
Systemintegratoren und Schaltschrankbauer verlieren Zeit selten in der Elektronikentwicklung, sondern häufig an mechanischen Schnittstellen.
Blechteile kommen zu spät, passen nicht zur Montage oder verursachen Nacharbeit, obwohl die Baugruppe bereits in Richtung Serienanlauf geht.
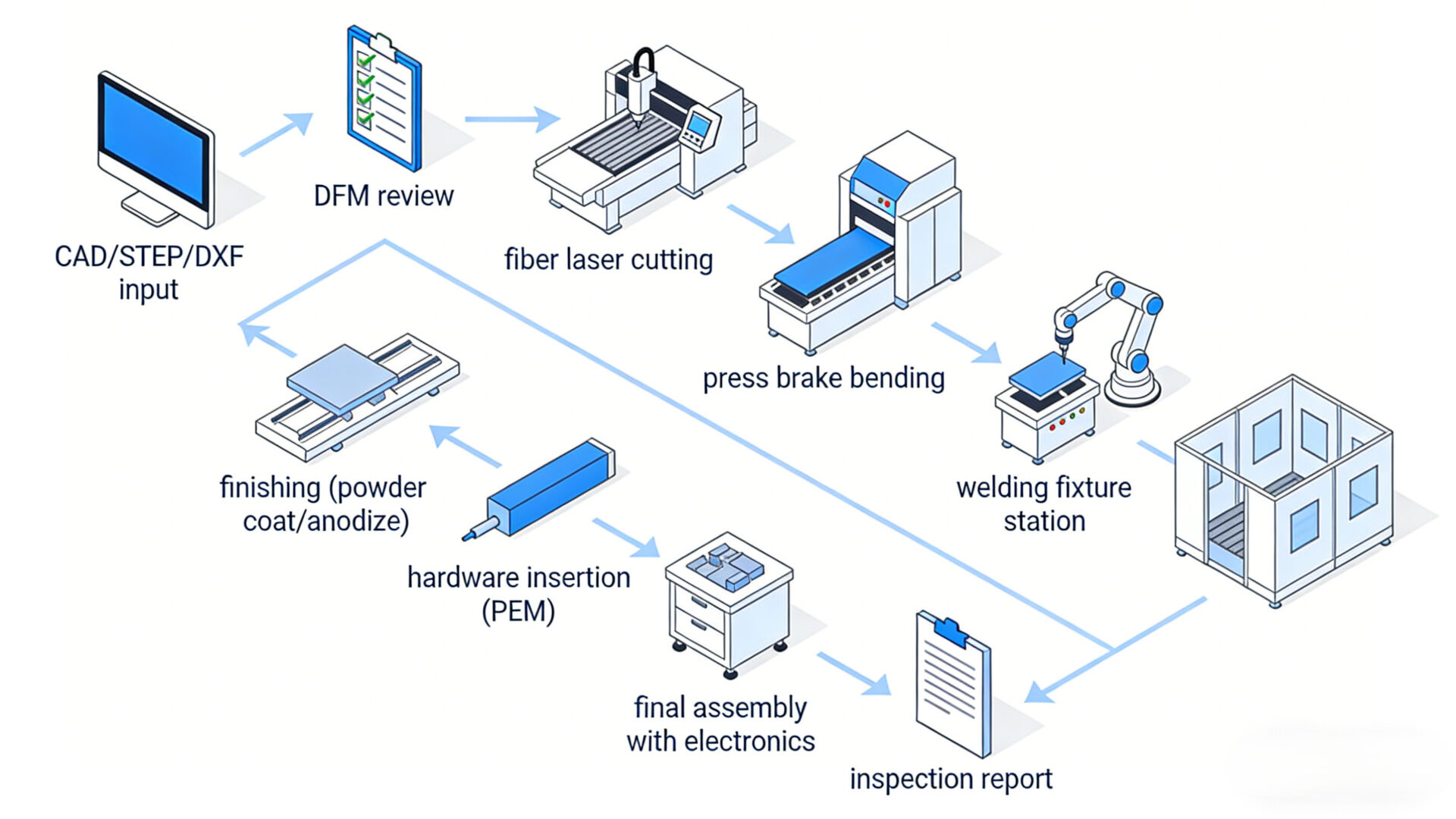
TPS Elektronik betrachtet die Blechverarbeitung im EMS-Kontext deshalb als planbaren und dokumentierbaren Prozess. Dazu gehören:
-
schnelle Angebotsprozesse
-
frühes DFM-Feedback
-
dokumentierte Prüfungen, optional inklusive EMPB
-
eine durchgängige Fertigungskette vom Schneiden bis zur Montage
Angebot für Blechverarbeitung anfordern (RFQ) →
1. Warum EMS-Blechverarbeitung RFQ-Entscheidungen beeinflusst
Blechverarbeitung wirkt auf den ersten Blick einfach. In Elektronikprojekten bestimmt sie jedoch oft Terminlage, Montagefähigkeit und Qualitätsrisiko.
Das Gehäuse oder Strukturteil definiert unter anderem:
-
Steckerausschnitte
-
Kriech- und Luftstrecken
-
EMV- und Schirmkonzepte
-
Kabelwege
-
Befestigungspunkte
-
thermische Anbindung
Wenn Biegungen, Ausschnitte oder Oberflächen nicht zur Elektronik passen, entsteht Nacharbeit. Gerade in späten RFQ- oder Freigabephasen kann das die Umsetzbarkeit eines Projekts erschweren.
Der Vorteil eines EMS-Partners mit Blechkompetenz liegt darin, dass die Mechanik nicht isoliert betrachtet wird. Sie wird auf Montage, Prüfung und spätere Serienfähigkeit abgestimmt. TPS beschreibt diesen Ansatz als Weg von der Zeichnung zur geprüften Serie – inklusive DFM-Feedback, optionaler Erstmusterprüfung (EMPB) und bei Bedarf PPAP.
Für Einkauf und Technik kann das helfen, Risiken transparenter zu machen und Freigabeprozesse besser abzustimmen.
Wenn Schweißen für Ihre Baugruppe entscheidend ist, helfen diese TPS-Artikel als interne Referenz:
MIG-Schweißgerät: Tipps & Methoden und
MIG vs. TIG: Unterschiede & Anwendungen.
Für die Gesamtsicht auf Fertigung/DFM:
Kundenspezifische Blechfertigung (Leitfaden).
Starten Sie Ihr Projekt direkt über die Service-Seite:
TPS Blechverarbeitung →
2. Leistungen aus einer Hand: vom Rohblech zur geprüften Baugruppe
Entscheidend ist nicht nur der Einzelprozess, sondern die gesamte Prozesskette.
TPS nennt unter anderem:
-
Schneiden per Faserlaser
-
Stanzen
-
Umformen, z. B. CNC-Abkanten, Walzen und Umbördeln
-
Rohrbearbeitung, z. B. CNC-Rohrbiegen
-
Schweißen und Fügen
-
Oberflächenbearbeitung und Montage
Für Beschaffung und Technik bedeutet das vor allem weniger Schnittstellen, bessere Planbarkeit und eine konsistentere Dokumentation.
2.1 Schneiden
Schneiden ist die Grundlage für Passgenauigkeit. Relevant sind vor allem:
-
Kantenqualität
-
Lochbilder
-
Wiederholgenauigkeit
Bei Elektronikgehäusen sind saubere Ausschnitte für Steckverbinder sowie definierte Kanten für Dichtungen, EMV-Kontaktierung oder Montageflächen besonders wichtig.
2.2 Stanzen
Stanzen ist vor allem bei wiederkehrenden Features wirtschaftlich, zum Beispiel bei:
-
Lamellen
-
Durchzügen
-
Knockouts
-
Perforationen
In Serienprogrammen kann das die Stückkosten stabilisieren, sofern das Design auf Standardwerkzeuge und sinnvolle Wiederholraten abgestimmt ist.
2.3 Umformen
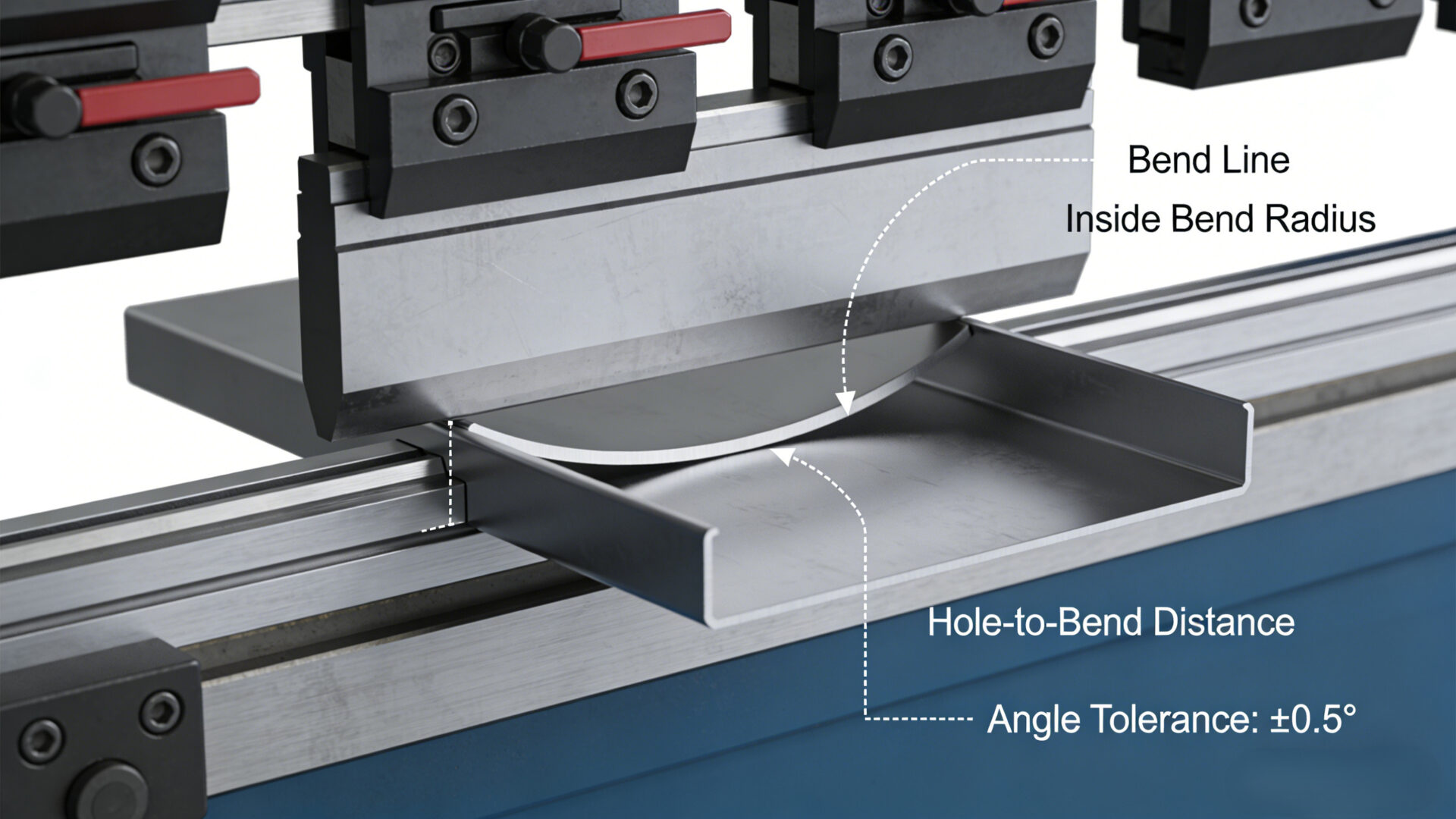
Umformen beziehungsweise Abkanten ist häufig der zentrale Fit-and-Function-Treiber.
Hier entscheidet sich, ob eine Baugruppe ohne Nacharbeit montierbar ist.
DFM-Feedback ist in diesem Schritt besonders relevant, etwa bei:
-
Biegeradien
-
Abständen von Loch zu Kante
-
Abständen von Loch zu Biegung
-
Toleranzketten
2.4 Rohrbearbeitung
Rohrbearbeitung ist relevant für:
-
Trägerstrukturen
-
Schutzrahmen
-
Montageelemente
In Industrie-, Outdoor- oder mobilen Anwendungen kann eine Rohrstruktur dazu beitragen, Elektronik mechanisch zu schützen und die Montage zu vereinfachen.

2.5 Schweißen und Fügen
Schweißen ist in vielen Baugruppen ein wesentlicher Risikofaktor. Typische Themen sind:
-
Verzug
-
optische Anforderungen
-
Nacharbeit
-
Erdungskontinuität
TPS nennt MIG/MAG, WIG sowie Punkt- und Bolzenschweißen mit Vorrichtungen. Das unterstützt eine reproduzierbare Fertigung bei Gehäusen, Haltern und Rahmen.
Wichtig ist, den Schweißprozess einschließlich Verzugskontrolle bereits in der DFM-Phase zu berücksichtigen und nicht erst nachgelagert.
2.6 Oberfläche und Montage
Oberflächenbearbeitung beeinflusst sowohl die Funktion als auch die Optik.
Pulverbeschichtung, Eloxal oder selektive Galvanik können Schutz und Dauerhaftigkeit unterstützen, müssen aber zu Anforderungen wie Erdung oder Schirmung passen.
PEM- und Einpresselemente können die Montage vereinfachen und Fehler durch Variantenvielfalt reduzieren.
Für ein Angebot, das die gesamte Prozesskette berücksichtigt, nutzen Sie:
3. Werkstoffe in der Praxis: Stahlcoils, Güten und ferrous vs. non-ferrous
Viele RFQs werden unnötig komplex, wenn Werkstoff- und Oberflächenentscheidungen zu spät getroffen werden. Einkauf fokussiert den Preis, Engineering die Funktion. Probleme entstehen dann häufig an der Schnittstelle von Verfügbarkeit, Beschichtung und Umformbarkeit.
Dieser Abschnitt schafft eine gemeinsame Basis für Einkauf und Engineering.
3.1 Stahlcoils: hot rolled coil vs. cold rolled steel
Begriffe wie steel coils, metal coil oder coil of steel bezeichnen Coilmaterial, also kontinuierliche Stahlbänder, die geslittet und gerichtet in die Fertigung eingehen können.
Ein hot rolled coil wird warm gewalzt und ist häufig wirtschaftlich.
Cold rolled steel wird weiterverarbeitet und bietet in vielen Fällen:
-
bessere Dickenkonstanz
-
eine feinere Oberfläche
-
Vorteile bei Passform- und Optikanforderungen
Für Elektronikgehäuse mit höheren Anforderungen an Oberfläche oder Maßhaltigkeit ist kaltgewalzter Stahl oft die naheliegendere Wahl.
Wichtig ist jedoch nicht nur der Materialpreis, sondern auch:
-
Ebenheit
-
Umformbarkeit
-
Risiko späterer Nacharbeit
Stimmen Sie die Entscheidung zwischen Coil- und Tafelmateral daher früh mit DFM und Oberflächenanforderungen ab.
3.2 Stahlgüten und Federstahl
Das Thema Stahlgüten ist breit. Für RFQs sind meist diese Kriterien entscheidend:
-
Festigkeit
-
Umformbarkeit
-
Korrosionsverhalten
-
Verfügbarkeit
Für Halter und Gehäuse kommen häufig Baustähle, Edelstahlvarianten und Aluminiumlegierungen zum Einsatz.
Federstahl eignet sich für Clips, Retainer oder Federfunktionen, ist in der Umformung jedoch meist anspruchsvoller. Wenn eine Federwirkung gefordert ist, sollte das im RFQ eindeutig beschrieben werden, einschließlich Geometrie, Biegeradien und der vorgesehenen Beanspruchung.

3.3 Was bedeutet ferrous vs. non-ferrous in der Praxis?
Ferrous bezeichnet eisenhaltige Werkstoffe, also in der Regel Stähle.
Non-ferrous umfasst beispielsweise Aluminium, Kupfer oder Titan.
In der Praxis beeinflusst diese Auswahl unter anderem:
-
Gewicht
-
Korrosionsverhalten
-
Kosten
-
teilweise auch EMV- und Erdungskonzepte
Für eine neutrale und offizielle Referenz zum Qualitätsmanagement, das in Lieferantenbewertungen häufig eine Rolle spielt, kann die Übersicht zu ISO 9001 ein sinnvoller Einstieg sein.
3.4 Titanium vs. aluminum / steel vs. titanium – wann lohnt es sich?
Vergleiche wie titanium vs. aluminum oder steel vs. titanium entstehen meist dann, wenn Teams Gewicht, Korrosionsbeständigkeit oder das Verhältnis von Festigkeit zu Gewicht optimieren wollen.
Titan kann in anspruchsvollen Umgebungen sinnvoll sein, ist jedoch typischerweise:
-
kostenintensiver
-
schwieriger zu verarbeiten
-
oft mit höherem Beschaffungsaufwand verbunden
Aluminium ist in vielen Gehäuse- und Halteranwendungen ein pragmatischer Kompromiss aus Gewicht, Korrosionsverhalten und Bearbeitbarkeit.
Titan sollte daher in der Regel nur dann gewählt werden, wenn ein klarer technischer oder normativer Grund vorliegt. Andernfalls können Aluminium oder Edelstahl die erforderliche Systemfunktion oft mit geringerem Beschaffungsrisiko erfüllen.
4. Blechumformprozesse: Auswahl nach Risiko, Kosten und Lieferzeit
Suchanfragen wie types of sheet metal forming process zeigen meist, dass Einkaufs- oder Engineering-Teams Machbarkeit und Kosten besser bewerten wollen. Entscheidend ist dabei weniger die Theorie als die passende Prozesskombination.
Typische Prozesse sind:
-
Laserschneiden: geeignet für komplexe Konturen und schnelle Änderungen
-
Stanzen: geeignet für wiederkehrende Features in Serien
-
Abkanten und Umformen: zentral für Gehäusegeometrie und Montagefähigkeit
-
Walzen und Umbördeln: relevant für Kantenqualität, Steifigkeit und Optik
-
Formelemente und Prägungen: zur Steifigkeit oder Positionierung ohne Zusatzteile
-
Rohrbiegen: für Rahmen, Träger und Schutzstrukturen
-
Schweißen und Fügen: für Baugruppenbildung und Rahmenintegration
-
PEM- und Einpresselemente: für einfachere Montage
-
Oberflächenbearbeitung: z. B. Pulvern, Eloxal oder selektive Galvanik
Zwei DFM-Hebel sind in vielen Fällen besonders wirksam:
-
Standarddicken und Standardwerkstoffe verwenden
-
Oberfläche und Hardware früh festlegen
Für eine vertiefende DFM-Orientierung kann dieser TPS-Leitfaden hilfreich sein:
Kundenspezifische Blechfertigung (Leitfaden)
Zur schnellen internen Einordnung des Schweißverfahrens:
5. Metal Costing: Was Preis, Durchlaufzeit und Risiko beeinflusst
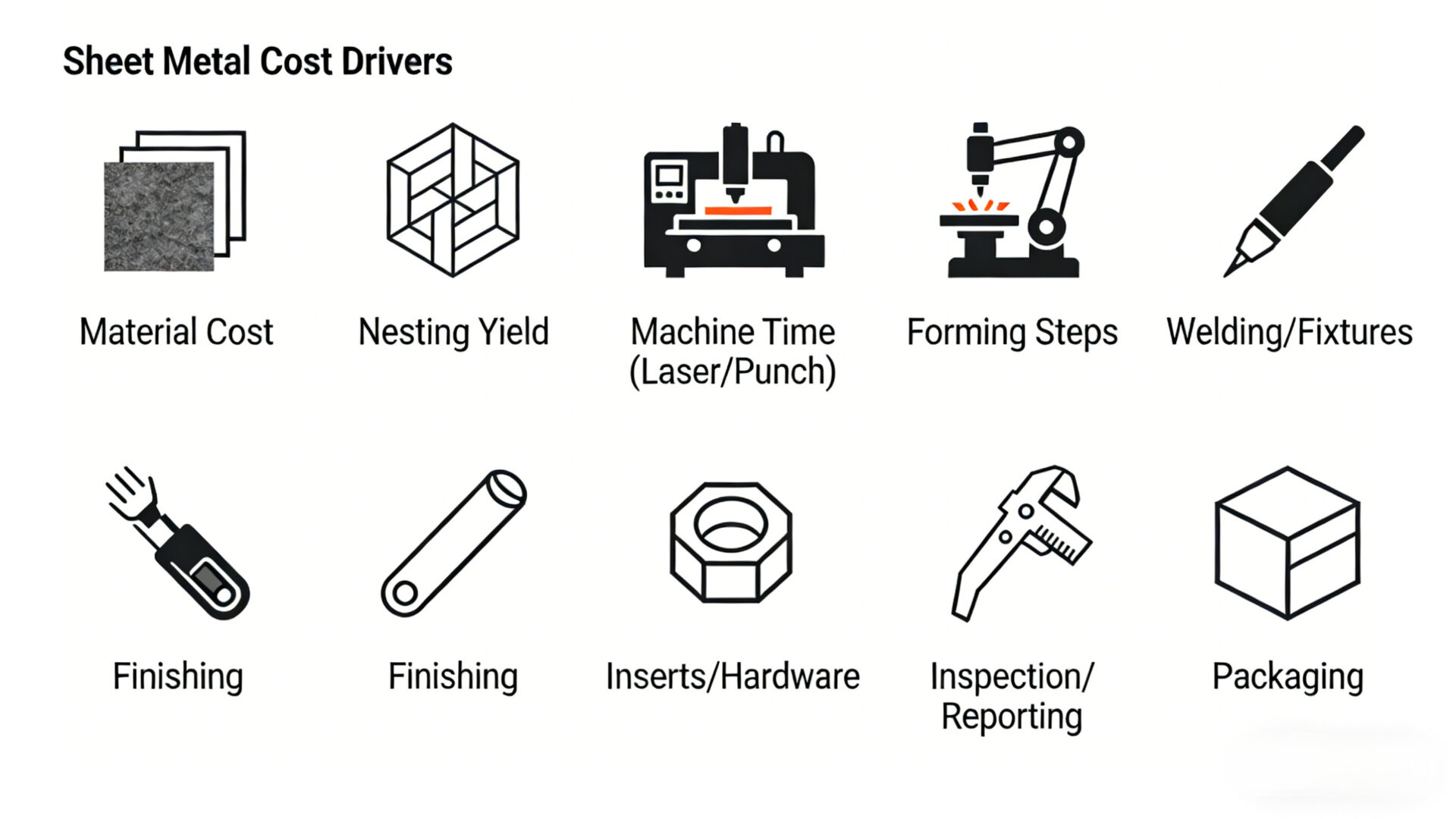
Metal Costing umfasst deutlich mehr als den reinen Materialpreis. Relevant sind unter anderem:
-
Materialverfügbarkeit
-
Ausbeute und Nesting
-
Rüstzeit
-
Sekundärprozesse
-
Dokumentationsaufwand
-
Lieferkettenrisiken
Gerade in späten RFQ-Phasen zählt nicht nur der nominell günstigste Stückpreis, sondern die Stabilität des gesamten Fertigungs- und Lieferprozesses.
Wesentliche Einflussfaktoren sind:
-
Werkstoff: Stahl, Edelstahl, Aluminium oder Speziallegierungen
-
Format: Tafel oder Coil, abhängig von Routing und Verfügbarkeit
-
Nesting/Verschnitt: gut schachtelbare Geometrien reduzieren Materialverluste
-
Tooling vs. Flexibilität: Stanzen kann bei Wiederholfeatures Zeit sparen, Laser erleichtert Änderungen
-
Umformkomplexität: viele Biegungen, enge Radien und hohe Optikanforderungen erhöhen Aufwand
-
Schweißverzug: Vorrichtungen und Sequenzen beeinflussen Nacharbeitsrisiken
-
Oberfläche: Beschichtungsentscheidungen wirken sich auf Funktion und Durchlaufzeit aus
-
Dokumentation: Materialzeugnisse, Messberichte, EMPB oder PPAP können erforderlich sein
Kostenvorteile entstehen häufig nicht durch große Redesigns, sondern durch kleine, frühe Entscheidungen:
-
Teile zusammenfassen
-
Hardware vereinheitlichen
-
Standarddicken verwenden
-
Toleranzen am realen Montagebedarf ausrichten
Frühes DFM-Feedback reduziert in vielen Fällen spätere Überraschungen.
6. Blechteile oder CNC-gefräste Aluminiumteile?
Begriffe wie billet aluminum parts, custom aluminum parts oder CNC machined aluminum parts tauchen häufig dann auf, wenn klassische Blechkonstruktionen an funktionale Grenzen stoßen.
Typische Gründe sind:
-
präzise Passflächen
-
tiefe Taschen
-
komplexe 3D-Geometrien
-
definierte thermische Schnittstellen
Blech eignet sich besonders für:
-
Strukturteile
-
Gehäusegeometrien
-
skalierbare Serienfertigung
CNC-gefräste Aluminiumteile sind sinnvoll, wenn präzise Schnittstellen oder funktionale Flächen benötigt werden, etwa bei Dichtflächen, Passsitzen oder Wärmekontaktflächen.
Viele Projekte kombinieren beide Ansätze: Blech für die Grundarchitektur, CNC-Teile oder Inserts für kritische Schnittstellen.
7. Qualität und Dokumentation: Materialzeugnisse, Messberichte, EMPB und PPAP
Dokumentation beschleunigt nicht automatisch jedes Projekt, sie kann aber Anforderungen zwischen Einkauf, Technik und Fertigung klarer absichern.
TPS nennt unter anderem:
-
Materialzeugnisse
-
Messberichte
-
Erstmusterprüfung (EMPB)
-
PPAP nach Vereinbarung
Damit lässt sich ein Qualitätsumfang definieren, der zum Risiko und zur Anwendung passt.
Für High-Mix-Programme kann sinnvoll sein:
-
EMPB bei neuen oder geänderten Teilen
-
Messberichte für kritische Features, z. B. Steckerausschnitte, Lochbilder oder Sicherheitsabstände
-
Materialzeugnisse bei korrosions- oder sicherheitsrelevanten Bauteilen
Für eine allgemeine Normenorientierung im Bereich ESD kann die offizielle IEC-Seite als Einstieg dienen.

8. RFQ-Checkliste: So erhalten Sie ein intern belastbares Angebot
Ein gutes RFQ reduziert Annahmen.
Wenn ein Angebot auf Vermutungen basiert, steigt das Risiko späterer Änderungen.
Folgende Angaben helfen, Freigaben zu beschleunigen und Rückfragen zu reduzieren:
Dateien
-
PDF für die Angebotsphase
-
STEP (.step/.stp) und DXF/DWG für Fertigung und DFM, falls vorhanden
Werkstoff
-
Güte oder zulässige Alternativen
-
Dicke
-
Präferenz für Coil oder Tafel
Oberfläche
-
Pulverbeschichtung, Eloxal oder Galvanik
-
Maskierungsanforderungen
-
Optikklasse
-
Erdungskontaktzonen
Mengen
-
Prototypenmenge
-
Pilotserie
-
grobe Jahresmenge oder Mengenbandbreite
Toleranzen
-
kritische Features markieren, z. B. Ausschnitte, Lochbilder, Schnittstellen
Schweißen und Fügen
-
gewünschte Verfahren wie MIG, WIG, Punkt- oder Bolzenschweißen
-
optische Anforderungen
-
Vorgaben zum Verzug
Prüfumfang
-
Materialzeugnisse
-
Messberichte
-
EMPB
-
PPAP, falls relevant
Verpackung und Logistik
-
Schutzanforderungen
-
Kennzeichnung für den eigenen Montagefluss
RFQ für Blechverarbeitung senden →
FAQ
Hot rolled coil vs. cold rolled steel: Was ist besser für Elektronikgehäuse?
Warmgewalzter Coil kann wirtschaftlich sein. Kaltgewalzter Stahl bietet häufig Vorteile bei Dickenkonstanz und Oberfläche. Für präzise Biegungen und optisch anspruchsvollere Gehäuse ist das oft relevant. Entscheidend sind Passform, Finish und Verfügbarkeit.
Was bedeutet ferrous metal – und warum ist ferrous vs. non-ferrous wichtig?
Ferrous bedeutet eisenhaltig, meist Stahl. Non-ferrous umfasst beispielsweise Aluminium, Kupfer und Titan. Die Wahl beeinflusst Gewicht, Korrosion, Kosten und teilweise auch Erdungs- oder Schirmannahmen im Elektroniksystem.
Welche Blechumformprozesse sind für Elektronikprojekte besonders relevant?
Typisch sind Laserschneiden, Stanzen, Abkanten, Schweißen und Fügen, PEM- und Einpresselemente sowie Oberflächenbearbeitung wie Pulverbeschichtung, Eloxal oder Galvanik. Welche Kombination passt, hängt von Geometrie, Änderungsrate und Funktionsanforderung ab.
Wann sollte ich CNC-gefräste Aluminiumteile oder billet aluminum parts statt Blech wählen?
Wenn präzise 3D-Geometrien, definierte Passflächen, tiefe Taschen oder thermische Kontaktflächen erforderlich sind. In vielen Fällen ist eine Hybridlösung sinnvoll: Blech für die Struktur, CNC-Teile für kritische Schnittstellen.
Wie kann ich Metal Costing senken, ohne Qualität zu verlieren?
Die stärksten Hebel sind meist Standardmaterialien, Standarddicken, gutes Nesting, weniger Hardware-Varianten und toleranzgerechtes Design. DFM sollte möglichst früh eingeplant werden, bevor Oberfläche und Schweißstrategie festgelegt sind.


