Systemintegratoren, Schaltschrankbauer und Einkaufsteams verlieren in Wickelgüter-Projekten selten Zeit, weil Wickeltechnik grundsätzlich fehlt.
Zeitverluste entstehen meist an anderer Stelle: wenn Magnetik-Bauteile zu spät spezifiziert, zu oberflächlich geprüft oder für die spätere Serienfertigung nicht ausreichend dokumentiert sind.
TPS Elektronik versteht EMS-Wickelgüter daher nicht als einzelnen Fertigungsschritt, sondern als durchgängigen, serienorientierten Workflow:
vom Engineering-Support über Spulenwicklung und Isolationsaufbau bis hin zu Imprägnierung oder Overmoulding, elektrischer Prüfung und Lieferung als einbaufertige Magnetik-Baugruppen.
1. Warum EMS-Wickelgüter RFQ-Ergebnisse beeinflussen
In der Elektronikfertigung sind Wickelgüter selten nur „eine Spule“.
Sie liegen häufig an der Schnittstelle zwischen Leistungselektronik, Steuerung, Isolationssystem, Thermik, EMV-Verhalten und späterer Feldzuverlässigkeit.
Ein Transformator kann elektrisch nominell passen und dennoch ein Projekt verzögern, wenn Aspekte wie Kriechstrecken, Leckinduktivität, Akustik, Einbauraum oder Anschlusslogik nicht ausreichend berücksichtigt wurden.
Deshalb bewerten erfahrene Einkäufer einen Coil Winding Service nicht nur nach der reinen Fertigungsfähigkeit. Entscheidend ist, ob elektrische Zielwerte in einen stabilen und reproduzierbaren Serienprozess überführt werden können.
Für EMS-Projekte bedeutet das insbesondere die Abstimmung von:
- elektrischen Zielgrößen (z. B. Induktivität, Widerstand, Übersetzungsverhältnis, Hipot),
- mechanischen Anforderungen (Pinbelegung, Bauraum, Leitungsaustritt),
- Isolationsaufbau und Umgebungsbedingungen,
- Prüfumfang, Rückverfolgbarkeit und Anlieferzustand.
Wickelgüter werden in der Praxis selten isoliert beschafft. Sie sind meist Teil von Baugruppen, Validierungsprozessen oder Serienhochläufen – oft unter Zeitdruck.
Typische RFQ-Risiken
Für den Einkauf entstehen Risiken vor allem durch unklare Spezifikationen.
Begriffe wie special coil winding services oder custom coil winding wirken konkret, lassen aber oft entscheidende Punkte offen:
- Kernmaterial und Geometrie
- Isolationssystem
- Prüfgrenzen und Abnahmekriterien
- Verguss- oder Imprägnieranforderungen
- Dokumentationsumfang
Solche Lücken führen zu längeren Angebotszyklen und zusätzlichen Klärungsschleifen.
Für Engineering-Teams liegt das Risiko stärker in der Umsetzbarkeit:
Ein Design kann elektrisch plausibel sein, aber schwer reproduzierbar in Serie. Faktoren wie:
- Turn-to-Turn-Isolation
- Wickelspannung
- Interleaving
- Fensterausnutzung
- Anschlussführung
- Imprägnierverhalten
entscheiden darüber, ob ein Prototyp in eine stabile Serienfertigung überführt werden kann.
2. Was in realen Projekten unter EMS-Wickelgüter fällt
Suchbegriffe wie coil winding oder coil winding technology sind breit gefasst.
Im RFQ-Alltag ist der Leistungsumfang deutlich konkreter.
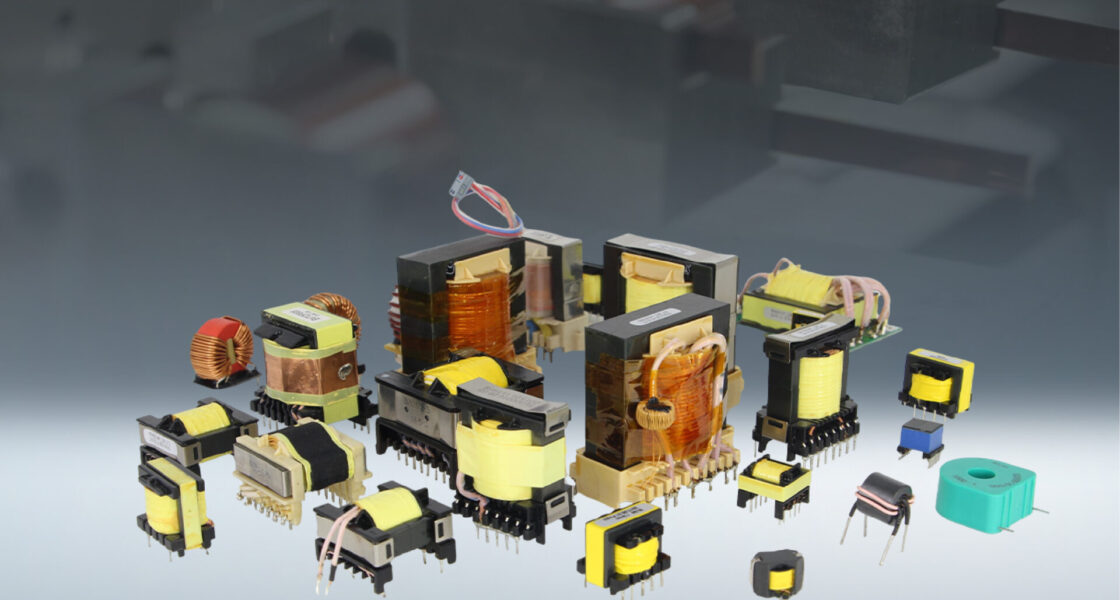
EMS-Wickelgüter sind in der Regel:
→ gewickelte magnetische oder induktive Bauteile
→ geliefert als montagefertige Baugruppen
→ inklusive definierter Prüf- und Dokumentationsanforderungen
nicht lediglich halbfertige Wickelkörper.
2.1 Transformatoren
Transformatoren reichen von Leistungs- und Signaltransformatoren bis zu hochfrequenten Varianten für Schaltnetzteile.
In der Beschaffung geht es nicht nur darum, ob ein Transformator gewickelt werden kann.
Entscheidend ist, ob folgende Punkte seriengerecht umgesetzt werden können:
- Leckinduktivität
- Isolationskonzept
- Anschlussdesign
- Bauraum
- definierter Prüfpfad
Das ist besonders relevant in medizinischen, industriellen und leistungselektronischen Anwendungen.
2.2 Induktivitäten und Drosseln
Induktivitäten und Drosseln werden in Filtern, Energiespeichern, Antrieben und EMV-Anwendungen eingesetzt.
Neben dem Nennwert sind entscheidend:
- Leitergeometrie
- Kernmaterial
- Verhalten unter Bias
- Temperaturanstieg
Beispielsweise muss eine dV/dt-Drossel nicht nur elektrisch passen, sondern auch hinsichtlich Isolationsbelastung, akustischem Verhalten und Einbausituation sinnvoll ausgelegt sein.
Flachdraht- oder Ribbon-Konzepte können in bestimmten Anwendungen Vorteile bieten, etwa hinsichtlich:
- Verlustreduzierung
- Packungsdichte
- thermischer Optimierung
2.3 Solenoide, Elektromagnete und Spezialspulen
Dazu zählen:
- Solenoide
- Elektromagnete
- Helmholtz-Spulen
- Koaxialspulen
Hier erweitert sich die technische Betrachtung über das Wickeln hinaus auf:
- mechanische Integration
- Paarwicklungen
- Polstücke
- Overmoulding
- applikationsspezifische Parameter
Suchbegriffe wie oscillate coil winding services weisen in der Praxis häufig auf Anforderungen an Wickelbild, Reproduzierbarkeit oder spezielle Geometrien hin – nicht auf eine klar definierte Produktkategorie.

3. Welche Wickeltechnologie vor der Serienfreigabe zählt
Der Begriff coil winding technology beschreibt im RFQ-Kontext nicht nur Maschinen, sondern die gesamte Verbindung aus:
- Design
- Materialwahl
- Prozessfähigkeit
Diese bestimmt, ob ein Bauteil:
- elektrisch stabil
- mechanisch konsistent
- skalierbar produzierbar
ist.
Wichtige Einflussfaktoren
- Leiterwerkstoff und Drahtgeometrie
- Isolationsaufbau und Materialien
- Kernwahl und magnetisches Verhalten
- Wickelsequenz und Wickelspannung
- Anschlussstrategie
Kupfer ist Standard, Aluminium kann in bestimmten Anwendungen sinnvoll sein.
Runddraht, Flachdraht, Litze oder Ribbon erfüllen jeweils unterschiedliche Anforderungen.
Kritischer Punkt: Isolation
Die Isolation ist häufig eine unterschätzte Fehlerquelle.
Materialwahl und Aufbau beeinflussen:
- Durchschlagsfestigkeit
- thermische Klasse
- chemische Beständigkeit
- Langzeitverhalten
Deshalb sollten Isolationsfragen früh geklärt werden.
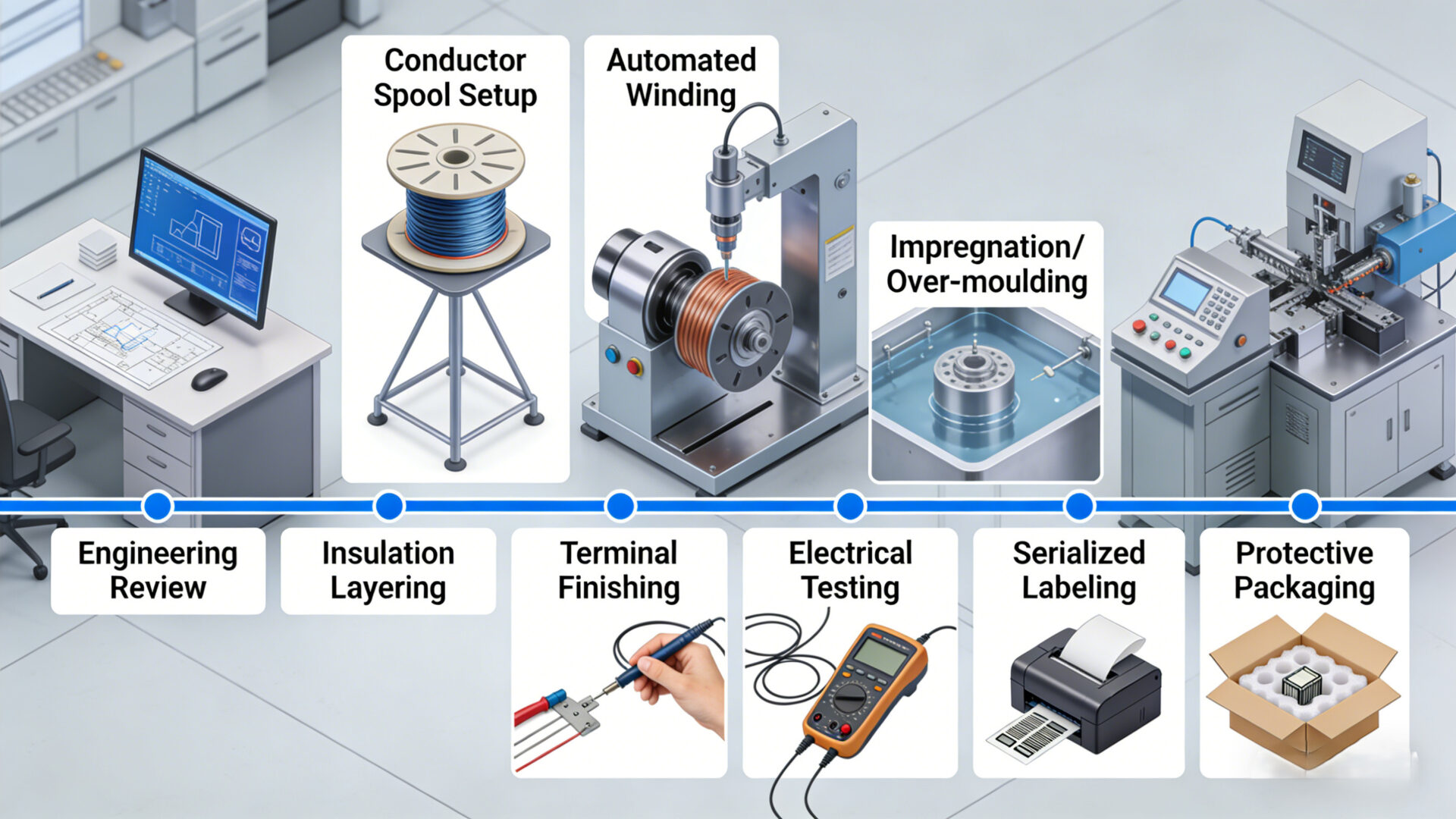
4. Von der Spezifikation zur geprüften Wickelbaugruppe
Ein stabiler EMS-Prozess beginnt vor der ersten Windung.
Im DFM-Review werden u. a. geprüft:
- elektrisches Zielverhalten
- Leiterquerschnitte
- Isolationssystem
- Kriech- und Luftstrecken
- Kernverfügbarkeit
- thermische Annahmen
- Anschlussdesign
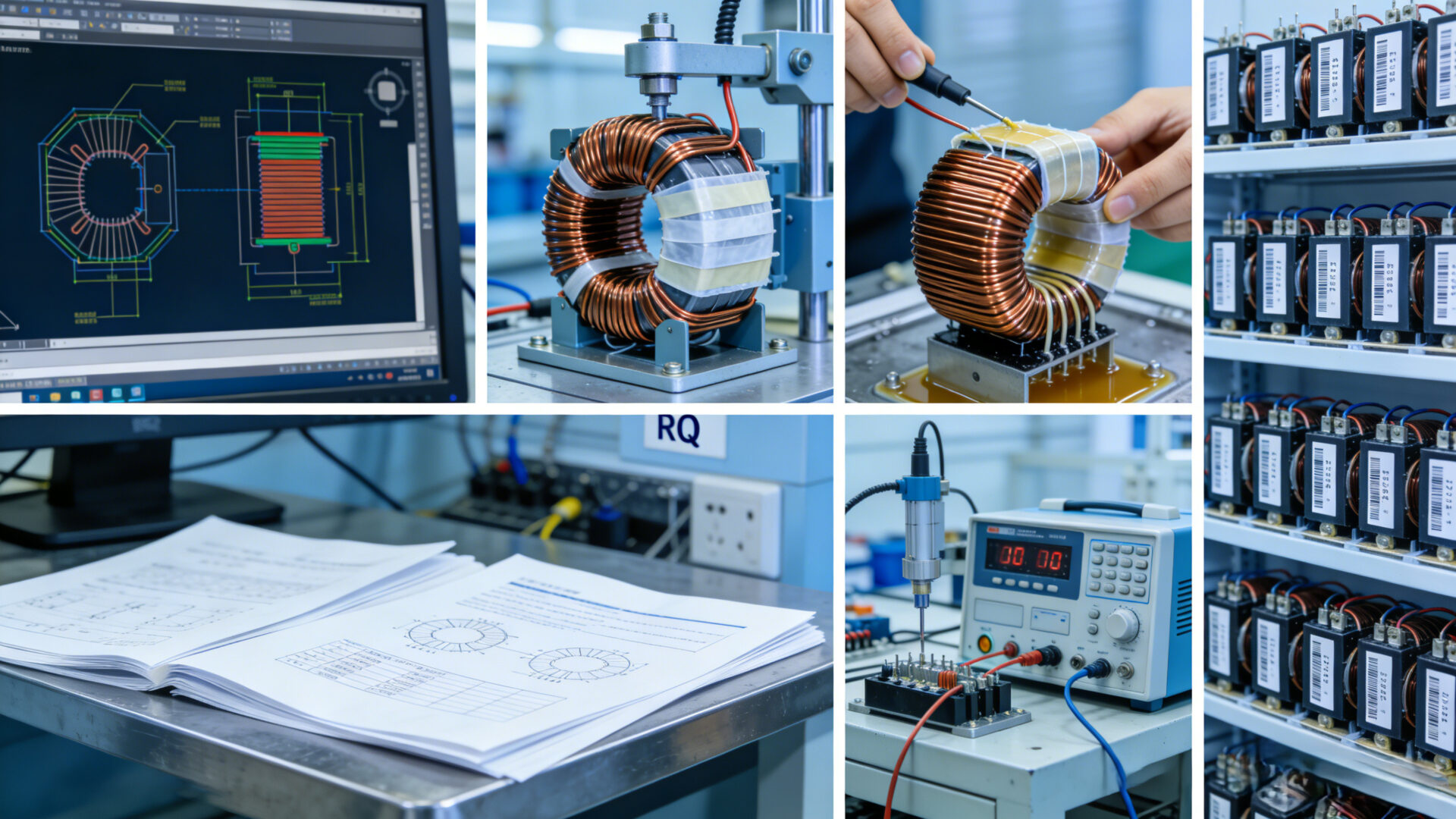
Typische Prozesskette
- Wickeln
- Isolationsaufbau
- Zwischenlagen
- mechanische Fixierung
- Imprägnierung / Overmoulding
- Anschlussbearbeitung
- Kennzeichnung
- elektrische Prüfung
- Verpackung für Montage
Imprägnierung oder Verguss sind funktionale Maßnahmen – keine reinen Zusatzoptionen.
Sie können z. B. Einfluss haben auf:
- Vibrationsverhalten
- Feuchteresistenz
- elektrische Stabilität
- akustisches Verhalten
5. Qualität, Normen und Dokumentation
Qualität sollte messbar und nachvollziehbar beschrieben werden.
Typische Prüfungen:
- DCR
- Induktivität / L/Q
- Polarität
- Hipot / Isolationswiderstand
In regulierten oder auditrelevanten Anwendungen gewinnt Dokumentation zusätzlich an Bedeutung.
Allgemeine Aussagen reichen hier nicht aus – erforderlich sind klare Angaben zu:
- Isolationssystemen
- thermischen Annahmen
- Abnahmekriterien
- Prüfumfang
Normen wie ISO 9001, IEC 61558-1 oder UL 1446 können als Orientierung dienen, ersetzen jedoch keine projektspezifische Spezifikation.
6. Was Kosten und Lieferzeit beeinflusst
Kosten und Lieferzeit werden durch mehrere Faktoren bestimmt:
- Materialverfügbarkeit
- Wickelkomplexität
- Isolationsaufbau
- Kernbeschaffung
- Werkzeuge und Vorrichtungen
- Prüftiefe
- Dokumentationsanforderungen
Typische Kostentreiber
- nicht standardisierte Kerne
- komplexe Wickelarchitekturen
- enge Bauraumvorgaben
- Verguss oder Overmoulding
- erweiterte Prüfungen
- Serialisierung und Rückverfolgbarkeit
Die größten Effizienzgewinne entstehen häufig nicht durch Kostensenkung einzelner Komponenten, sondern durch eine klare und vollständige RFQ.

7. Was in eine gute RFQ gehört
Eine belastbare RFQ sollte mindestens enthalten:
- Anwendungskontext und Umgebung
- elektrische Zielgrößen
- Kernart oder Alternativen
- Leiterdaten
- Isolationsanforderungen
- mechanische Randbedingungen
- Prüfumfang
- Mengenstruktur (Prototyp / Serie)
Eine klare RFQ reduziert Rückfragen und erleichtert die Vergleichbarkeit von Angeboten.
8. FAQ
Was zählt zu EMS-Wickelgütern?
Transformatoren, Induktivitäten, Drosseln, Solenoide und andere gewickelte Magnetik-Baugruppen, typischerweise als montagefertige Einheiten.
Worauf sollte der Einkauf achten?
Auf DFM-Unterstützung, Isolationskonzept, Prüfstrategie und die Überführung in eine stabile Serienfertigung.
Wann sind Flachdraht- oder Ribbon-Wicklungen sinnvoll?
Wenn kompakte Bauformen, thermische Optimierung oder reduzierte Verluste im Fokus stehen.
Warum sind Prüfberichte wichtig?
Weil sie die Reproduzierbarkeit und Chargenkonstanz nachweisen.
Wie lassen sich RFQ-Verzögerungen reduzieren?
Durch vollständige und klare technische Spezifikationen von Anfang an.


