
Pour les intégrateurs de systèmes, les tableautiers, les équipes achats et les ingénieurs électriciens, le fraisage CNC ne se limite pas à une opération d’usinage.
Il s’agit d’une étape clé qui influence directement l’assemblage, les essais et les délais de livraison.
Boîtiers, dissipateurs thermiques, équerres, outillages et interfaces mécaniques doivent s’intégrer correctement et remplir leur fonction sans retouche. À ce stade, un retard ou un écart de qualité peut affecter l’ensemble du projet électronique.
TPS Elektronik intègre le fraisage CNC dans une approche orientée EMS, avec retour DFM en amont, contrôle documenté et répétabilité maîtrisée du prototype jusqu’à la série.
1) Pourquoi le fraisage CNC orienté EMS influence les résultats d’une RFQ
Au stade de la décision, la vraie question n’est pas :
« Cette pièce est-elle usinable ? »
La question est plutôt :
« Le système peut-il être livré dans les délais, avec une documentation exploitable et sans reprise ? »
Dans les projets électroniques, les risques les plus fréquents sont notamment :
- des pièces mécaniques livrées trop tard, qui bloquent l’assemblage ;
- des déformations ou des défauts d’ajustement lors de l’intégration ;
- des modifications de dernière minute alors que la conception du PCB est déjà figée.
Une approche de fraisage CNC orientée EMS peut contribuer à réduire ces risques en reliant l’usinage aux exigences aval, par exemple :
- les zones de mise à la terre et les interfaces électriques ;
- l’accès aux connecteurs et leur fixation ;
- les interfaces thermiques ;
- l’étanchéité des boîtiers ;
- la répétabilité des opérations d’assemblage.
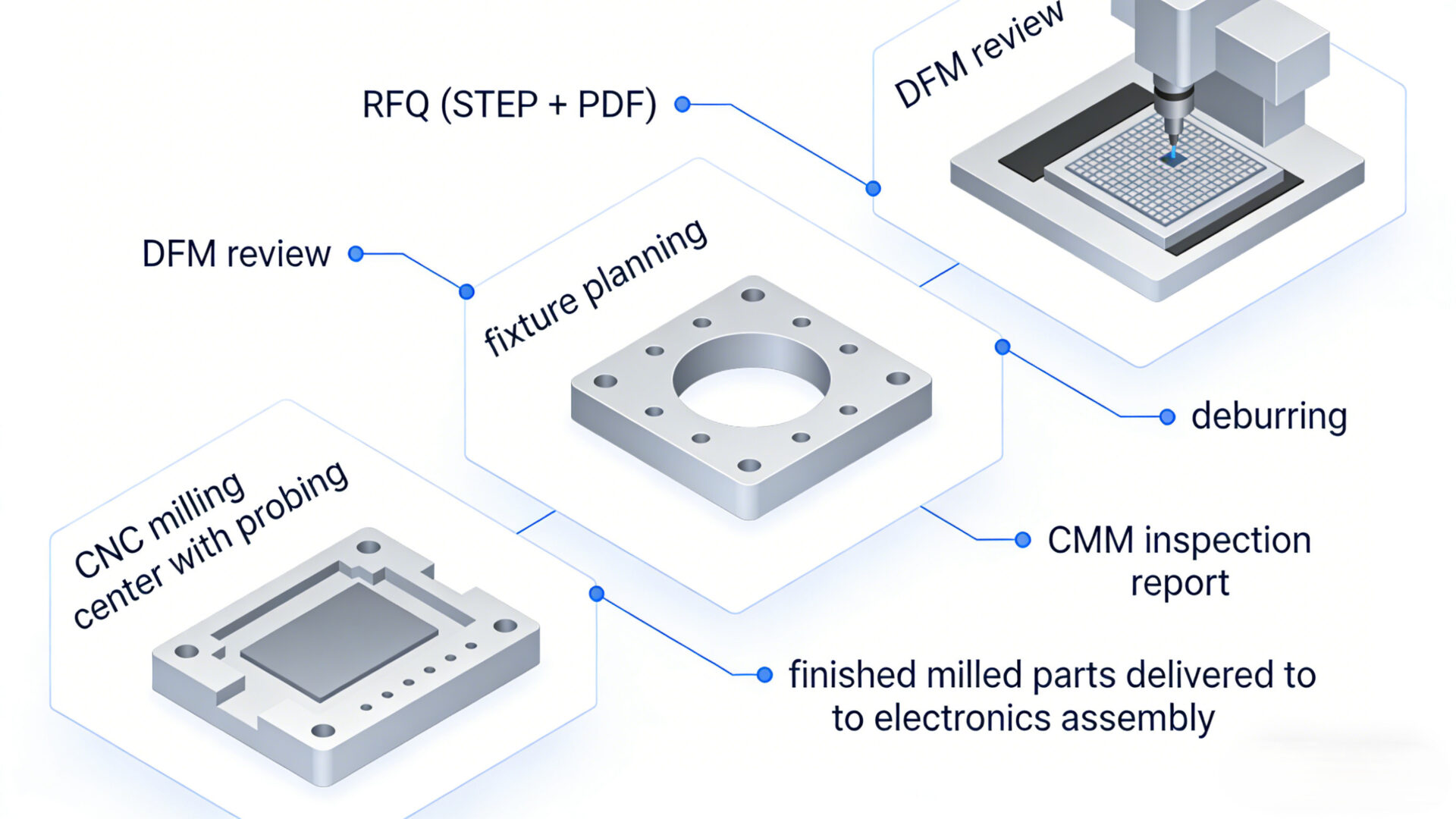
Dans ce contexte, un fournisseur préparé aux RFQ devrait proposer :
- un retour DFM structuré ;
- une préparation de processus tenant compte du bridage ;
- un contrôle documenté ;
- un processus transposable du prototype à la série.
2) Capacités de fraisage CNC en bref
De nombreux acheteurs recherchent des fournisseurs capables de prendre en charge une chaîne d’usinage complète, et non des opérations isolées.
Une chaîne de fabrication alignée sur les besoins EMS peut inclure :
- le fraisage CNC (3 axes, 4 axes, positionnement 3+2) ;
- le tournage CNC ou des procédés combinés fraisage-tournage ;
- l’EDM et la rectification, lorsque l’application l’exige ;
- la mesure et le contrôle avec documentation associée.
Cette organisation peut limiter les interfaces entre fournisseurs et simplifier la coordination dans les projets à délais serrés.
2.1 3 axes / 4 axes + 3+2 : un choix souvent pertinent en pratique
La plupart des composants destinés à l’électronique présentent une géométrie prismatique, par exemple :
- des boîtiers ;
- des plaques ;
- des dissipateurs thermiques ;
- des supports.
Pour ce type de pièces, un usinage 3 axes ou 4 axes avec positionnement 3+2 est souvent suffisant.
Ses principaux avantages sont les suivants :
- une complexité de mise en œuvre plus faible ;
- des tolérances plus stables ;
- des coûts de fabrication plus maîtrisés.
2.2 Fraisage et tournage dans un même flux de production
Les ensembles électroniques comportent souvent plusieurs familles de pièces :
- des pièces prismatiques, relevant du fraisage ;
- des pièces de révolution, relevant du tournage.
Un flux combiné peut :
- réduire le nombre d’interfaces fournisseurs ;
- limiter les contrôles intermédiaires ;
- améliorer la cohérence entre les différentes pièces.
2.3 EDM et rectification lorsque nécessaire
Certaines géométries nécessitent des procédés complémentaires, par exemple :
- des angles internes vifs ;
- des nervures fines ou des rainures étroites ;
- des zones avec exigences spécifiques d’état de surface.
L’EDM et la rectification sont généralement utilisés de manière ciblée lorsque l’usinage standard ne répond pas suffisamment aux besoins de la pièce.
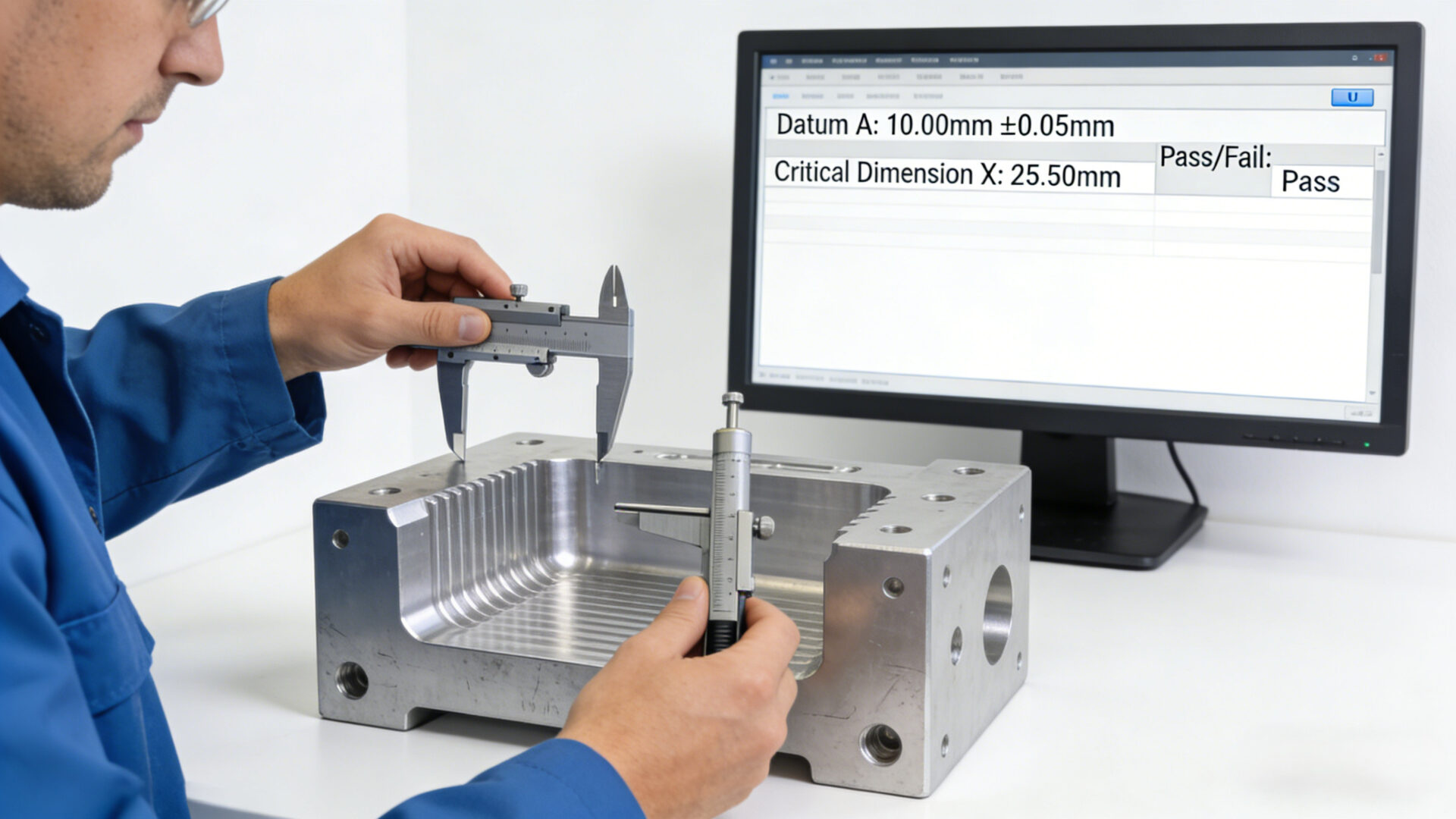
2.4 Métrologie et contrôle
La fiabilité de la livraison repose aussi sur un contrôle qualité transparent.
Les éléments de contrôle les plus courants comprennent :
- le palpage en cours de process ;
- la vérification finale sur MMT/CMM ;
- les rapports de mesure ;
- les certificats matière.
Pour certains projets structurés, une documentation complémentaire, telle que FAI ou PPAP, peut également être demandée si nécessaire.

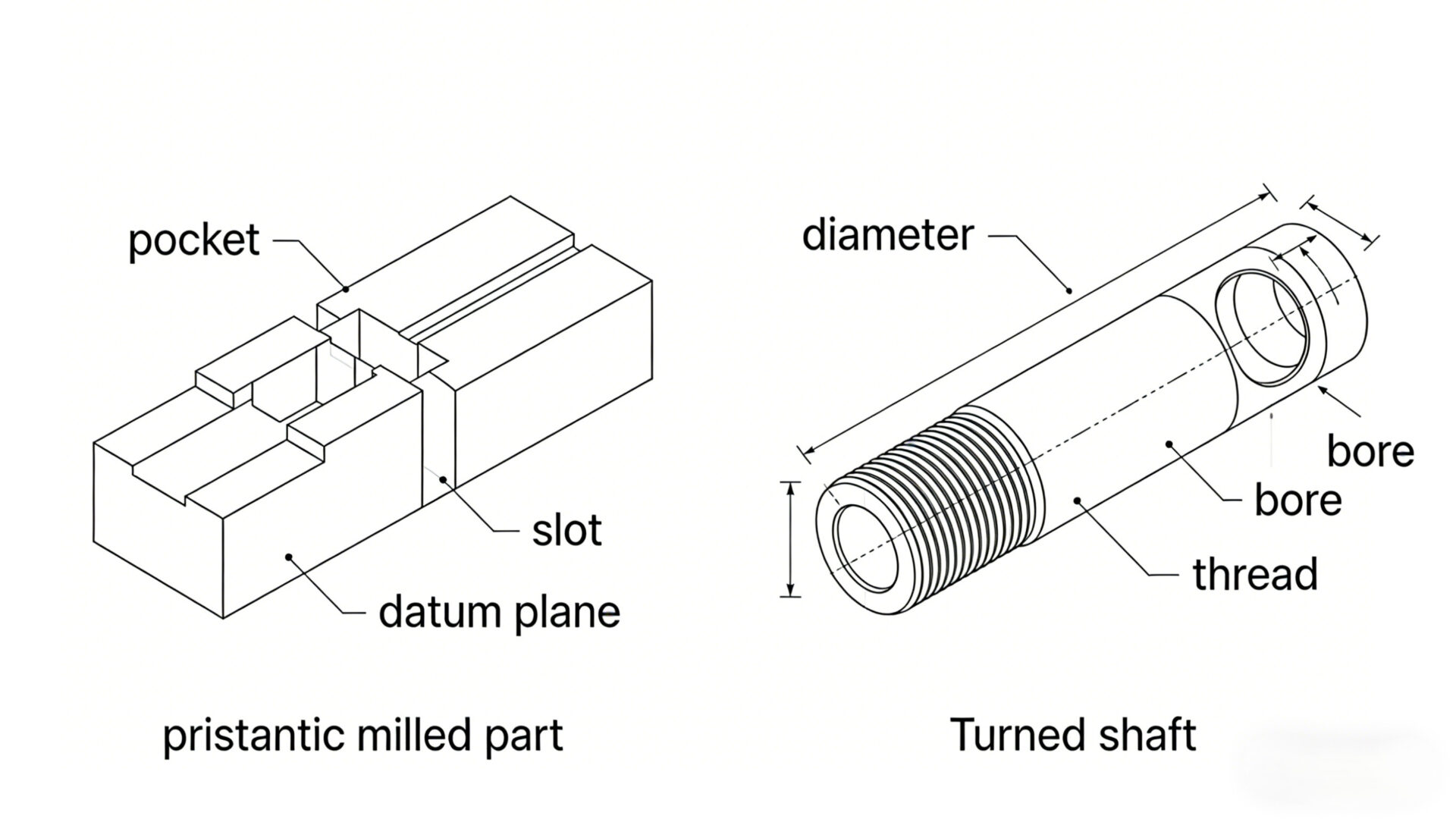
3) Fraisage CNC ou tournage CNC : comment choisir
La différence tient principalement au mouvement relatif et au type de géométrie obtenu :
- Fraisage CNC : l’outil tourne et se déplace selon les axes X/Y/Z, ce qui permet de réaliser des formes prismatiques ;
- Tournage CNC : la pièce tourne, ce qui convient aux géométries de révolution.
Choix pratique
Choisissez le fraisage pour :
- les boîtiers, plaques et équerres ;
- les dissipateurs thermiques ;
- les découpes pour connecteurs.
Choisissez le tournage pour :
- les arbres, bagues et entretoises ;
- les filetages et les diamètres fonctionnels.
Choisissez un flux combiné lorsque les deux types de pièces sont présents dans un même ensemble.
Dans les projets EMS, le fait de gérer ces familles de pièces dans un processus maîtrisé peut réduire les risques d’incompatibilité et les retards.
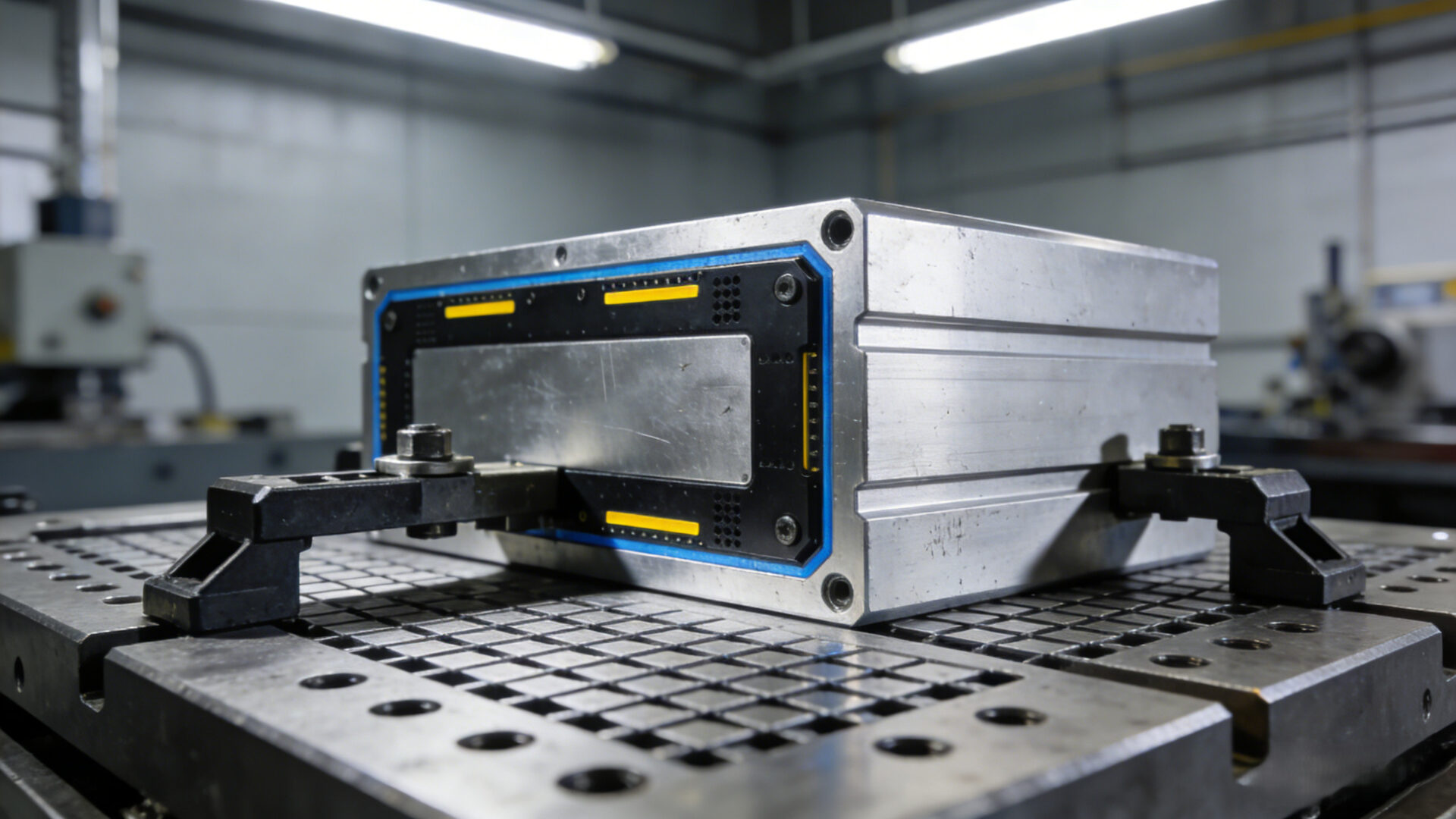
4) Conception de bridage et DFM : réduire les rebuts et les reprises
La stratégie de bridage est un facteur déterminant pour la répétabilité, en particulier dans les cas suivants :
- pièces à parois minces ;
- composants de grande longueur ou de grande dimension ;
- matériaux sensibles aux effets thermiques.
Dans les applications électroniques, les choix de bridage influencent également la qualité de l’assemblage.
Points clés à examiner en DFM
- Stratégie de références : définir clairement les surfaces de référence ;
- Accès pour le maintien en position : éviter les rebridages inutiles ;
- Stabilité des parois minces : prendre en compte vibrations et déformations ;
- Zones d’état de surface : ne spécifier que les zones réellement fonctionnelles ;
- Ébavurage : définir clairement les exigences de cassage d’arêtes.
L’objectif n’est pas de concevoir la machine, mais de s’assurer que le procédé est stable et adapté à la pièce.
5) Quels critères évaluer au-delà de la machine
Les seules caractéristiques machine ne suffisent pas à juger une capacité de production. Pour les acheteurs, l’enjeu principal est la maîtrise du procédé.
Critères d’évaluation
- Vue d’ensemble des capacités : plage d’axes, tolérances, dimensions de pièces ;
- Transparence du processus : retour DFM, méthode de contrôle ;
- Répétabilité : processus documentés, gestion des outils ;
- Adéquation au projet : capacité à traiter aussi bien le prototype que la série ;
- Système qualité : traçabilité et documentation.
Des référentiels tels qu’ISO 9001 ou le GD&T selon ASME Y14.5 peuvent servir de base de cadrage, mais les exigences de la RFQ doivent rester clairement définies.
6) Périmètre de service, retouches et points de vigilance sur les coûts
Un service complet de fraisage CNC comprend généralement :
- l’usinage ;
- le perçage et le taraudage ;
- l’ébavurage ;
- le contrôle et la documentation.
À propos des offres à très bas coût
Des prix unitaires très faibles peuvent être associés à certains risques :
- taux de rebut plus élevé ;
- qualité moins homogène ;
- retards de livraison ;
- documentation limitée.
Pour les intégrateurs de systèmes, ces éléments peuvent avoir un impact direct sur l’assemblage et la tenue des délais.
À propos des reprises et réparations
Si des reprises sont envisagées, il est préférable de définir dès la RFQ :
- les méthodes acceptables ;
- les exigences documentaires ;
- les modalités d’approbation.
Ces points gagnent à être clarifiés en amont.
7) Check-list RFQ
Une RFQ bien préparée réduit les délais et limite les échanges de clarification.
À inclure
- Fichiers : modèle STEP + plan PDF avec tolérances ;
- Matière : alliage/grade, état matière, certifications si nécessaires ;
- Éléments critiques : références, interfaces, zones fonctionnelles ;
- État de surface : uniquement là où il est fonctionnellement nécessaire ;
- Contrôle : rapports de mesure, FAI/PPAP si applicable ;
- Volumes : prototype, présérie, estimations annuelles ;
- Contraintes : délai, emballage, étiquetage.
FAQ
Quelle est la différence entre le fraisage CNC et le tournage CNC ?
Le fraisage produit des formes prismatiques à l’aide d’un outil en rotation. Le tournage produit des formes de révolution en faisant tourner la pièce.
Comment choisir entre usinage prototype et usinage série ?
Pour un prototype, il convient de privilégier la flexibilité et un retour DFM rapide.
Pour la série, l’accent doit être mis sur la répétabilité, le bridage et les processus documentés.
Que doit contenir une RFQ ?
Un fichier STEP, un plan, la matière, les tolérances, les exigences de contrôle et les volumes.
Le fraisage CNC à bas coût est-il une bonne stratégie ?
Il peut augmenter les risques liés à la qualité, aux délais et aux reprises.
Faut-il intégrer une réflexion sur le bridage dès la phase amont ?
Oui, en particulier pour les pièces à parois minces, les tolérances serrées ou les interfaces fonctionnelles.
Prochaine étape
Transmettez vos plans et fichiers STEP pour lancer une RFQ structurée en fraisage CNC.


