Wichtige Erkenntnisse
- Häufige PCB-Bauteile sind Widerstände, Kondensatoren, Induktivitäten, Dioden, Transistoren und integrierte Schaltungen (ICs) in Durchsteckmontage- (THT) und Surface-Mount-Gehäusen (SMT).
- SMT ermöglicht sehr hohe Bauteildichten (z. B. 0201-Widerstände mit 0,6 mm × 0,3 mm), während THT-Bauteile eine hohe mechanische Stabilität für Steckverbinder und Leistungsbauteile bieten.
- Die Bauteilauswahl sollte elektrische Spezifikationen, Gehäusetyp, Einsatztemperaturen (oft −40 °C bis +125 °C) und verfügbaren Leiterplattenplatz berücksichtigen.
- Moderne, automatisierte Bestückung kann bis zu rund 80 000 Bauteile pro Stunde mit Platzierungsgenauigkeiten um ± 25 µm erreichen – abhängig von Anlage, Layout und Prozesssetup.
- Beschaffung über autorisierte Distributoren (z. B. Digi-Key, Mouser, Arrow, Avnet) unterstützt Rückverfolgbarkeit und hilft, Fälschungsrisiken zu reduzieren.
Einführung in elektronische Bauteile auf Leiterplatten
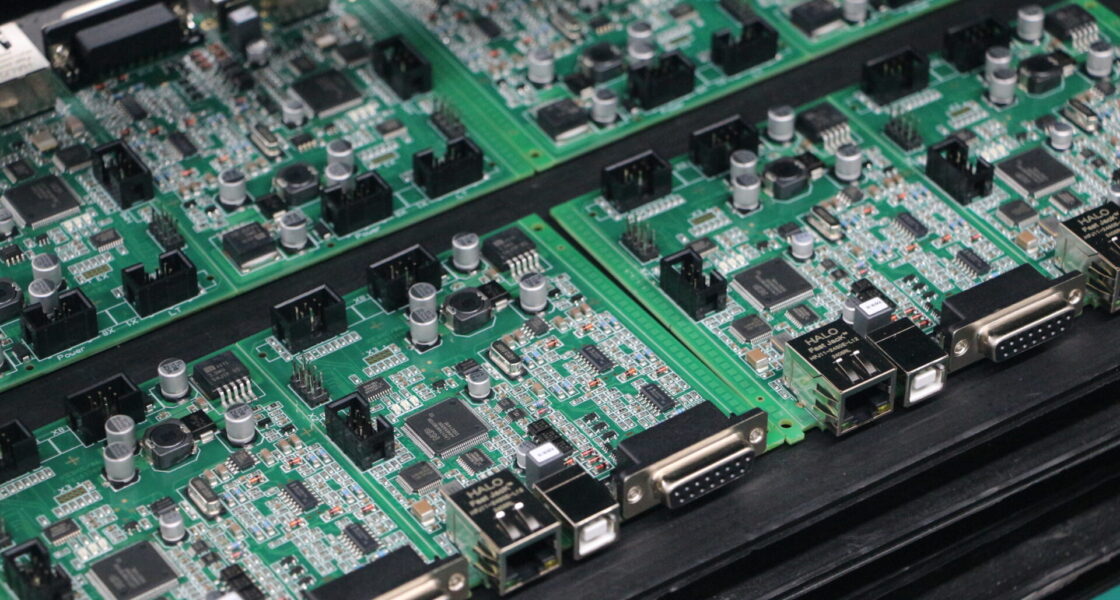
Elektronische Bauteile verwandeln eine unbestückte Leiterplatte in ein funktionsfähiges Gerät – von Wearables bis zu industriellen Steuerungen. Auf Glasfaser-Substraten mit Kupferleiterbahnen montiert, bilden sie Schaltungen, die Signale verarbeiten, Energie managen und Rechenaufgaben ausführen.
Der Übergang von der Durchsteckmontage zur SMT hat Miniaturisierung und Leistung deutlich vorangebracht. Multilayer-PCBs können heute Tausende Bauteile auf einer Fläche kleiner als eine Kreditkarte aufnehmen; einzelne Gehäuse reichen bis zu 01005 (≈ 0,4 mm × 0,2 mm) hinunter. Zu verstehen, wie Komponenten und PCB-Bestückung zusammenspielen, ist zentral für zuverlässige, fertigungsgerechte Designs.
Arten von elektronischen Bauteilen für PCBs
Die Auswahl hängt von Anwendung, verfügbarer PCB-Fläche und Montageprozess ab. Grundsätzlich unterscheidet man passive und aktive Bauteile.
Passive Bauteile
Widerstände (Kohle-, Metall-, Dünnfilm/Chip) sind allgegenwärtig. SMT-Größen reichen von 2512 bis 0201 (0,6 mm × 0,3 mm). Übliche Werte: ~ 1 Ω bis 10 MΩ; Toleranzen bis ± 0,1 % für Präzisionsanwendungen.
Kondensatoren speichern Energie und filtern Signale. Keramische MLCCs dominieren SMT-Designs durch kompakte Bauform und HF-Eigenschaften; Elektrolytkondensatoren übernehmen Bulk-Energiespeicherung; Tantal bietet hohe volumetrische Effizienz. Typische Bereiche: ≈ 1 pF bis 10 000 µF.
Induktivitäten (Ferrit-, Luftkern, Chip) dienen Energiespeicherung und Filterung – von ≈ 1 nH bis 100 mH – und sind in Schaltnetzteilen, RF und EMI-Unterdrückung essenziell.
Quarze/Oszillatoren liefern Taktreferenzen von 32,768 kHz (RTC) bis in den zweistelligen MHz-Bereich für schnelle Digitalsysteme.
Aktive Bauteile
Dioden (Signal, Leistung, Schottky, Zener) gibt es u. a. in SOD/DO/SMA. Schottky-Typen weisen oft geringe Durchlassspannungen (~ 0,2–0,3 V) auf; Zener-Dioden ermöglichen Spannungsreferenzen.
Transistoren umfassen BJTs und FETs in SOT-23, DPAK/TO-220, QFN und BGA. Leistungs-MOSFETs tragen mit niedrigem R<sub>DS(on)</sub> zu effizienten Leistungsstufen bei.
Integrierte Schaltungen reichen von Op-Amps und Reglern bis zu Mikrocontrollern, FPGAs und SoCs – in DIP, QFP, QFN und hochpoligen BGAs. Power-Management-ICs decken hocheffiziente Schaltregler, rauscharme LDOs und Batteriemanagement ab (z. B. Schutzfunktionen gegen Überladung/Überstrom).
Montagetechnologien für Bauteile
Die Wahl des Verfahrens beeinflusst Dichte, Kosten, Durchsatz und Zuverlässigkeit.
Surface-Mount-Technologie (SMT)
Bei SMT werden Bauteile ohne Bohrungen direkt auf Pads platziert. Das Spektrum reicht von 01005-Passiven bis zu BGAs mit hoher Pinzahl.
Vorteile:
- Deutliche Platzersparnis gegenüber THT
- Hoher Durchsatz dank automatischer Pick-and-Place
- Kurze Verbindungswege, was HF-Eigenschaften begünstigen kann
Typische Prozessschritte:
- Lotpastendruck mittels lasergeschnittener Schablonen (feine Strukturen oft ~ 0,10 mm)
- Bestückung (bis ~ 80 000 Bauteile/h; typische Genauigkeit ~ ± 25 µm)
- Reflow-Löten mit bleifreien Peak-Temperaturen häufig ~ 240–260 °C (profilabhängig von Paste/Design)
Durchsteckmontage (THT)
Bei THT werden Anschlussdrähte durch gebohrte Löcher (typisch ~ 0,6–3,2 mm) geführt und verlötet – robust für Steckverbinder, Trafos und Leistungsbauteile sowie praktisch für Prototyping und Service.
- Wellenlöten arbeitet typischerweise bei ~ 250 °C.
- Selektivlöten adressiert THT-Lötstellen in Mischbestückungen gezielt.
- Manuelles Löten unterstützt Kleinserien/Prototypen (temperaturgeregelte Werkzeuge, geeignetes Flussmittel).
In der Praxis sind Mischbestückungen üblich: SMT für Dichte, THT für mechanische Stabilität und Servicefreundlichkeit.
Auswahl und Beschaffung von Bauteilen
Die Auswahl balanciert Performance, Zuverlässigkeit, Verfügbarkeit und Kosten.
- Elektrisch/thermisch: Spannungs-/Strombelastbarkeit, Frequenzverhalten, Temperaturkoeffizient, zulässige Umgebung/Übergang.
- Gehäuse/Layout: verfügbare Fläche, Kriech-/Luftstrecken, Wärmeabfuhr, Montagemöglichkeiten.
- Lebenszyklus/Verfügbarkeit: bevorzugt lang verfügbare Teile; Zweitquellen einplanen; LTB/Redesign-Trigger definieren.
- Sourcing: autorisierte Distributoren (z. B. Digi-Key, Mouser, Arrow, Avnet) bieten Rückverfolgbarkeit, Datenblätter und parametrische Suchfilter – hilfreich für Compliance und gegen Fälschungen.
Resilienz steigt mit freigegebenen Lieferantenlisten, alternativen BOMs und sinnvollen Puffern.
PCB-Design-Überlegungen für Bauteile
Designentscheidungen prägen Fertigbarkeit und Zuverlässigkeit.
- Footprints: nach IPC-7351 bzw. Hersteller-Landpattern auslegen.
- Platzierung/Abstände: Grenzen von Bestückung, Reflow und Inspektion beachten; Orientierungen für AOI vereinheitlichen.
- Wärmemanagement: Kupferflächen, thermische Vias, Kühlareale und Abstände; thermische Entlastungen wo nötig.
- Signalintegrität/EMV: Impedanzkontrolle, durchgängige Referenzebenen, kurze Rückstrompfade; sensible Analogbereiche von schaltenden Digitalstufen trennen; lokale Entkopplung (oft innerhalb 2–5 mm).
- Leistungs-Verteilung: Leiterbahnbreiten/-dicken für Strom und Temperaturanstieg auslegen; Via-Teilung berücksichtigen.
- DFM: Mindestabstände gegen Lötbrücken, globale/ lokale Fiducials, einheitliche Bauteilorientierung zur Prozessvereinfachung.
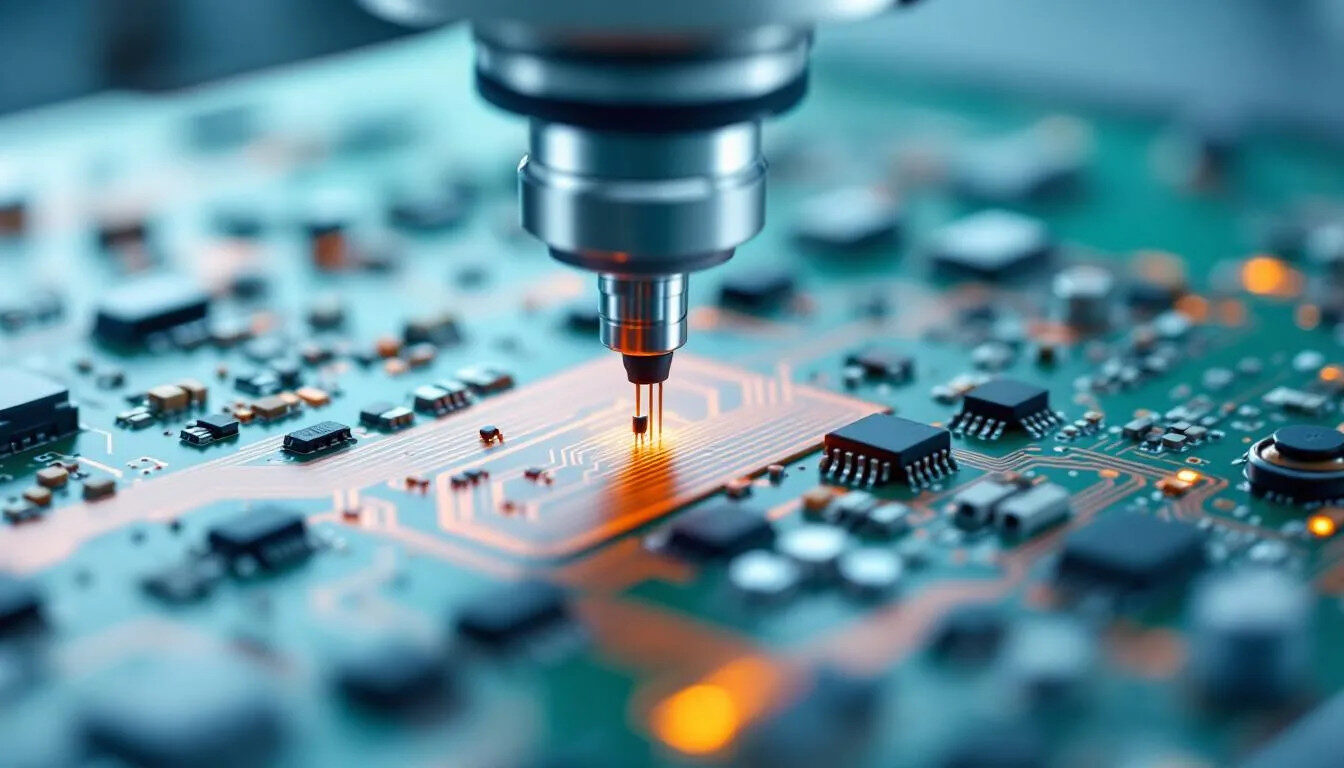
Montageprozess für elektronische Bauteile
Von der Rohleiterplatte zur Baugruppe:
- Lotpastendruck
Optimierung von Schablone, Aperturen und Druckparametern (typisch ≈ 22–67 N / 5–15 lbf Rakelkraft). SPI prüft Volumen/Geometrie. - Pick-and-Place
Genaue Bibliotheken (x/y/θ, Höhe, Vision). Moderne Maschinen kombinieren Geschwindigkeit mit Feinpitch-Genauigkeit. - Reflow-Löten
Zonen auf Paste/Design abstimmen (z. B. SAC305-Peak ~ 245 °C). Ziel: zuverlässige Benetzung ohne thermische Überlastung. - THT-Bestückung & Löten
Selektivlöten für Mischbestückung; SMT-Schutz durch Paletten/Masken. - Rework & Handlöten
Temperaturkontrolliert, passende Spitzengeometrie, geeignetes Flussmittel, ESD-sichere Arbeitsweise.
Qualitätsgates (SPI, Platzierungs-Check, Post-Reflow-Inspektion) reduzieren Nacharbeit vor Test/Verpackung.
Prüfung und Qualitätskontrolle
Tests sichern Funktion und Zuverlässigkeit vor Auslieferung.
- AOI: erkennt fehlende/verdrehte Teile und Lötfehler; typische Wiederholgenauigkeit ~ ± 50 µm mit Mehrwinkel-Beleuchtung.
- Röntgen/X-Ray: notwendig für verdeckte Lötstellen (BGA/QFN) – Voids, Opens, Brücken.
- In-Circuit-Test (ICT): prüft Werte/Netze (z. B. Widerstand innerhalb Toleranz, Kurzschluss/Unterbrechung).
- Funktionstest: bestätigt Verhalten unter definierten Bedingungen (Leistungsaufnahme, Timing, Schnittstellen, Grenzwerte).
- Umwelttests: Temperaturzyklen (z. B. −40 °C bis +85 °C), Feuchte gemäß IPC, Vibrationen nach transport-/einsatznahen Profilen.
- SPC & CAPA: Kennzahlen verfolgen, Ursachen analysieren, Korrektur-/Vorbeugemaßnahmen einleiten.
Abschluss mit Endkontrolle, elektrischer Prüfung und Verpackung.
Fazit
Zuverlässige Elektronik entsteht aus der richtigen Bauteilwahl, einem fertigungsgerechten PCB-Design und stabilen Montage- sowie Testprozessen. Wer Komponenten, Layout und Bestückung als Gesamtsystem denkt – inklusive qualifizierter Beschaffung und Qualitätskontrolle – erreicht reproduzierbare Ergebnisse vom Prototyp bis zur Serie.
Häufig gestellte Fragen
Was ist das kleinste elektronische Bauteil, das gängig auf PCBs eingesetzt wird?
01005-Passivbauteile (≈ 0,4 mm × 0,2 mm) gehören zu den kleinsten verbreiteten Gehäusen. Sie erfordern präzise Anlagen und strenge Prozesskontrolle.
Wie verhindert man ESD-Schäden während der Bestückung?
Durchgängiges ESD-Programm: geerdete Arbeitsplätze, Handgelenkbänder, ESD-Bekleidung/Schuhe, Ionisatoren und Luftfeuchte ca. 45–65 %. ESD-Verpackung nutzen; Werkzeuge korrekt erden.
Worin unterscheiden sich bleifreie von bleihaltigen Loten?
Bleifrei (z. B. SAC305: Sn96,5/Ag3,0/Cu0,5) benötigt höhere Peaks (~ 245 °C) als Sn63/Pb37 (~ 215 °C). Optik matter, teils whisker-anfälliger; relevant für RoHS-Konformität.
Wie dimensioniert man Leiterbahnen für Strom?
Abhängig von Breite, Kupfergewicht, Umgebung und zulässigem ΔT. Grobe Faustformel: ~ 1 mm Breite bei 1 oz Cu (35 µm) ≈ 2–3 A für ~ 10 °C Anstieg. Für das Design IPC-2221/-2152 oder verlässliche Rechner nutzen; ggf. Kupferflächen/Parallelbahnen/thermische Vias.
Wie erkennt man gefälschte Bauteile?
Kombination aus Sichtprüfung (Markierungen/Verpackung), elektrischer Verifikation und ggf. Röntgenanalyse. Autorisierte Bezugsquellen mit Rückverfolgbarkeit bevorzugen; „ungewöhnlich günstige“ Angebote meiden.


