
Es ist ein Termin- und Qualitäts-Gate: Gehäuse, Kühlkörper, Halter, Vorrichtungen und Schnittstellen, die Montage, Test und Auslieferung stabil machen – oder eben nicht.
TPS Elektronik ordnet CNC-Fräsen als EMS-fähigen Prozess ein: DFM-Feedback, In-Process-Messung, dokumentierte Endprüfung und Serienwiederholgenauigkeit.
1) Warum EMS-fähiges CNC-Fräsen RFQ-Entscheidungen verbessert
BoFu-Entscheidungen werden nicht durch “Machbarkeit” gewonnen, sondern durch Planbarkeit:
Kommen die Teile termintreu? Passen sie ohne Nacharbeit? Sind Messberichte und Rückverfolgbarkeit so aufgebaut, dass Einkauf und Technik freigeben können?
In Elektronikprogrammen eskalieren Probleme oft an Mechanik-Schnittstellen: Erdungskontaktzonen, Steckerausschnitte, Dichtflächen, thermische Kontaktflächen,
Montagezugänglichkeit und Toleranzketten.
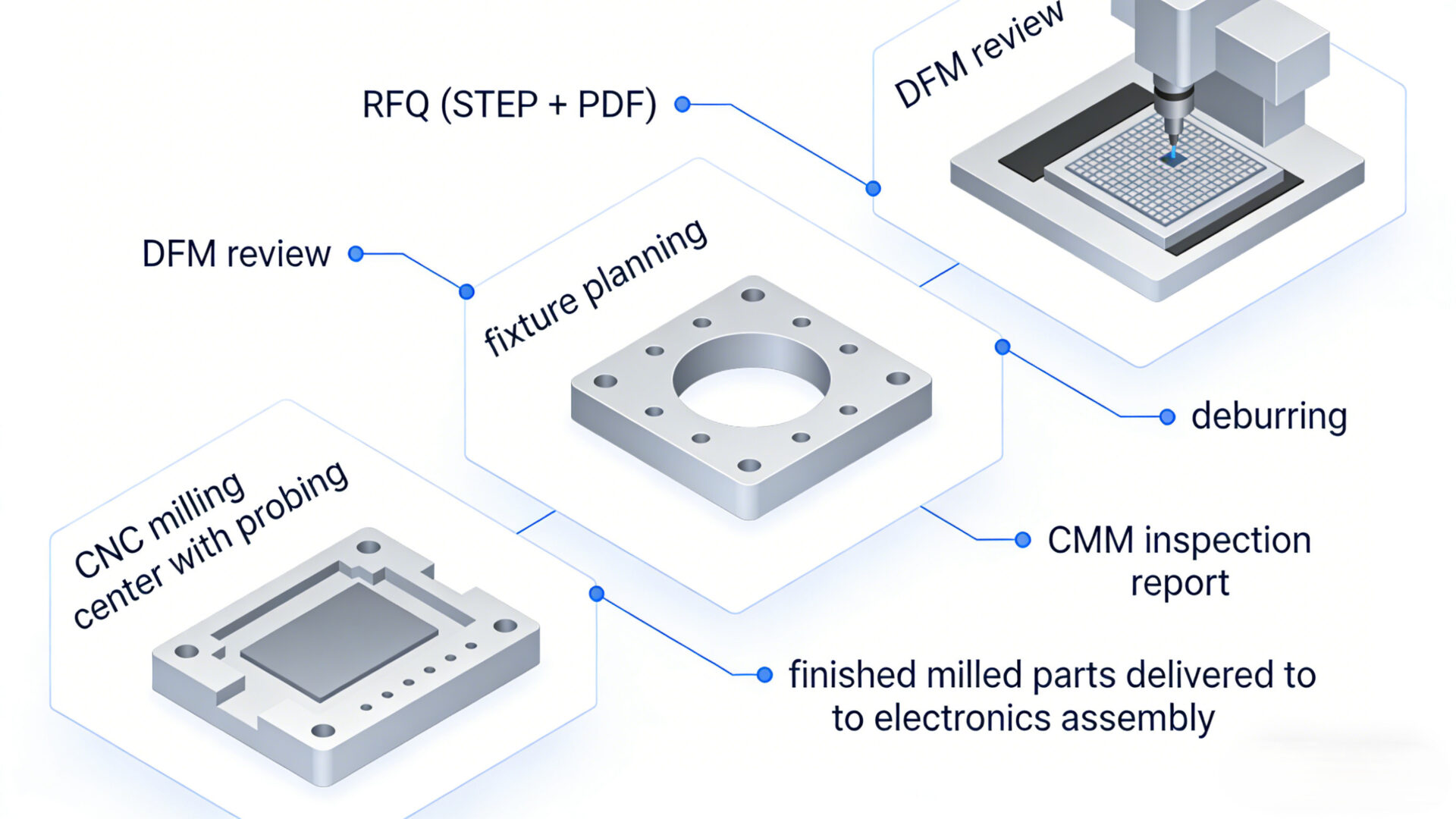
EMS-Kontext heißt: CNC-Fräsen ist Teil einer Produktionskette – inkl. DFM, Spannkonzept, In-Process-Messung und dokumentierter Endprüfung.
Genau diese Systematik reduziert späte Änderungen und verkürzt Freigabezyklen.
Für interne Abstimmung eignen sich diese TPS-Ressourcen:
EMS CNC-Bearbeitung: Prototyp bis Serie,
Präzisions-CNC-Bearbeitung (Genauigkeit)
sowie als Startpunkt:
TPS CNC-Fräsen Services →
2) Kompetenzen im Überblick: CNC-Fräsen, Drehen, EDM, Messtechnik
Suchbegriffe wie “cnc milling parts manufacturers” oder “cnc milling and turning manufacturers” bedeuten im Kern:
Sie wollen einen Partner, der nicht nur fräst, sondern auch Prozessfenster stabil hält, dokumentiert prüft und Serienwiederholgenauigkeit liefert.
TPS beschreibt CNC-Fräsen als durchgängige Kette: Kernfräsen (3-/4-Achsen + 3+2), Sekundäroperationen (Bohren/Gewinde/Reiben/Senken),
Drehen/Hybrid sowie optional EDM/Schleifen – ergänzt um Probing, KMG-Endprüfung, SPC/Cp/Cpk und Rückverfolgbarkeit.
2.1 3-/4-Achsen + 3+2: praxisnah für Gehäuse & Kühlkörper
Viele Elektronikbauteile sind prismatisch: Gehäuse, Kühlkörper, Montageplatten, Halter, Vorrichtungen.
Dafür ist 3-/4-Achsen-Fräsen mit 3+2-Bearbeitung häufig der beste Kompromiss aus Durchlaufzeit, Stabilität und Kostenkontrolle.
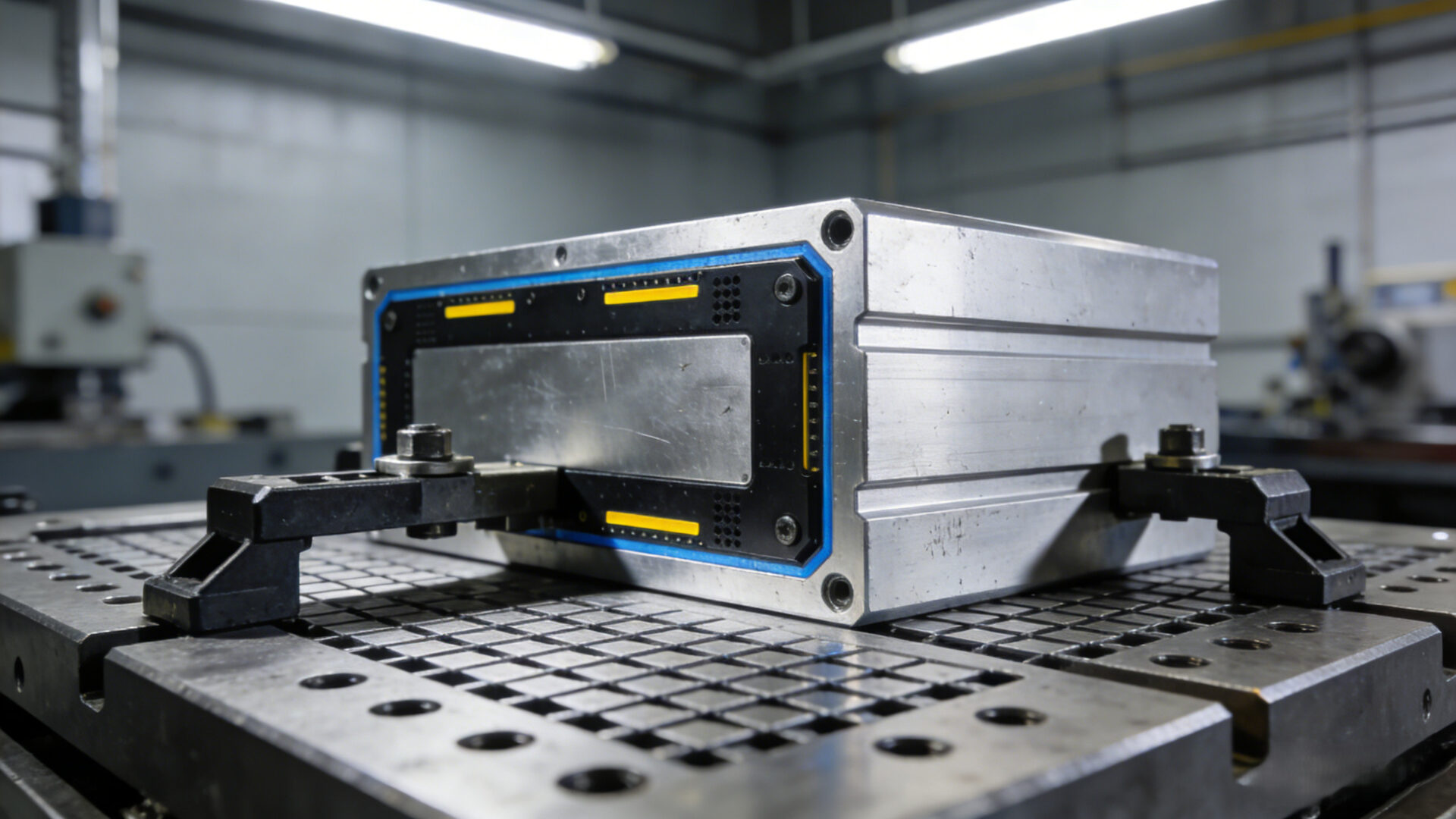
Wichtig ist nicht “maximale Achsenanzahl”, sondern ein Spann- und Datumkonzept, das Ebenheit/Parallelität und Schnittstellen zuverlässig absichert.
2.2 CNC-Fräsen und CNC-Drehen in einer Kette
Die “difference between cnc milling and cnc turning” ist für Einkäufer oft ein Lieferketten-Thema:
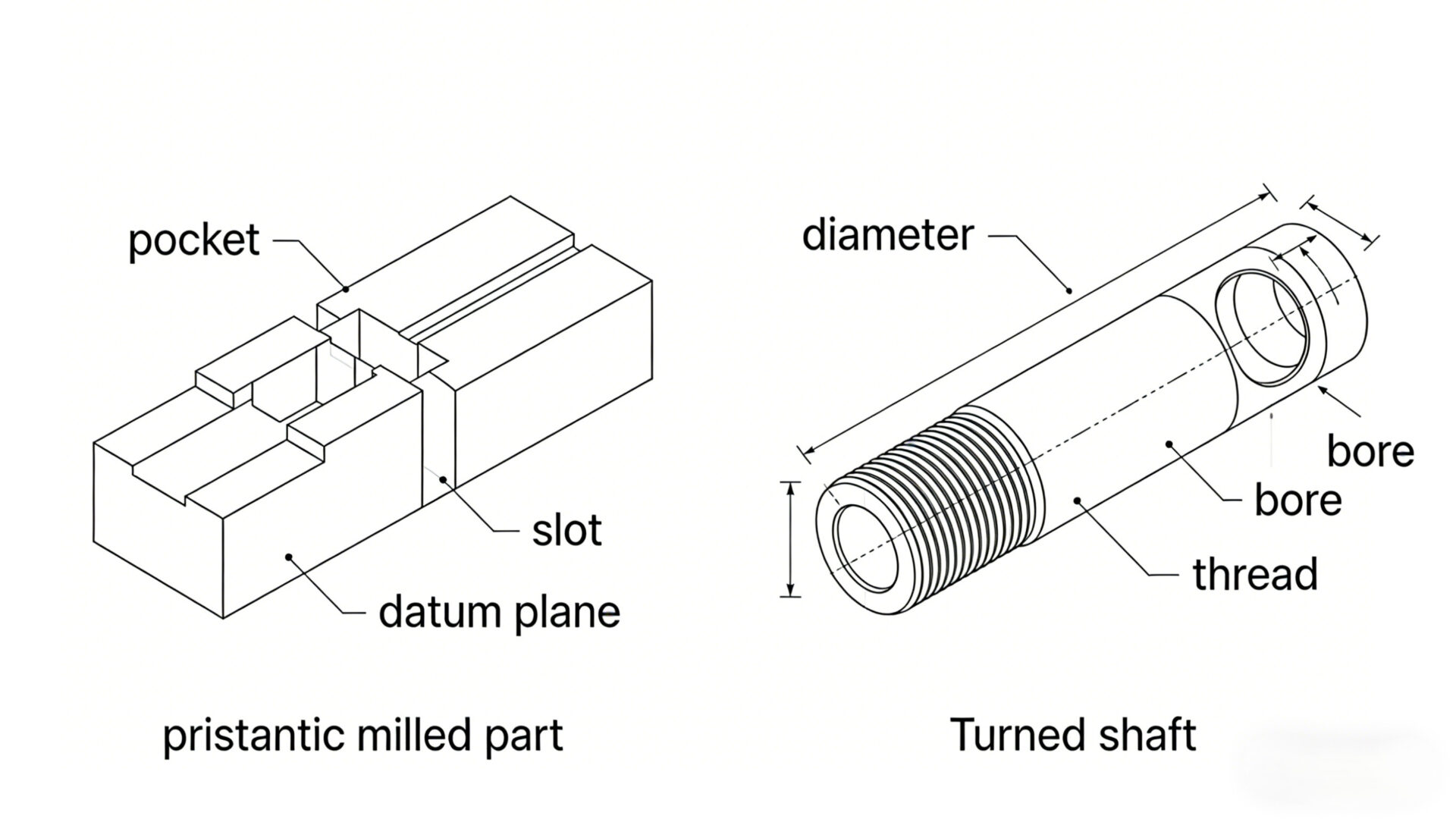
Fräsen = prismatische Features (Taschen, Ebenen, Konturen),
Drehen = rotationssymmetrische Features (Wellen, Durchmesser, Bohrungen, Gewinde).
Viele Systeme enthalten beides. Eine kombinierte Fräs-/Drehkette reduziert Schnittstellen, Prüfaufwand zwischen Lieferanten und Terminrisiko.
2.3 EDM & Schleifen: wenn Geometrie es erfordert
EDM (Drahterodieren/Senkerodieren) und Schleifen sind dann sinnvoll, wenn normale Fräser an Grenzen stoßen:
scharfe Innenkanten, definierte Schlitzgeometrie, besondere Oberflächen oder enge Formtoleranzen.
BoFu-Ansatz: gezielt einsetzen – nur dort, wo die Funktion es wirklich verlangt.
2.4 Messtechnik: Probing, KMG/CMM, SPC & Messberichte
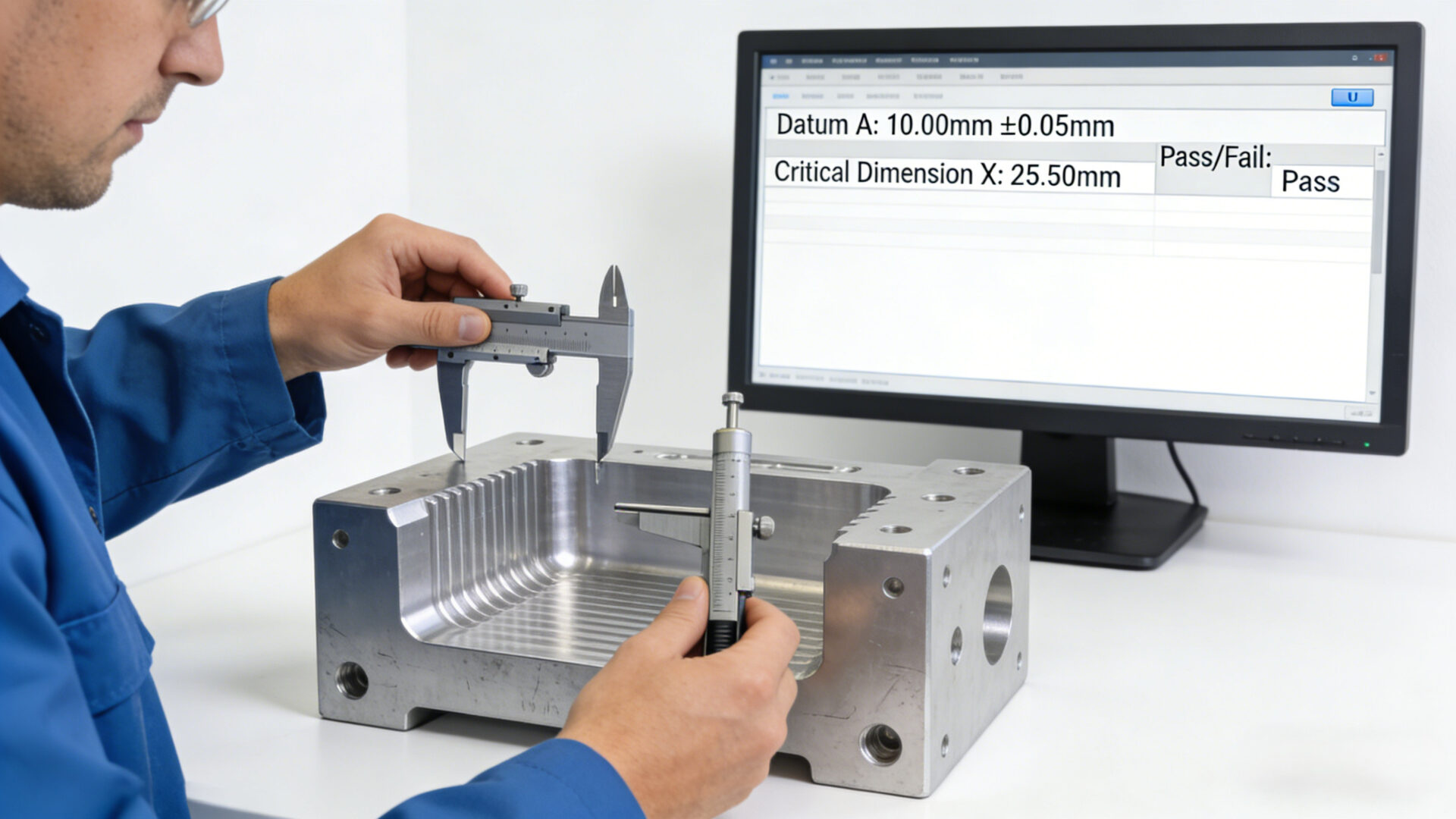
Dokumentation ist ein RFQ-Beschleuniger. Einkauf braucht belastbare Nachweise, Technik braucht Vertrauen.
Probing (In-Process-Antasten) und KMG/CMM-Messberichte sind besonders bei Schnittstellenfeatures entscheidend:
Steckerausschnitte, Bezugsflächen, Ebenheit, Lochbilder und Montageabstände.
Für Serienfähigkeit kann SPC/Cp/Cpk relevant sein – aber nur dort, wo es technisch/geschäftlich Sinn ergibt.

Für Ihr Angebot/RFQ nutzen Sie am besten den Service-Einstieg: TPS CNC-Fräsen RFQ →
3) difference between cnc milling and cnc turning – Entscheidung für Baugruppen
Kurz und praxisnah: CNC-Fräsen erzeugt prismatische Geometrie (Ebenen, Taschen, Konturen), CNC-Drehen erzeugt Rotationsgeometrie (Wellen, Durchmesser, Bohrungen).
In EMS-Projekten entscheidet diese Einordnung über Routing, Prüfkonzept und Terminrisiko.
- CNC-Fräsen: Gehäuse, Kühlkörper, Halter, Vorrichtungen, Montageplatten, Schnittstellenflächen.
- CNC-Drehen: Wellen, Buchsen, Distanzhülsen, gedrehte Passungen, Gewinde-/Bore-Features.
- Hybrid/Fräs+Drehkette: wenn Ihr System beide Familien enthält und Sie Doku/Prüfung konsistent halten wollen.
Für die interne Wissensbasis (Maschinentypen & Auswahlkriterien) sind diese TPS-Inhalte hilfreich:
Fräsmaschinen im Überblick und
Beste CNC-Fräsmaschine Optionen.
4) cnc milling fixture design: Spannkonzept & DFM als Kostensenker
Wer nach “cnc milling fixture design” sucht, meint meist: Wie verhindere ich Ausschuss und Nacharbeit?
In der Praxis bestimmt das Spannkonzept die Wiederholgenauigkeit stärker als viele “theoretische” Toleranzdiskussionen – vor allem bei Dünnwandteilen,
großen Flächen (Ebenheit) und empfindlichen Funktionszonen (Dicht-/Thermo-/Erdungsflächen).
DFM-Checkpunkte, die vor dem ersten Span geklärt sein sollten:
- Bezugs-/Datumstrategie: Montage und Prüfung müssen dieselbe “Wahrheit” nutzen.
- Spannzugang & Umspannen: unnötige Umspannungen erhöhen Streuung und Zeit.
- Dünnwand-Strategie: Vibration/Verzug reduzieren (modulare oder vakuumgestützte Spannmittel, wenn sinnvoll).
- Oberflächenzonen: Rauheit nur dort spezifizieren, wo funktional relevant.
- Entgraten: Burrs sind in Elektronikmontage ein echtes Risiko – Kantenbrechen definieren.
Suchfragen wie “cnc milling machine design” oder “how to design a cnc milling machine” sind für BoFu-Teams meist ein Proxy:
“Welche Prozess- und Maschinenmerkmale machen den Lieferanten stabil?”
Statt Maschinen zu “designen”, prüfen Sie Systemfaktoren: Steifigkeit, Thermik, Probing, Werkzeugmanagement, Messtechnik.
Für Genauigkeits-/Toleranzverständnis eignet sich dieser TPS-Leitfaden:
Präzisions-CNC-Bearbeitung.
Wenn Sie DFM und Spannstrategie gleich im RFQ mitdenken wollen: RFQ an TPS senden →
5) industrial cnc mill vs premium cnc milling machines for industry: worauf Einkäufer achten sollten
Begriffe wie “industrial cnc mill” oder “premium cnc milling machines for industry” tauchen auf, wenn Lieferanten verglichen werden.
Wichtig: Die Marke der Maschine ist nicht Ihr Liefergegenstand – stabile Fähigkeit ist es.
Für EMS-Programme zählen: wiederholbare Maßhaltigkeit, kontrollierte Oberflächen, dokumentierte Prüfungen und Terminzuverlässigkeit.
Bewertungskriterien, die Einkauf und Engineering gemeinsam nutzen können:
- Fähigkeitsprofil: Achsen, Bauraum, typische Toleranzbandbreiten, Oberflächenfähigkeit.
- Prozess-Transparenz: DFM-Feedback, In-Process-Messung, klare Messberichte.
- Wiederholbarkeit: definierte Prüfpläne, Werkzeugstandzeiten-Strategie, ggf. SPC dort, wo relevant.
- Programmfit: Prototypenspeed + Serienfähigkeit (beides entscheidend).
- Qualitätssystem: ISO-orientierte Prozesse, Rückverfolgbarkeit bei Bedarf.
Offizielle Referenzen für RFQ-Formulierungen (als Orientierung, nicht als Ersatz für Ihre Spezifikation):
ISO 9001 Überblick bei ISO
ISO (ISO 9001)
sowie GD&T-Basis via ASME Y14.5
ASME (Y14.5).
6) cnc milling machining service, repair/rework & “cheap cnc milling service” Risiken
Keyword-Listen enthalten oft: “cnc milling machining service(s)”, “cheap cnc milling service” und “cnc milling repair services”.
Die BoFu-Übersetzung: Sie wollen ein Ergebnis, das in Montage und Serie funktioniert – nicht nur eine günstige Bearbeitungsminute.
Ein vollständiger Service für Elektronik umfasst typischerweise:
Fräsen + Bohren/Gewinde + Entgraten/Kantenbrechen + Prüfung + Dokumentation (Materialzeugnisse, Messberichte nach Bedarf).
Die beste Kostensenkung entsteht häufig durch Vermeidung von Nacharbeit:
klare Datums, robuste Wandstärken, sinnvolle Toleranzen, definierte Funktionszonen.
Zu “cheap cnc milling service”:
Der niedrigste Stückpreis kann versteckte Kosten erzeugen (Ausschuss, verspätete Lieferung, unzureichendes Entgraten, fehlende Doku).
Für Integratoren und Schaltschrankbauer schlagen diese Kosten meist als Montageunterbrechung oder Feldproblem zu Buche.
Besser ist die Frage: “Wer reduziert mein Gesamtrisiko pro ausgelieferter Einheit?”
Zu “cnc milling repair services”:
Häufig ist damit korrektive Nacharbeit gemeint (Feature nachfräsen, Toleranz retten, Teil salvagen).
Wenn Repair/Rework in Ihrem Programm realistisch ist, definieren Sie es im RFQ:
zulässige Methoden, Doku-Pflichten, Freigabeprozess.
(Wenn unklar ist, was TPS konkret anbietet, stellen Sie es als RFQ-Frage – dann ist es geklärt und bepreist, nicht angenommen.)
7) RFQ-Checkliste: So bekommen Sie ein Angebot, das intern freigegeben wird
Schnelle Angebote entstehen durch geringe Unklarheit. Für weniger Change-Orders und schnellere Freigaben senden Sie:
- Dateien: STEP (.stp/.step) + PDF-Zeichnung mit Toleranzen/Notizen; DXF/DWG bei 2D-Profilen.
- Material: Legierung/Güte (oder zulässige Alternativen), Zustand/Temper, Zertifikate nach Bedarf.
- Kritische Features: Bezugsflächen, Schnittstellenebenen, Steckerausschnitte, Dicht-/Thermoflächen, Erdungszonen.
- Oberfläche: Ra-Ziele nur funktional; Entgraten/Kantenbruch eindeutig definieren.
- Prüfumfang: Messbericht, EMPB/FAI, PPAP (falls erforderlich), Stichprobenregeln.
- Mengen: Prototyp, Pilot, Jahresbandbreite (auch grob hilft).
- Programmrahmen: Zieltermine, Verpackungs-/Labelanforderungen für Ihren Montagefluss.
RFQ direkt über die Service-Seite einreichen: RFQ für CNC-Fräsen senden →
Ergänzende TPS-Links für Stakeholder:
Fräsmaschinen im Überblick ·
Beste CNC-Fräsmaschine Optionen ·
Prototyp bis Serie
Nächster Schritt: Mit TPS CNC-Fräsen für Ihr EMS-Programm besprechen →
FAQ
Was ist die difference between cnc milling and cnc turning?
Fräsen erzeugt prismatische Features (Taschen, Ebenen, Konturen). Drehen erzeugt rotationssymmetrische Features (Wellen, Durchmesser, Bohrungen, Gewinde). Viele EMS-Baugruppen brauchen beides – eine kombinierte Kette reduziert Schnittstellen.
Was ist bei prototyping cnc milling anders als in der Serie?
Beim Prototyp zählt schnelle DFM-Rückkopplung und flexible Setups. In der Serie zählen Wiederholbarkeit, robustes Spannkonzept, Probing/KMG-Prüfung und definierte Prüfpläne – plus konstantes Entgraten.
Welche Informationen erwarten cnc milling parts manufacturers im RFQ?
STEP + PDF, Werkstoff, Datums/Kritische Features, Oberflächenzonen, Prüfumfang (Messbericht/FAI/PPAP falls nötig), Mengen und Jahresbandbreite.
Ist “cheap cnc milling service” eine gute Strategie für Integratoren?
Häufig nicht. Niedrigster Stückpreis kann versteckte Kosten erzeugen (Ausschuss, Terminverzug, fehlende Doku, unzureichendes Entgraten). In Integrationsprojekten ist der Gesamtaufwand (Montage/Termine) meist entscheidender als der reine Stückpreis.
Warum ist cnc milling fixture design so wichtig?
Spannstrategie beeinflusst Maßhaltigkeit, Verzug und Prüf-Alignment – besonders bei Dünnwandteilen, großen Ebenheiten und Funktionsflächen (Thermo/Dichtung/Erdung). Ein gutes Spannkonzept senkt Ausschuss und stabilisiert Serienfähigkeit.


