
Kritisch wird es dann, wenn PLC-Steuerungssystem, Mechanik, Verdrahtung, Safety, Dokumentation und Abnahme in getrennten Paketen gedacht und kalkuliert werden.
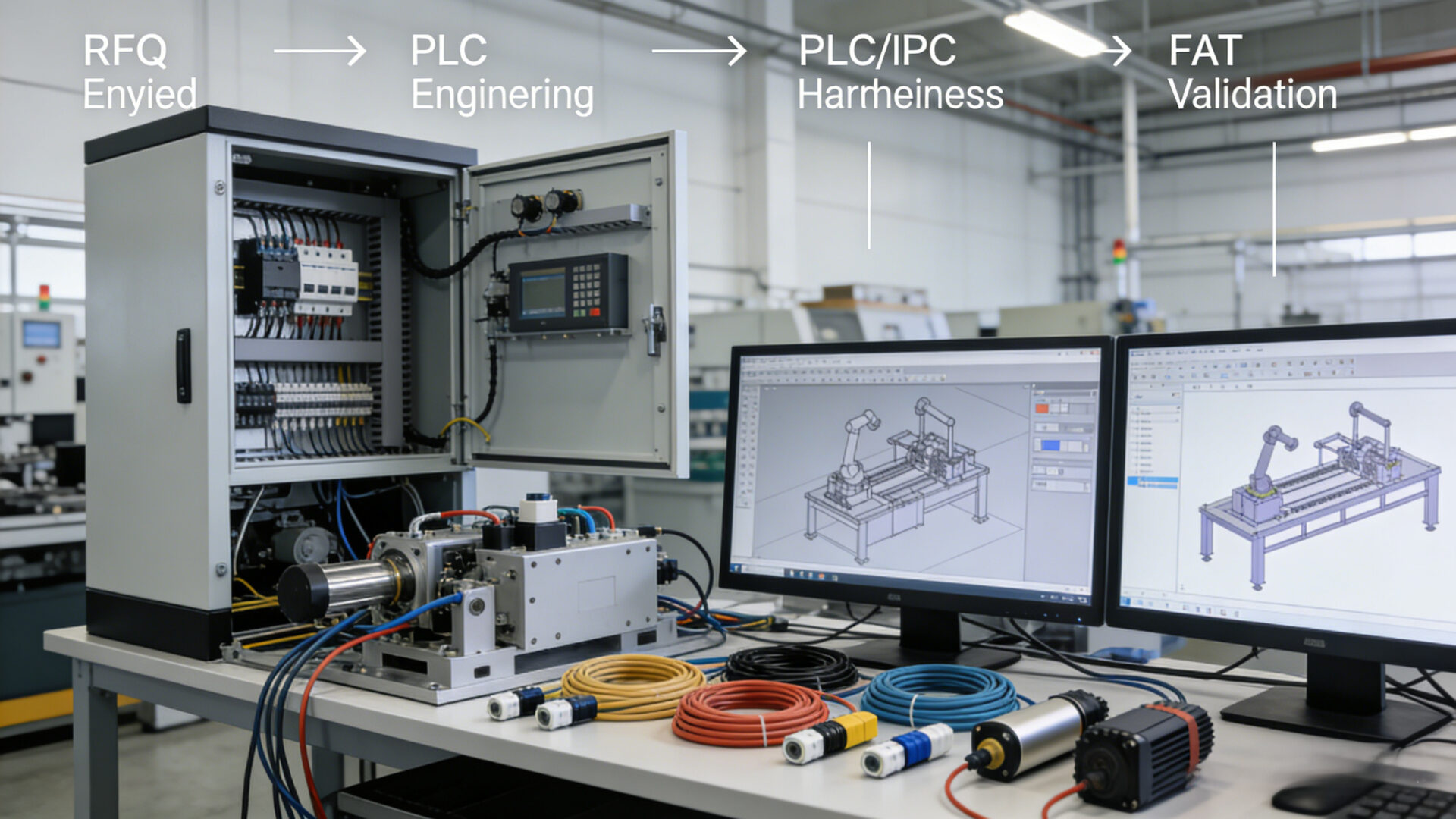
Genau hier setzt EMS-Mechatronik von TPS Elektronik an: elektromechanische Baugruppen, Schaltschrank- und Steuerungsintegration, Kabelsätze, PLC/IPC, dokumentierte Prüfpfade sowie skalierbare Übergänge von der Baugruppe bis zur automatisierten Linie.
1. Warum EMS-Mechatronik RFQ-Ergebnisse beeinflusst
Im BoFu-Stadium ist Mechatronik kein Trendbegriff, sondern ein kaufmaennischer Risikopunkt. Hier treffen Mechanik, Elektronik, Steuerung, Software und Fertigungsverantwortung aufeinander.
Fuer Systemintegratoren bedeutet das vor allem eine Frage: Kann ein Anbieter ein komplettes industrielles Automatisierungssystem belastbar anbieten oder nur Teilumfaenge? Fuer Schaltschrankbauer bedeutet es, dass Cabinet-Layout, Leitungsfuehrung, Aktorik, Sensorik, Safety und Servicezugang auf reale Montagebedingungen abgestimmt sind. Fuer den Einkauf bedeutet es weniger Schnittstellen, weniger spaete Nachverhandlungen und weniger versteckte Kosten nach der Beauftragung.
Viele PLC-Steuerungssysteme scheitern naemlich nicht an der Logik selbst, sondern an den angrenzenden Realitaeten: zu wenig Platz fuer Wartung, unklare I/O-Annahmen, unguenstige Kabelwege, zu spaet definierte FAT-Kriterien oder nicht abgestimmte mechanisch-elektrische Schnittstellen.
Ein EMS-Mechatronik-Partner sollte deshalb Risiken an vier Stellen gleichzeitig reduzieren:
- Systemarchitektur vor der Angebotsphase
- Mechanik-Elektrik-Schnittstellen vor dem Build
- Dokumentationstiefe vor Produktionsfreigabe
- Test- und Abnahmelogik vor FAT und SAT
Genau deshalb suchen technische Einkaeufer nicht nur nach einem industrial automation system im allgemeinen Sinn, sondern nach einer Loesung, die kalkulierbar, montierbar und im Feld betreibbar bleibt.
Zur internen Abstimmung vor der RFQ-Phase koennen diese TPS-Seiten hilfreich sein: Mechatronik-und-Robotik-Ratgeber sowie Mechatronik, intelligente Systeme und Industrie 4.0.
2. Wo ein PLC-Steuerungssystem in industriellen Automatisierungs- und Steuerungssystemen einzuordnen ist
Suchanfragen wie industrial automation and control systems, plc in control system oder control system and industrial automation werden haeufig synonym verwendet. In realen Projekten beschreiben sie aber unterschiedliche Verantwortungsebenen.
Auf Maschinenebene liegt die PLC- oder IPC-Steuerung dort, wo deterministische Logik, Safety, Sequenzen, Motion, Alarme und Geraetekopplung zusammenlaufen. Darueber liegen SCADA-, MES- oder andere Betriebsfuehrungsebenen fuer Visualisierung, Historisierung, Traceability und Produktionsmanagement. Gerade deshalb bleibt ISA-95 in vielen Projekten nuetzlich: Das Modell hilft, Feldgeraete, Steuerung, Operations Management und Business-Ebene klar zu trennen, statt alles in eine unscharfe Spezifikation zu mischen. ISA-95 Uebersicht.
2.1 PLC in der Steuerungsarchitektur
Ein PLC-Steuerungssystem sollte nicht nach Gewohnheit, sondern nach Prozessverhalten ausgewaehlt werden. Diskrete Montageablaeufe, Pick-and-Place, Indexierung, Sicherheitszonen und schnelle Aktorik/Sensorik-Abfolgen sind typische Faelle, in denen PLC-basierte Steuerungen technisch und kaufmaennisch passen.
Entscheidend ist dabei nicht nur die Hardware. Auch die Struktur der Software ist relevant. IEC 61131-3 bleibt fuer viele PLC-Umgebungen der zentrale Referenzpunkt, wenn es um Programmiersprachen, Wiederverwendbarkeit, Diagnosefaehigkeit und Wartbarkeit geht. PLCopen zu IEC 61131-3.
2.2 Distributed control system vs PLC
Wenn Teams nach distributed control system vs plc suchen, geht es in Wahrheit meist um die richtige Anlagenlogik. Handelt es sich um eine diskrete Maschine, eine modulare Linie oder eine kontinuierliche Prozessumgebung?
Als Arbeitsregel gilt: PLC-zentrierte Architekturen passen oft besser zu diskreten Maschinen, Handhabungssystemen und modularen Fertigungszellen. DCS wird relevanter, wenn Prozesse kontinuierlich, anlagenweit verteilt und betrieblich staerker auf Prozessstabilitaet als auf Maschinenzykluslogik ausgerichtet sind. NIST erinnert in seiner ICS-Guidance zudem daran, dass PLC, SCADA und DCS gemeinsam im Rahmen umfassender Industrial-Control-Systeme betrachtet werden sollten, insbesondere wenn Zuverlaessigkeit, Safety und Cybersecurity gemeinsam bewertet werden muessen. NIST ICS Guidance.
2.3 Was die besten OT-Systeme fuer industrielle Automatisierung auszeichnet
Die best OT systems for industrial automation sind in der Praxis selten die komplexesten, sondern die saubersten. Gute OT-Architekturen zeichnen sich dadurch aus, dass Grenzen frueh definiert werden:
- Feldgeraete passend zu Last, Takt und Umgebung
- PLC/IPC passend zu Sequenzkomplexitaet und Diagnoseanforderung
- Safety getrennt, dokumentiert und pruefbar
- SCADA/MES-Anbindung frueh spezifiziert
- Cybersecurity vor Inbetriebnahme beruecksichtigt
Gerade der letzte Punkt wird in RFQs oft unterschaetzt. ISA/IEC 62443 bleibt hier einer der wichtigsten Bezugsrahmen fuer industrielle Automatisierungs- und Steuerungssysteme, besonders wenn Fernwartung, Vernetzung oder OT/IT-Kopplung relevant sind. ISA/IEC 62443 Uebersicht.

3. Was ein integrierter EMS-Mechatronik-Leistungsumfang abdecken sollte
Ein belastbarer Mechatronik-Partner sollte nicht bei der reinen Steuerungsmontage enden. Der eigentliche Mehrwert entsteht dort, wo mehrere Disziplinen zusammengefuehrt werden, die sonst spaeter Nacharbeit erzeugen:
- elektromechanische Baugruppen und Subsysteme
- Schaltschrank- oder Steuerungsbau
- Kabelsaetze, Interlocks und Steckverbinderfuehrung
- Aktoren, Sensoren, Antriebe, Pneumatik oder Thermik
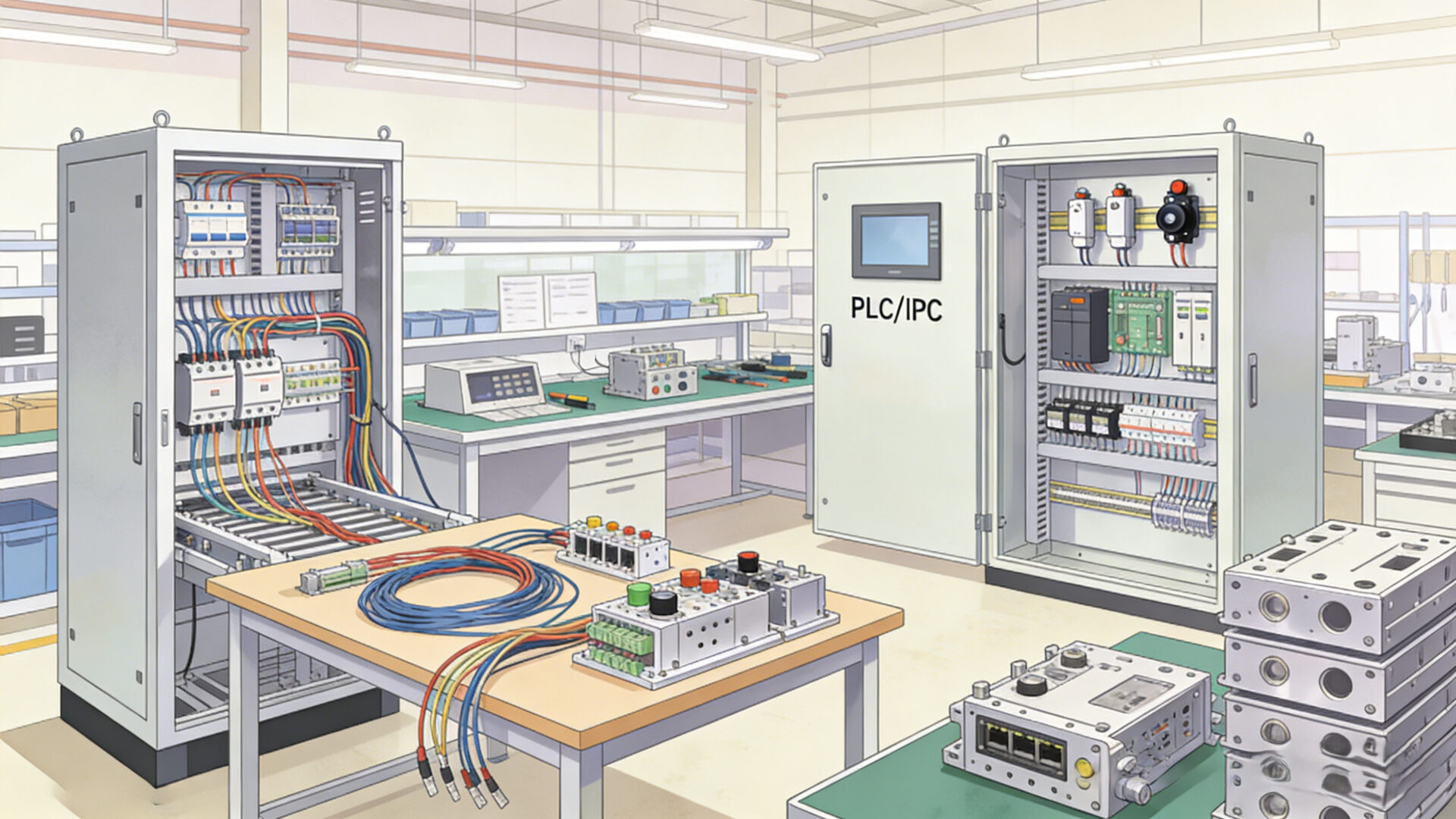
- PLC/IPC-Integration und Feldkommunikation
- Testkonzept, Traceability sowie FAT/SAT-Vorbereitung
Genau deshalb sollte die Bewertung von EMS-Mechatronik nicht nur auf Controls-Kompetenz schauen, sondern ebenso auf Integrations- und Fertigungsfaehigkeit. Wenn Mechanik, Elektronik und Software getrennt verantwortet werden, wird der Kunde unfreiwillig zum Integrator. Wenn diese Disziplinen in einem gesteuerten Workflow zusammenlaufen, bleiben Annahmen stabiler und RFQs belastbarer.
Passend dazu verlinkt TPS intern bereits auf Themen wie integrierte mechatronische Systemloesungen und Praezisionsbearbeitung sowie Designintegration bis zur skalierbaren Praezisionsteilefertigung.
4. Automatisierungssysteme fuer industrielle Linien: was Einkaeufer wirklich brauchen
Suchanfragen wie automation systems for industrial lines wirken breit, die Anforderung in der RFQ ist jedoch meist sehr konkret: eine Fertigungszelle, ein Modul, eine Handhabungseinheit, eine Pruefstation oder ein Upgrade-Paket fuer eine vorhandene Linie.
Entscheidend sind dabei selten abstrakte Schlagworte. Gefragt sind vielmehr:
- dokumentierte Taktzeitannahmen
- realistische I/O- und Device-Listen
- Schaltschrank- und Leitungsfuehrung passend zum Einbauraum
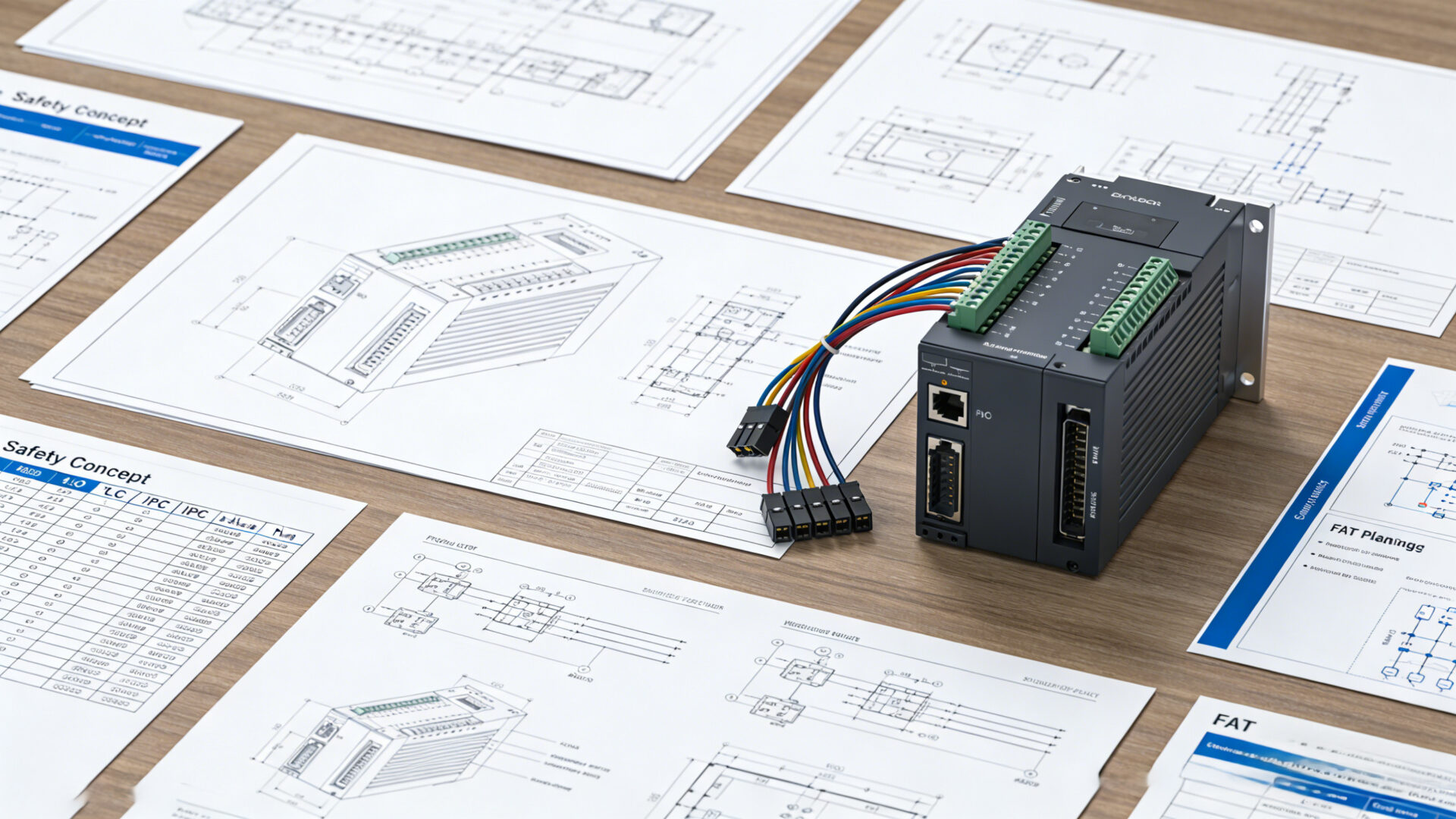
- Safety-Konzept vor Angebotsvergleich
- klar definierte Schnittstellen zu SCADA, MES oder OT/IT
- Servicezugang, Ersatzteilfaehigkeit und Austauschszenarien
Bleiben diese Punkte offen, vergleicht der Einkauf am Ende keine gleichwertigen Angebote. Werden sie frueh definiert, wird die Kalkulation belastbarer und die Inbetriebnahme berechenbarer.
Gerade hier kann ein Partner mit Fertigungsdisziplin und Integrationskompetenz staerker sein als ein reiner Controls-Anbieter. Das Ergebnis ist nicht nur eine funktionierende Maschine, sondern eine Maschine, die wiederholbar gebaut, sauber verpackt, schneller installiert und mit weniger implizitem Wissen gewartet werden kann.
Linie, Zelle oder Modul mit TPS besprechen →

5. Wie Einkauf und Technik Unternehmen fuer industrielle Automatisierungssysteme bewerten sollten
Wenn Teams industrial automation systems companies vergleichen, ist der Preis oft die leichteste Spalte und gleichzeitig die gefaehrlichste. Ein guenstiger Angebotspreis verdeckt haeufig einen oder mehrere der folgenden Punkte:
- unklare Grenzen zwischen Mechanik, Controls und Software
- fehlende FAT/SAT-Annahmen
- nicht sichtbare Anforderungen an Cybersecurity, Traceability oder Dokumentation
- spaete Klaerung von Schaltschrankbau, Kabelsaetzen oder Feldintegration
- begrenzte Unterstuetzung nach Prototyp oder Erstmuster
Besser ist ein Bewertungsraster mit Fragen wie:
- Kann der Anbieter den kompletten mechatronischen Umfang kalkulieren oder nur den Steuerungskern?
- Versteht er sowohl Maschinenfunktion als auch Fertigungswiederholbarkeit?
- Kann er Prototyp, Pilot und Serie unter gleicher Integrationslogik unterstuetzen?
- Sind Dokumentation und Abnahmekriterien vor Beauftragung kaufmaennisch sichtbar?
Fuer Elektroingenieure geht es um Designintegritaet. Fuer den Einkauf geht es um Kostenstabilitaet. Fuer das Management geht es um Terminsicherheit. Ein passender Partner muss alle drei Perspektiven gleichzeitig abdecken.

6. Was in Ihre RFQ gehoert
Eine gute RFQ fuer EMS-Mechatronik beschleunigt nicht nur das Angebot, sondern reduziert Interpretationsspielraum. Entscheidend sind nicht moeglichst viele Dokumente, sondern die richtigen.
Empfohlene RFQ-Inhalte:
Projektumfang
- Einzelmaschine, Modul, Baugruppe, Linienabschnitt oder komplette Linie
- Prototyp-, Pilot- oder Serienerwartung
Prozess und Performance
- Zieltaktzeit
- Output- oder Throughput-Ziel
- kritische Qualitaetspruefungen
- Verfuegbarkeits- oder Uptime-Vorgaben, falls vorhanden
Controls und Schnittstellen
- vorgegebene PLC-, IPC-, HMI-, Robotik- oder Drive-Plattformen
- Fieldbus-, SCADA-, MES-, Traceability- oder ERP-Schnittstellen
- Safety-Level, Zonenkonzept und Abnahmeerwartung
Mechanik- und Elektrikpaket
- CAD, Layout, Schaltschrankkonzept, Leitungsfuehrung, Steckverbinderstandards
- Umgebungsbedingungen, Thermik, Pneumatik oder Medienanforderungen
Verifikation und Uebergabe
- FAT/SAT-Umfang
- erforderlicher Dokumentationssatz
- Kennzeichnung, Verpackung und Installationsvorgaben
Eine gute RFQ muss nicht alle spaeteren Details kennen. Sie muss aber sichtbar machen, was feststeht, was offen ist und welche Risiken kaufmaennisch transparent bewertet werden muessen.
7. Warum TPS fuer Steuerungs- und Automatisierungsprojekte praxisnah passt
TPS ist besonders dann relevant, wenn das Projekt weder nur Controls noch nur Mechanik ist, sondern ein echtes mechatronisches Paket, das von der Architektur bis in einen stabilen Build ueberfuehrt werden muss. Die oeffentliche Positionierung von TPS deckt genau jene Kombination ab, die viele B2B-Einkaeufer suchen: elektromechanische Baugruppen, kundenspezifische Automatisierungsmaschinen, industrielle Automatisierung und Controls, Robotik- und Handling-Schnittstellen, PLC/IPC, Safety, SCADA/MES-Anbindung sowie dokumentierte FAT/SAT-Denke.
Damit ist TPS besonders passend fuer Teams, die eine Bruecke brauchen zwischen:
- Mechanik und Elektronik
- Schaltschrankbau und Feldverhalten
- Prototypenflexibilitaet und Serienfaehigkeit
- Systemarchitektur und RFQ-Klarheit
Fuer BoFu-Leser ist genau das der Entscheidungspunkt. Nicht die Frage, ob irgendein Anbieter einen Teil der Steuerung liefern kann, ist entscheidend, sondern ob der richtige mechatronische Umfang mit weniger kaufmaennischen Ueberraschungen realisiert werden kann.
8. FAQ
Was ist der Unterschied zwischen einem PLC-Steuerungssystem und einem umfassenderen Automatisierungssystem?
Ein PLC-Steuerungssystem bildet meist den Maschinenkern: Logik, I/O, Sequenzen, Safety-Koordination, Motion und Diagnose. Ein umfassenderes Automatisierungssystem schliesst zusaetzlich Mechanik, Antriebe, Sensorik, HMI, Traceability, SCADA/MES-Anbindung, Dokumentation und Abnahmelogik ein.
Wann sollte man ueber distributed control system vs PLC nachdenken?
Immer dann, wenn die Prozessart nicht sauber eingeordnet ist. PLC-zentrierte Architekturen passen meist zu diskreten Maschinen und modularen Zellen. DCS wird relevanter, wenn Prozesse kontinuierlich, weit verteilt und uebergeordnet betrieblich gefuehrt werden muessen.
Was sollte der Einkauf von einem EMS-Mechatronik-Anbieter einfordern?
Sichtbare Scope-Grenzen, Controls-Annahmen, Schaltschrank- und Kabelsatzumfang, Safety-Konzept, Schnittstellenliste, FAT/SAT-Erwartungen, Dokumentationspaket und Support ueber Prototyp oder Erstaufbau hinaus.
Kann ein Anbieter Mechanik, Steuerungsintegration, Kabelsaetze und Validierung gemeinsam uebernehmen?
Ja, und genau das ist oft wirtschaftlich sinnvoll. Ein integrierter Partner reduziert Schnittstellenfehler, Aenderungsschleifen und Abstimmungsverluste zwischen Mechanik, Elektrik und Software.
Was gehoert mindestens in eine RFQ fuer Automatisierungssysteme fuer industrielle Linien?
Prozessziel, Taktzeit, bevorzugte Controls-Plattform, Safety-Anforderungen, Schnittstellen, CAD oder Layoutdaten, Umgebungsbedingungen, Dokumentationsbedarf sowie FAT/SAT-Umfang. Ziel ist nicht Perfektion, sondern kontrollierte Annahmen.


: 14V-Plattform für Zellformierung, energierückspeisende Alterung und netzgekoppelte Prüfsysteme")