
Systemintegratoren und Schaltschrankbauer sehen selten die mechanischen Zeichnungen, die darüber entscheiden, ob ein hochdichtes Elektronikgehäuse wie vorgesehen funktioniert. Ein Halbleiter-Testgeräte-Hersteller lernte diese Lektion, als sein Instrument der neuesten Generation die thermische Validierung nicht bestand — nicht wegen eines Schaltungsdesignfehlers, sondern weil der kundenspezifische Aluminium-Kühlkörper und die Kupfer-I/O‑Platte mit unzureichender Ebenheit gefertigt waren. Der daraus resultierende 50‑µm‑Spalt zwischen Kühlkörper und Leistungstransistoren verursachte einen Anstieg der Sperrschichttemperatur um 12 °C und trieb das Bauelement aus seinem sicheren Betriebsbereich.
Der precision cnc milling von TPS Elektronik wurde hinzugezogen, um das Problem zu lösen. Das Ziel: 5‑Mikrometer‑Ebenheit und Positionstoleranzen über mehrere Aluminium- und Kupferteile hinweg zu erreichen und die mechanischen Liefergegenstände in die Leiterplattenbestückung und Endprüfung des Geräts zu integrieren — alles unter einem Qualitätssystem.
1. Die Zerspanungsherausforderung: 5‑Mikrometer‑Toleranzen in Aluminium und Kupfer
Das Testgerät enthielt zwei kritische gefräste Komponenten: einen Aluminium-Kühlkörper mit präzisionsgefrästen Kühlrippenkanälen und Montagebohrungen sowie eine Kupfer-I/O‑Platte, die Teil des HF‑Schirmgehäuses war. Der Kühlkörper erforderte eine Ebenheit von 5 µm auf der Transistormontagefläche, um eine gleichmäßige Kompression des Wärmeleitmaterials (TIM) zu gewährleisten. Die Kupferplatte benötigte Positionstoleranzen von ±5 µm an den Steckerausschnitten, da jede Abweichung die SMA‑Steckverbinder gegenüber den platinenmontierten Buchsen versetzt und Impedanz‑Diskontinuitäten im HF‑Pfad verursacht hätte.
Aluminium und Kupfer stellen gegensätzliche Zerspanungsherausforderungen dar. Aluminium 6061‑T6 ist relativ weich und neigt zum Aufschmieren, wenn Schnittgeschwindigkeiten und Kühlmittelzufuhr nicht optimiert sind. Kupfer ist duktil und abrasiv und verursacht schnellen Werkzeugverschleiß, wenn die falsche Hartmetallsorte oder Beschichtung gewählt wird. Das Erreichen von 5‑Mikrometer‑Toleranzen in beiden Materialien auf derselben Fertigungslinie erfordert eine präzise Kontrolle von Spindeldrehzahl, Vorschub, Werkzeugrundlauf und thermischem Wachstum der Maschine selbst.

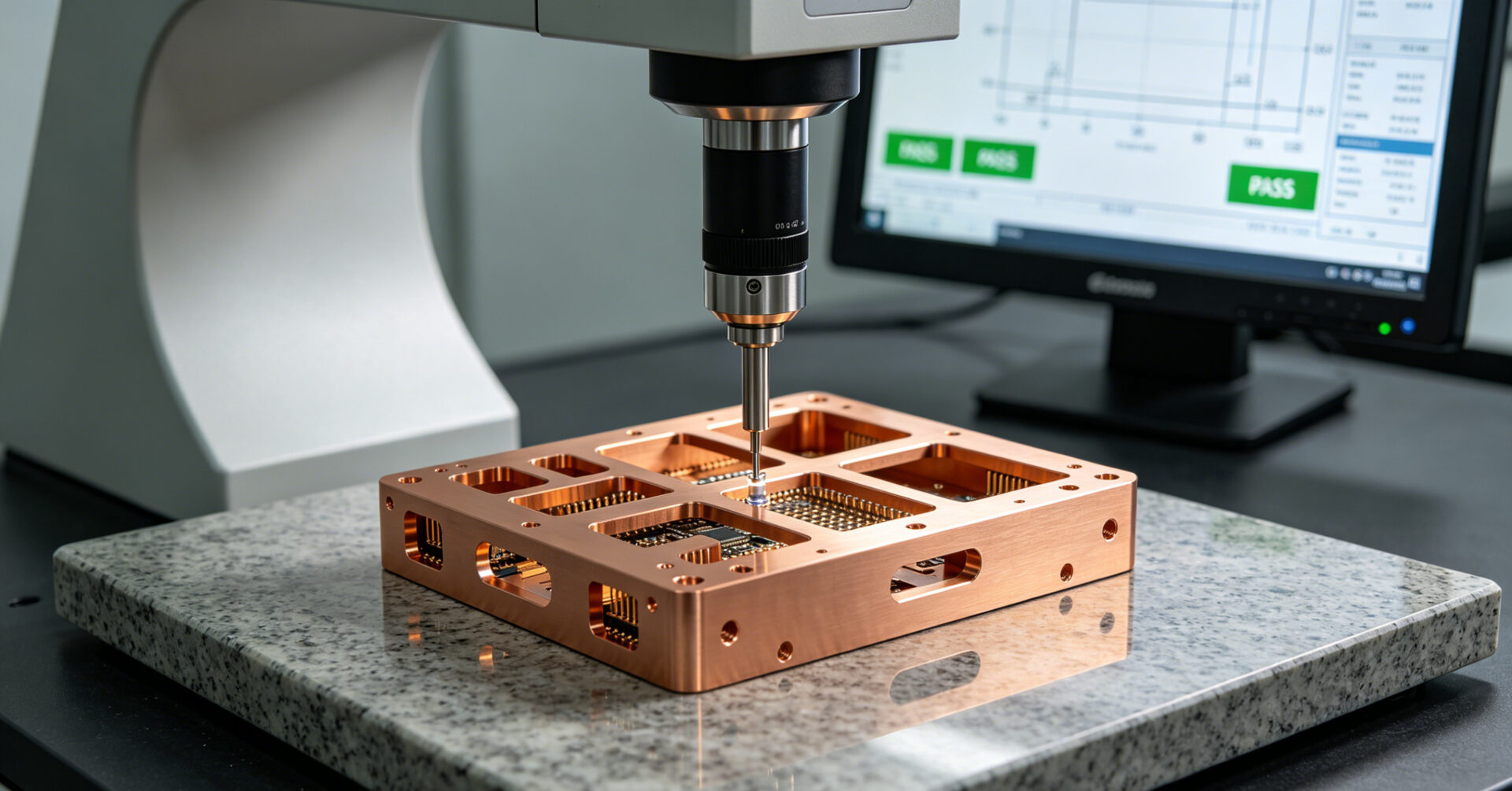
TPS begegnete diesen Herausforderungen durch eine Kombination von Hochgeschwindigkeits-Bearbeitungszentren mit thermischer Kompensation, ausgewuchteten Werkzeughaltern mit einem Rundlauf unter 3 µm und prozessintegriertem Antasten, das kritische Maße zwischen den Operationen verifizierte. Der Aluminium-Kühlkörper wurde mit polierten Hartmetall‑Schaftfräsern und Hochdruck‑Kühlmittel bearbeitet, um das Wiederanschneiden von Spänen zu verhindern. Die Kupferplatte wurde mit diamantbeschichteten Werkzeugen bearbeitet, um die Standzeit zu verlängern und die Kantenqualität zu erhalten. Beide Komponenten wurden auf einem Koordinatenmessgerät (KMG) mit einer volumetrischen Genauigkeit von 1,5 µm gegen ein CAD‑basiertes Bezugssystem geprüft, das mit den Referenzpunkten der Leiterplattenbestückung übereinstimmte. Für weitere Details zu den Präzisionsbearbeitungsfähigkeiten siehe den TPS‑Leitfaden zur Precision CNC Milling mit hoher Genauigkeit.
2. DFM-Integration: die Lücke zwischen Leiterplatte und Gehäuse schließen
Eine häufige Fehlerquelle bei der externen Bearbeitung ist die Trennung zwischen der mechanischen Zeichnung und der Leiterplattenbestückung. Ein Zerspaner kann ein Teil liefern, das jedes Maß auf der Zeichnung erfüllt, und dennoch ein Gehäuse produzieren, das nicht zur Leiterplatte passt, weil die Zeichnungsbezüge unabhängig von der Platinenkontur und den Steckerpositionen gewählt wurden.
TPS eliminierte dieses Risiko durch eine integrierte DFM-Überprüfung. Das CAD‑Modell des Gehäuses wurde mit den Daten der Leiterplattenbestückung überlagert, und kritische Schnittstellen — Befestigungslochmuster, Steckerausschnitte, Wärmeleitpad‑Kontaktflächen — wurden auf Ausrichtung und Toleranzakkumulation überprüft. Ein frühzeitig erkanntes Problem war, dass das ursprüngliche Design eine Wandstärke von 2,0 mm an den SMA‑Steckerausschnitten vorsah, was nach der Beschichtung zu wenig Material für eine sichere Steckerbefestigung ließ. TPS empfahl, die lokale Dicke auf 2,5 mm zu erhöhen — eine Änderung, die eine vollständige Neukonstruktion erfordert hätte, wenn sie erst nach der Bearbeitung entdeckt worden wäre. Für eine breitere Perspektive zur Integration von Design und Bearbeitung siehe unseren Artikel zum EMS CNC‑Fräsen für Elektronik: RFQ, DFM & Vorrichtungsstrategie.
3. Messbare Ergebnisse: Ebenheit, Passform und thermische Leistung
Das Ergebnis des precision cnc milling von TPS wurde anhand von drei messbaren Kriterien validiert. Erstens bestätigte die KMG‑Prüfung des Aluminium-Kühlkörpers eine Ebenheit von 4,3 µm über der Transistormontagefläche und übertraf damit die 5‑µm‑Anforderung. Zweitens wurden die Kupfer-I/O‑Platte und das Aluminium-Gehäuseunterteil ohne jede Nacharbeit mit der Leiterplatte montiert — alle 24 SMA‑Steckerpositionen lagen innerhalb der Positionstoleranz, bestätigt durch eine Gut‑/Ausschuss‑Lehre. Drittens zeigte die thermische Validierungsprüfung einen Junction‑to‑Ambient‑Wärmewiderstand (RthJA) innerhalb von 3 % des simulierten Wertes und bestätigte damit, dass die TIM‑Schichtdicke gleichmäßig war und der Kühlkörper wie vorgesehen funktionierte.
Aus Beschaffungssicht reduzierte die Konsolidierung der Präzisionsbearbeitung mit der bestehenden EMS‑Partnerschaft die Lieferantenanzahl und eliminierte die Notwendigkeit einer Wareneingangs-Maßprüfung — ein Aufwand, den der Kunde zuvor durch einen dedizierten Messtechniker getragen hatte. Vollständige Maßprotokolle und Materialzertifikate wurden mit jedem Lieferlos bereitgestellt und unterstützten die ISO‑9001‑Dokumentationsanforderungen des Kunden. Für weitere Details zur Skalierung vom Prototyp zur Serie mit gleichbleibender Qualität siehe unseren Leitfaden zur EMS CNC‑Bearbeitung: Präzisionsbearbeitung vom Prototyp bis zur Serie.
4. RFQ-Checkliste für die Präzisionsgehäusebearbeitung
- CAD-Modelle und Zeichnungen: 3D‑STEP‑ oder IGES‑Dateien mit GD&T‑Anmerkungen für alle kritischen Merkmale. Native Dateien werden akzeptiert.
- Materialspezifikation: Legierung und Temper (z. B. AL6061‑T6, Cu‑ETP), Anforderungen an Beschichtung oder Oberflächenbehandlung.
- Toleranzanforderungen: Zielvorgaben für Ebenheit, Positions- und Profiltoleranzen. Geben Sie an, welche Merkmale funktionskritisch sind.
- Leiterplatten‑Schnittstellendaten: Platinenkontur, Steckerpositionen und Befestigungslochpositionen für die Ausrichtungsprüfung.
- Stückzahlen und Zeitplan: Prototyp‑, Pilot- und Serienvolumen mit Ziel-Lieferterminen.
- Prüfung und Dokumentation: Geforderte Maßprotokolle, Materialzertifikate und etwaige kundenspezifische FAI‑ oder PPAP‑Formate.
5. FAQ
Welche Toleranzen kann TPS beim CNC‑Fräsen von Aluminium und Kupfer erreichen?
TPS erreicht routinemäßig Toleranzen von ±5 µm für kritische Merkmale wie Ebenheit, Positionsgenauigkeit und Profiltoleranzen. Die erreichbare Toleranz hängt von der Teilegeometrie, dem Material und der Merkmalsgröße ab.
Wie stellt TPS sicher, dass gefräste Gehäuse zur Leiterplattenbestückung passen?
Wir führen eine integrierte DFM‑Überprüfung durch, bei der das Gehäuse‑CAD‑Modell mit den Daten der Leiterplattenbestückung überlagert wird. Kritische Schnittstellen — Befestigungslöcher, Steckerausschnitte, Wärmekontaktflächen — werden vor Bearbeitungsbeginn auf Ausrichtung und Toleranzakkumulation überprüft.
Welche Prüfdokumentation wird bereitgestellt?
Vollständige KMG‑Maßprotokolle, die auf kalibrierte Messgeräte rückführbar sind, werden mit jedem Produktionslos geliefert. Materialzertifikate, FAI‑Berichte nach AS9102 und PPAP‑Dokumentation können auf Anfrage bereitgestellt werden.
Kann TPS sowohl Prototypen- als auch Serienstückzahlen bearbeiten?
Ja. Prototypen werden auf denselben Anlagen und mit derselben Prozessdokumentation wie die Serienproduktion gefertigt, was einen nahtlosen Übergang vom Prototyp zum Volumen ohne Requalifizierung gewährleistet.
Wo finde ich weitere Informationen zu den CNC‑Fräsfähigkeiten von TPS?
Besuchen Sie die TPS CNC‑Frässervice‑Seite oder lesen Sie unsere technischen Übersichten zu Fräsmaschinentypen und den besten CNC‑Fräsmaschinen‑Optionen.


