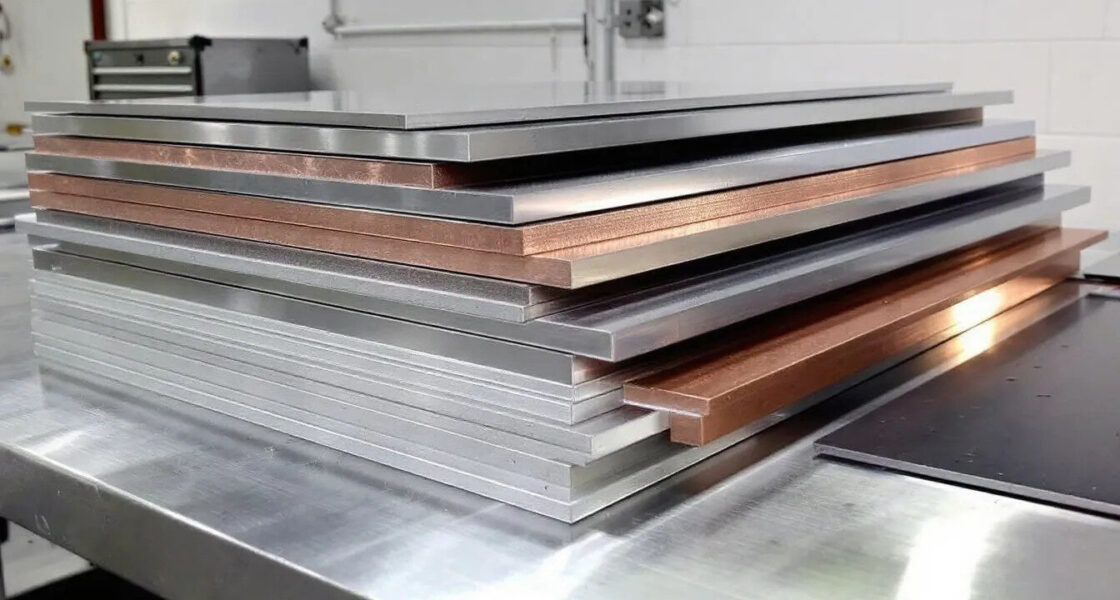
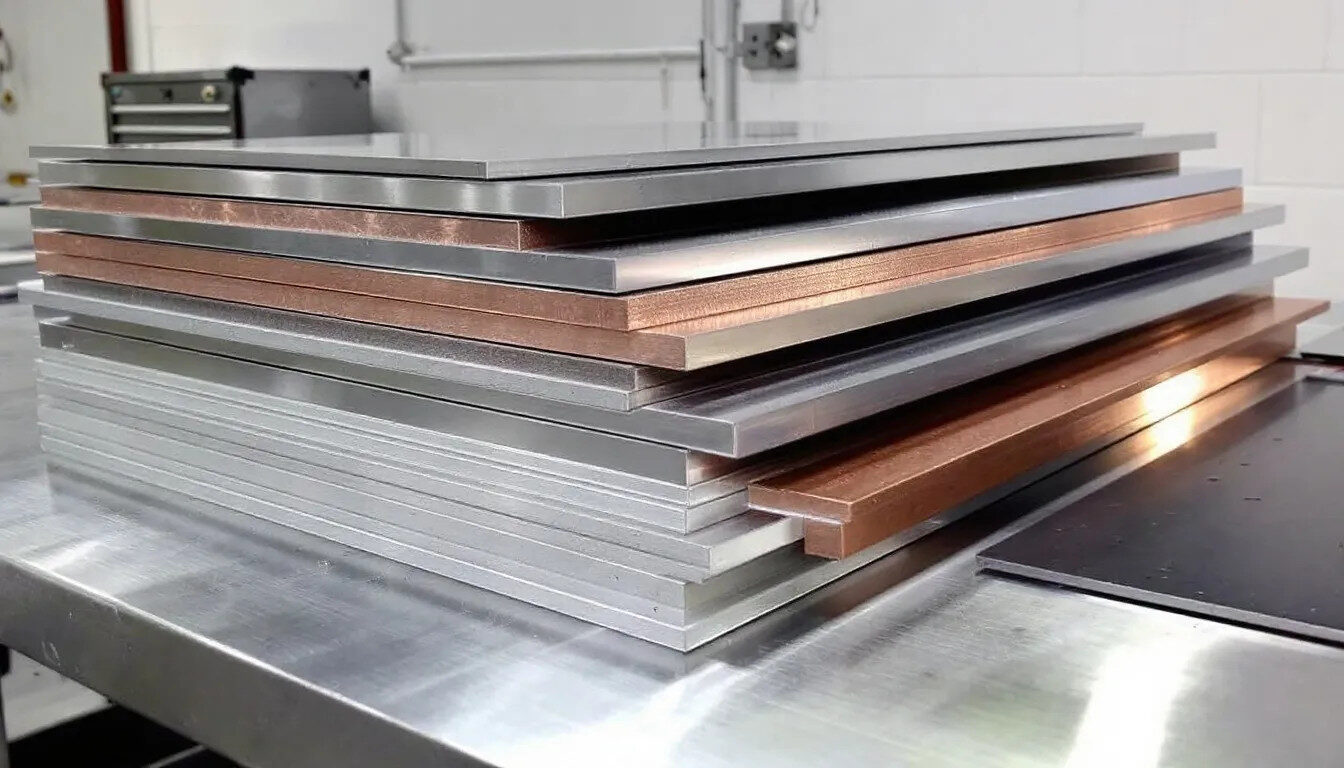
- Common materials: aluminum, stainless steel, carbon steel, copper, brass, and specialty alloys; typical thicknesses ≈0.6–6.4 mm (0.024–0.250 in).
- Finishes such as anodizing, powder coating, plating, and conversion coatings improve durability, function, and appearance.
- Applications span aerospace, automotive, electronics, medical devices, and industrial equipment.
When standard catalog parts don’t fit, custom sheet metal fabrication bridges the gap from CAD to physical parts—delivering everything from prototype enclosures to series-production brackets across many industries. Understanding core processes, design rules, tolerances, materials, and cost drivers will help you achieve parts that are manufacturable, robust, and on budget.
What is Custom Sheet Metal Fabrication?
Custom sheet metal fabrication converts flat sheets into tailored components through cutting, bending/forming, welding, hardware insertion, finishing, and optional assembly. Starting from CAD (2D DXF / 3D STEP, etc.), fabricators produce parts such as enclosures, brackets, chassis, panels, housings, and assemblies with tight dimensional control and specified surface finishes.
Modern shops emphasize flexibility and precision: quick changeovers, multi-material capability, and integrated services (e.g., welding + finishing) that shorten total lead time and improve quality control.
Core Fabrication Processes
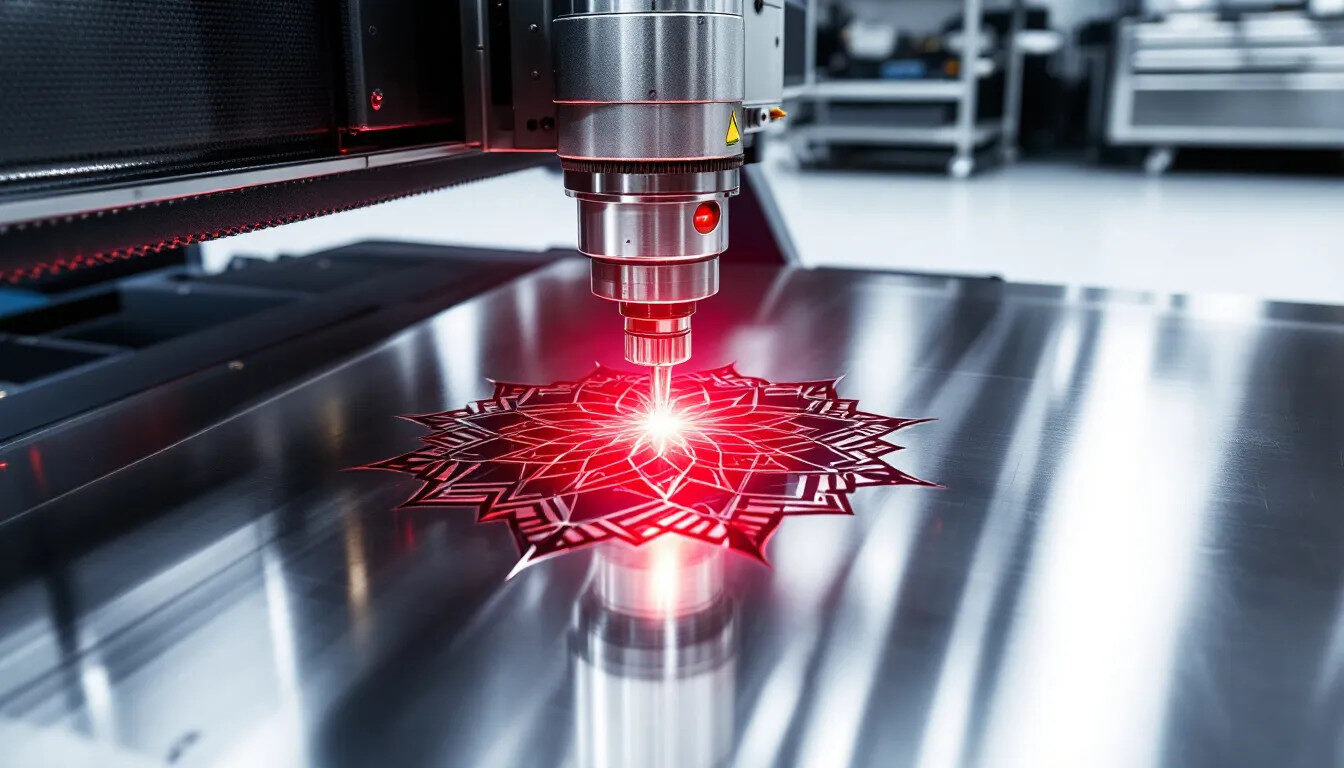
Laser Cutting
Laser cutting delivers fine features and clean edges for intricate profiles and hole patterns. Typical tolerances are around ±0.13 mm (±0.005 in) on cut features. Many systems handle sheets up to 1,524 × 3,048 mm (5 × 10 ft). Automated nesting improves material utilization for both low- and high-volume runs.
Press Brake Forming
Press brakes create precise angles and radii; a common guideline is minimum inside bend radius ≈ 1× material thickness. Precision depends on material, tooling, and setup; advanced presses with angle measurement and correction help maintain consistency. Custom tooling pays off in higher volumes; standard tooling is usually sufficient for prototypes and medium series.
Punching & Stamping
CNC punching provides fast holes, slots, louvers, and forms using standard or custom tools (up to ≈ 50 mm / 2 in diameter punches). It’s efficient for recurring features at scale and often complements laser cutting for hybrid workflows. Progressive or compound dies in stamping enable high throughput for repeatable features in large series.
Materials & Specifications
Aluminum (e.g., 5052-H32, 6061-T6, 1100)
Lightweight with good corrosion resistance and workability.
- 5052-H32: excellent formability (enclosures, covers).
- 6061-T6: higher strength (structural brackets).
- 1100: excellent conductivity and corrosion resistance.
Suitable for Type II/III anodizing and powder coating.
Stainless Steel (e.g., 304, 316/316L, 301)
High corrosion resistance and strength for food, medical, marine, and chemical environments. Common finishes include 2B, #4 brushed, #8 mirror. Weldable with proper technique to maintain corrosion resistance.
Carbon Steel (e.g., A1008/A1011 CR, A36 HR, 1018)
Cost-effective where corrosion resistance is secondary or added via galvanizing, Galvalume, paint, or powder coat. Good weldability and machinability; wide strength/formability range.
Specialty Metals
- Copper & Brass: high electrical/thermal conductivity (busbars, EMI shields, heat spreaders).
- Titanium (Grade 5): high strength-to-weight; corrosion-resistant (aerospace, medical).
- Nickel Alloys (e.g., Inconel): high-temperature service (aerospace, petrochemical).
Note: Specialty alloys may require dedicated expertise, longer lead times, and premium pricing.
Surface Finishes and Treatments
Surface finishing transforms raw fabricated parts into components ready for their intended applications, providing protection against corrosion, wear, and environmental degradation while enhancing aesthetic appeal. The selection of appropriate finishes depends on functional requirements, environmental conditions, and desired appearance.
Protective Coatings
- Powder Coating: durable, uniform finish; wide color range; strong adhesion.
- Anodizing (Al):
- Type II: decorative + corrosion resistance (indoor/general).
- Type III: hard anodize for wear-intensive environments.
- Conversion Coatings (e.g., chromate / chem film on Al): thin, conductive base for paint; useful in electronics.
- Galvanizing / Electroplating (Zn, Ni, precious metals): targeted corrosion or functional properties.
Mechanical Finishes
- Bead Blasting: uniform matte surface; improves coating adhesion.
- Brushed Finishes: directional texture (popular on stainless).
- Polishing: high-gloss surfaces for sanitary or decorative needs.
- Deburring / Edge Finishing: essential for safe handling and proper assembly.

Design for Manufacturability (DFM)
Dimensional Guidelines (rules of thumb):
- Hole-to-edge distance: ≥ 2× thickness.
- Hole-to-hole spacing: ≥ 6× thickness.
- Feature-to-bend distance: ≥ 6× thickness.
- Bend relief: notch ≈ 1× thickness at intersecting cuts/bends.
Tolerance Capabilities (typical):
- Laser-cut features: ± 0.13 mm (± 0.005 in).
- Formed dimensions: ± 0.25 mm (± 0.010 in).
- Angular: ± 1° (± 0.5° with precision tooling).
Tighter specs may be achievable via secondary operations (e.g., machining, grinding) at added cost and time.
Applications Across Industries
- Electronics & Telecom: EMI/RFI enclosures, server rack parts, faceplates, thermal components.
- Medical & Laboratory: stainless housings, instrument trays, cleanroom fixtures (smooth, cleanable finishes).
- Automotive & Transportation: EV battery enclosures, heat shields, brackets, prototype iterations.
- Aerospace & Defense: lightweight panels, equipment mounts, housings; projects may require AS9100, ITAR (where applicable), or material traceability.
Volumes & Lead Times
Prototype / Low Volume (1–100 pcs):
For simple parts, 1–5 business days is often possible; complexity, finish, and capacity can extend this. No strict MOQs at many providers.
Medium Volume (100–1,000 pcs):
Tooling and setup optimization improve unit cost; ≈ 5–10 business days is common, subject to scope and finishing.
High Volume (1,000+ pcs):
Custom tooling and automation significantly reduce unit cost; scheduling and quality protocols stabilize delivery.
Compliance note: Lead times and discounts vary by part complexity, finish, and shop load. Treat the figures above as typical ranges, not guarantees.

Quality Control & Certifications
- ISO 9001:2015: standardized quality management.
- AS9100D: aerospace quality (adds to ISO 9001).
- ISO 13485: medical device quality systems.
- ITAR (where applicable): compliance for defense-related work.
Inspection & Testing: FAI, SPC, CMM inspection, and material traceability help verify conformity and document quality.
Cost Factors
- Material: Steel is generally more economical than aluminum; stainless and specialty alloys cost more but offer performance advantages. Thickness impacts both material and processing costs.
- Geometry & Processing: More bends, setups, tight tolerances, welding, hardware insertion, and assembly increase cost.
- Finishing: Powder coat, anodize, plating, and polishing add time and expense but may eliminate separate protective steps.
- Volume: Spreading setup and tooling over larger quantities improves unit pricing; better nesting reduces waste; consolidated shipping lowers logistics cost.
Choosing the Right Fabrication Partner
- Technical Capability: sheet size, thickness range, tolerances, materials, and finishing in-house.
- Process Integration: cutting, forming, welding, finishing, and assembly under coordinated control.
- Engineering Support: DFM guidance early in design to prevent costly revisions.
- Quality & Compliance: relevant certifications for your industry.
- Service & Logistics: responsive quoting, clear project management, inventory/release options, and convenient location for faster shipping.

Future Trends
- Automation & Industry 4.0: robotic handling, AI-assisted nesting/scheduling, real-time monitoring, predictive maintenance, and CAD-to-shop-floor integration.
- Sustainability: recycled inputs, energy-efficient equipment, waste minimization via better nesting, and more regionalized production to cut transport emissions.
Frequently Asked Questions
What is the minimum order quantity?
Many fabricators accept single-piece orders. Unit pricing usually improves around 10–25 pcs and beyond, depending on complexity.
How do I choose the right material?
Match strength, corrosion resistance, weight, conductivity, finish, regulatory needs, and budget to your application. Consider environment and lifecycle costs.
Can sheet metal make complex 3D shapes?
Yes for bends, flanges, and shallow forms. For deep draws or enclosed hollow shapes, consider stamping, hydroforming, or CNC machining.
Which CAD formats are accepted?
Common: STEP, IGES, DXF, DWG, and native files from SolidWorks, Inventor, AutoCAD. 2D DXF supports flat patterns; 3D aids assemblies and visualization.
How can I reduce cost?
Use standard thicknesses and materials, minimize special tooling, combine parts where practical, design for efficient nesting, and plan larger batches when feasible. Involve your fabricator early for DFM feedback.


